双室高温真空热压烧结炉的研制
2019-11-05 08:10张文静李晓明
科技视界 2019年27期
张文静 李晓明
【摘 要】本文介绍了双室高温真空热压炉的设备组成、主要技术参数和结构特点,并指出了该设备在透明陶瓷制造行业推广应用的前景。
【关键词】真空热压炉;热压烧结;透明陶瓷
中图分类号: TK175文献标识码: A 文章编号: 2095-2457(2019)27-0056-002
DOI:10.19694/j.cnki.issn2095-2457.2019.27.024
【Abstract】Describes the build-up, main technical parameters and structural features of the two-chamber high temperature vacuum sintering furnace, and points out the application prospect of the equipment in transparent ceramic manufacturing industry.
【Key words】Vacuum hot pressing furnace; Hot pressing sintering; Transparent ceramics
0 引言
透明尖晶石(镁铝尖晶石透明陶瓷),简称透明陶瓷,广泛应用于电子、光学、照明、机械、国防等领域。透明陶瓷的烧结方法多种多样,有常压烧结、真空热压烧结、气氛烧结、微波烧结及SPS放电等离子烧结。透明陶瓷的真空热压烧结是在加热粉状材料的同时进行加压,主要取决于塑性流动,而不是扩散。对于同一种材料而言,热压烧结与常压烧结相比:热压法容易获得接近理论密度、气孔率接近于零的烧结体,容易得到细晶粒的组织,易得到具有良好机械性能、电学性能的产品;能生产形状较复杂、尺寸较精准的产品;粉末粒度、硬度对热压过程影响小,可压制一些硬而脆的材料。热压烧结的缺点是加热、冷却时间长,生产效率低。为了提高生产效率,应用户要求,研制了双室半连续式真空热压烧结炉。
1 设备的组成及主要技术性能参数
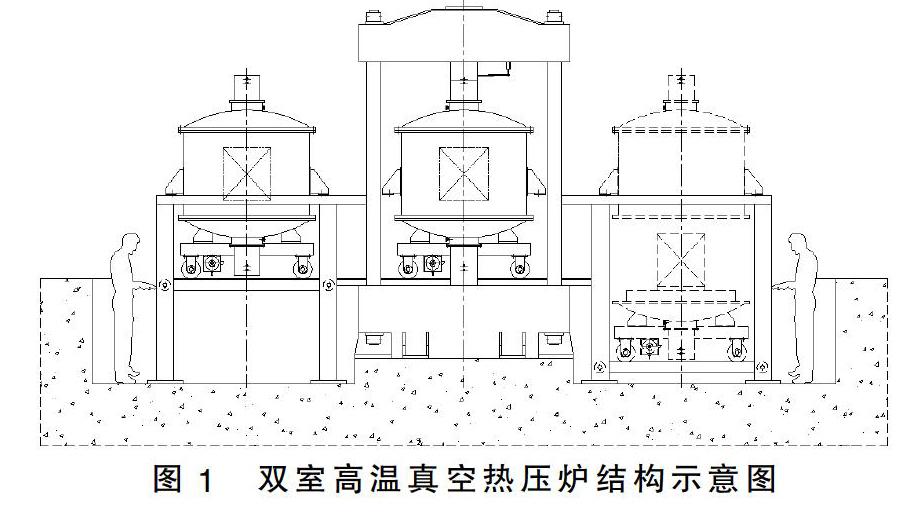
设备分为双室炉体、真空系统、加压系统、冷却系统、电气控制系统等几部分组成,结构示意图如图1。
设备的主要技术参数见表1。
2 设备的结构特点
2.1 炉体
爐体为双室立式结构,炉壳为双层水冷结构,升温时炉壁外表面温度不高于环境温度+20℃。炉体随底炉门车平行移动,带调速控制功能,运行平稳,前后运动具有机械定位功能。顶炉门采用螺栓连接,方便检修。底炉门采用气缸锁紧,操作方便。底炉门固定在升降平台车上,随升降平台升降,方便工件进出。
隔热屏:采用硬质复合石墨毡,加工成三明治式石墨毡筒。具有连续有效的保温、加快炉子升温和冷却速度、减少炉内气氛中的纤维颗粒、缩短抽空时间、容易操作、维护更简单等优点。在硬质复合石墨毡两表面覆有石墨箔,用作气体的对流屏蔽板,还将加热元件的热辐射反射回炉体内部,并防止石墨毡在较高气体流速下被腐蚀。由于石墨毡吸附水蒸汽后不利于抽真空,在热压烧结前须对炉体进行烘烤。
加热器:热压烧结的加热方式有感应加热和电阻加热两种方式。据了解,目前国内以感应加热方式的热压烧结炉其炉温均匀性很难满足±5℃。2200℃的热压烧结设备的极限真空度很难达到10-4Pa。因此该设备选用电阻加热方式。根据设备的最高温度2200℃,选用石墨加热元件。石墨加热元件不会因为再结晶或因老化引起的晶粒长大而导致变脆。另一优点是,石墨加热元件的强度随温度上升增加,而热抗震性保持不变。圆柱面和顶底都设有加热器,侧区加热器选用圆筒形加热器,顶底加热器选用环形。加热器的布置形式,既满足设备的炉温均匀性,又能满足上下压头移动。与金属加热元件相比较,结构简单,价格便宜,成本低廉。
2.2 真空系统
根据设备的真空度,真空系统采用1台油扩散泵,1台罗茨泵,1台滑阀泵组成三级抽气系统。另设1台直联机械泵作为维持泵,供扩散泵启动、停止用。在高真空挡板阀与扩散泵之间设有氟利昂冷阱以抑制扩散泵返油。滑阀泵排气口接有油雾分离器,减少空气污染。
真空阀门均为气动挡板阀。阀门的开启与闭合均由PLC控制,且联动互锁,断电时阀门自动关闭以保证炉内真空度,避免工件氧化。该系统在各级管道上设有检漏接口,分段检漏很方便,布局紧凑。
设备烧结的是粉状材料,为防止粗抽时炉内粉末被抽走,系统设置了微抽阀。为防止烧结过程中产生的粉尘颗粒随气流抽至泵腔,影响真空泵的抽气性能,甚至会造成前级泵的损坏,在前级管道上设置了两级除尘过滤装置:第一级为干式除尘器,内芯可抽出清理,该除尘器可收集烧结过程中产生的大部分粉尘颗粒;第二级为油浸钢丝球式过滤器,可有效收集烧结过程中产生的挥发物、油脂、粉尘等,避免粉尘颗粒对滑阀泵转子的划伤,结构简单,便于维护清理。
真空系统与炉室之间配有手动隔离阀,来实现双室炉体共用一套真空系统,降低成本,节省空间。
2.3 液压系统
本系统由液压站、主加压液压缸、液压机架、液压管路及冲头位移检测装置等组成。在透明陶瓷热压过程中,液压系统对工件实施准确、稳定的压力是透明陶瓷致密度的重要因素。
2.4 冷却系统
高温热压烧结后,炉体内部是温度均匀的高温气体,炉体降温速度很慢,炉体设有的惰性气体冷却装置加快了炉体降温速度,缩短了工作周期。
2.5 加热电源系统
为了保证对模具加热的均匀性,设计了顶、侧、底三区加热。加热电源系统由磁性调压器、整流回路、控制及保护回路等组成,形成三个可独立调节的回路,分别为三个可控热区供电。
2.6 电气控制系统
该系统由工业计算机监控管理、西门子S7系列可编程控制器为主的过程控制、多回路智能控温仪炉温控制组成。控制系统具有故障诊断功能,并具有过载、过电流、缺相及机械各动作之间的电气安全联锁。冲头压力和位移突然变化时冲头立即停止加压动作、停止加热并报警提示,以减轻事故损失。
按预设的温度工艺曲线,通过智能控制仪、控制热电偶、加热电源和电阻负载完成烧结过程。按预设的压力工艺曲线,通过智能控制仪、压力传感器、液压站和液压冲头完成加压过程。可全称自动控制,也可手动介入操作。控制系统结构图见图2.多通道记录仪负责记录工作过程的真空度和温度、压力,位移数显表显示上冲头工作位置。
3 真空热压设备的生产工艺及流程
真空热压设备按照实际生产工艺实施各个步骤,工艺参数可通过对控制仪表参数的设定方便进行更改,保证了生产过程的自动化,提高了产品的加工精度,为高性能、高致密度的透明陶瓷的生产奠定了加工基础。
4 结束语
透明陶瓷高温真空热压炉投入工业运行至今性能稳定,真空热压法生产的透明陶瓷符合后续生产的工艺要求。随着透明陶瓷的广泛应用和产量的增加,该设备还可以开发成三室、四室等新的型式。
随着社会科技的进步和新兴产业的快速发展,人们对透明陶瓷等新材料需求的种类和数量度大大增加,我们应抓住透明陶瓷市场需求猛增的大好时机,加速透明陶瓷生产设备的研发和产业化进程。
【参考文献】
[1]黄存新.人工晶体学报,1996.25(2):108.
[2]李世普.特种陶瓷工艺学.武汉:武汉工业大学出版社,1990.5.
[3]刘军芳,等.透明陶瓷的发展.陶瓷科学与艺术,2002(1):22-25.
[4]阎承沛.真空热处理工艺与设备设计[M].北京:机械工业出版社,1998.
[5]张以忱,黄英.真空材料[M].北京:冶金工业出版社,2005.
[6]达道安.真空设计手册-3版[M].北京:國防工业出版社,2004.
[7]徐成海.真空工程技术[M].北京:化学工业出版社,2006.
[8]张以忱.真空工艺与实验技术[M].北京:冶金工业出版社,2006.
[9]阎承沛.真空与可控气氛与热处理[M].北京:化学工业出版社,2006.
[10]王艳,等.自动真空溶压设备的研制[J].真空,2006(4):50-51.
[11]王顺英.ITO靶材高温真空热压炉的研制[J].真空,2012(2):37-39.