
改善热传导的气门座和气门导管
2019-11-07 05:16BEAULIEUORAZEMREISSINGERWOODWARD
汽车与新动力 2019年5期
【英】 P.BEAULIEU S.ORAZEM G.REISSINGER D.WOODWARD
1 优化热传导的起因
近年来,增压和小型化使发动机的升功率得以大幅提高,并且实施了更为苛刻的废气排放法规以及在更高的废气温度下更接近真实的行驶试验循环,其均对处于废气流中的零件产生了影响。气门座圈和气门导管将气门承受的大部分热负荷传入气缸盖和冷却液之中。虽然在混合气冷却不良的情况下通过冷却的集成式排气歧管保护废气涡轮增压器免受过高温度的影响,但是由此使持续承受燃烧室废气冲刷的零部件的温度得以明显提高。表1列出了不同气门座圈和导管材料的导热率。
通常,通过良好的热流组织和更高的导热率就能达到较低的零件温度,此外降低气门座圈和气门导管的温度具有以下优点:
(1)减少局部磨损,特别是在集中的受热部位,即所谓的热点,例如火花塞周围鼻梁和排气门座鼻梁的磨损,部分也是通过减少由高温所引起的变形而达到的;
(2)通过针对燃烧室壁面的冷却和减少换气带来的热量降低了爆燃倾向和压缩终了温度[1-2];
(3)降低了临界的气门温度,这归因于材料的选择和采取的设计措施[3]。
钠冷却排气门提高了气门导管和气门杆密封圈的温度,这会使密封材料的热负荷过高,并导致对机油排放起关键作用的部位漏气或漏机油。一般而言,气门
表1 各种不同气门座圈和导管材料的导热率

表1 各种不同气门座圈和导管材料的导热率
*根据类似材料300℃时导热率的估算值 ;**用于背部涂层的高导热系数(HTC)材料成分导管温度的提高会加速机油结焦,并增大了发生颗粒磨损和粘连磨损等潜在风险的可能性。
2 改善热流的潜力
上世纪80年代,就已考虑通过对材料开展细孔渗铜工艺处理来提高气门座圈和导管粉末冶金钢材料的导热率(λ)。当今渗铜气门座圈主要应用于汽车领域。辉门(F-M)公司当前材料的λ值从不渗铜材料的约15 W/(m·K)已提升至55 W/(m·K)(表1)。
某些黄铜制成的气门导管的λ值大于100 W/(m·K)[4]适用于排气侧,但是其在摩擦方面受到限制[5]。目前黄铜类气门导管相对更耐磨,但是其合金的λ值仅为50 W/(m·K)[6]。在用于赛车运动气门座圈的材料中,某些用于模具制造的专用合金(例如无铍铜合金MS90(90 W/(m·K))[7]和Materion公司的Perfor Met材料(160 W/(m·K))则有最高的导热率。
考察了通过计算和众多测量结果标定出的从气门中心通过气门座圈直至冷却液的温度变化曲线(图1),可以看出,在气门座与气缸盖之间存在着明显的温度梯度,通常气门座圈材料的导热率比气缸盖材料的导热率(约130~190 W/(m·K))更低。

图1 从排气门中心直至冷却液的温度变化曲线
由此就能推导出下列改善热流技术的可能性:
(1)目标导向是尽可能提高气门座圈导热率(导热系数),使其尽可能接近气缸盖导热率,并降低气门座圈与气缸盖上座圈凹坑之间的热阻。虽然可进一步优化气门与座圈之间的接触效果,但是因诸多结构因素的影响(结构空间、气门座角度)而无法继续发展。
(2)通过更精细的考察会发现,气门座圈与气缸盖之间的两级精度压配合的实质是粗糙表面之间包含空气隙的接触。气门座圈是由合金钢(λ为30 W/(m·K))和不纯的铜(λ约为50~100 W/(m·K))烧结而成的,其中气门座圈的铜晶格与气缸盖上的座圈凹坑并非完全处于金属接触状态之中。选择具有良好导热性和延展性因而使空隙填充能力增强的高导热材料,即所谓的热界面材料(TIM)(图2),能使热流通畅。早在10年前,F-M公司就已与英国Bradford大学共同合作开始对气门座圈涂层进行试验研究。

图2 气门座圈(蓝色)与气缸盖座圈凹坑(灰色)之间由TIM(红色为铜)形成表面接触
3 技术秘诀在于涂层的结合
4年前,F-M公司在Burscheid技术中心进行电镀开发时就已形成了第一种电镀涂层方案,其能以较高的导热性与渗铜和气缸盖座圈凹坑相组合,从而大幅改善导热效果。特别是与气门座圈和导管材料的相容性,需要独特的活化作用和工艺控制,从而能涂覆不同的多孔性且铜含量较高的粉末金属合金,并实施多面的涂层(图3),而且其具有较高的粘结力,以致于除了可采用常规的气门座圈和导管的接合工艺之外,甚至通过气缸盖的高压水喷射清除毛刺也不会损坏已切开的涂层表面,而且经边缘棱角和密封棱角加工后依然保留的涂层在发动机运行后仍能保有毫无瑕疵的状态。

图3 TIM涂层气门座圈和导管——带有背部HTC涂层和斜面分离线的双重位置涂层
4 用铜改善热传导
基于粉末冶金(PM)改善导热性的材料创新最简单的方法是增加高λ值材料的含量。而应用于汽车领域时,使用该成分必须有利于降低成本并采用高温粉末冶金生产工艺,为此需以铜作为材料。每种铜合金都可显著降低导热率,但是铜能从铁的有限溶解能力中获益匪浅,因此铜应尽可能保持在纯净状态。
原则上,有3条途径可提高铜的含量:
(1)首先通过未烧结的多孔性坯件渗铜,在毛细管效应下液态铜应被吸入多孔性基体中,由相互连接的细孔形成联结的铜网格,而在最终烧结成的零件中铜网格依然存在,这种工艺仅在细孔含量方面受到限制,其还能使坯件不易于碎裂,且可用于粉末冶金工艺并形成约25%的最大铜含量。气门导管的渗铜工艺并不值得开展,主要因为气门导管的尺寸使其难于与铜结对,而且对气门导管的要求意味着应确保其在细孔中的机油含量,因而铜含量的限值必须根据其所具备的含机油能力而定。
(2)其次可在坯件成形之前掺入铜粉末,但是液相成形会存在一定的负面影响,其会增大烧结期间的变形,因此对于接近最终尺寸的产品可容许的形状偏差限制了其所具有的铜含量。
(3)第三种可能性是在压制坯件之前就将铜添加入粉末混合料中,这种方法具有一定的技术优势,其能增大铜含量而不会出现掺入铜所引起的变形问题,在这种情况下Fe-Cu合金能扩散化合。
这些技术的组合可使铜含量累加,并获得相应更高的导热性。
5 多重气门座圈提供了折中效果
多年来,气门座圈制造商一直在使用多重组分,其中气门侧的功能部位通过贵重的耐磨合金组成,而座圈背部则通常以成本较低的简单材料为基础。此时采用两级方法将粉末填充到型腔中,并被压制成坯件,其他工艺步骤则需要较长时间且同时提高了生产成本,但是背部也能按照上述方法制成铜含量较高的合金,以提高零件的导热性。
进一步提高多重气门座圈中导热材料的含量,从而使导热能力实现最大化,其中比起水平材料分界线来更倾向于采用轮廓清晰的部分有棱角的材料分界线(图4)。在这种情况下,零件分两级压制成形,最后再进行常规的烧结。

图4 具有棱角轮廓清晰的分离线和背部HTC涂层的气门座圈金相显微照片
6 高导热率材料
除了专用的材料合金之外,进一步提高铜含量是单层材料提高导热率的有效措施,其被称作ΔQ-Advantage材料(见表1),而其耐磨性则通过添加合适的合金进行调整,推出了1种导热率λ为65 W/(m·K)的材料,而其耐磨性可与渗铜工具钢相比。视材料而定,降低气门座圈温度和变形能减少磨损。
7 理论考察和发动机试验结果
F-M公司在全球有众多的试验台,并采用了量产发动机进行温度测量和磨损试验。有限元法(FEM)能预先考察众多的配置方案,在这种情况下可采用温度测量数据反馈充钠排气门的计算情况。
在整个开发过程中已考虑到下列验证和计算的可能性:(1)零件温度的二维和三维有限元法计算;(2)根据发动机试验对零件(气门、气门座圈和气门导管)进行热状态评价;(3)机型和零件磨损试验;(4)发动机磨损耐久运转试验。
8 有限元法
二维有限元法计算能快速地分析所选择的材料和涂层配置的效果。温度图(图5)可很好地看出气门杆-气门导管配对与气门座圈-气门阀盘配对似乎是分开的,从气门导管上可看出改善导热性和TIM后使温度明显降低。

图5 气门-气门座圈-气门导管-气缸盖系统的二维有限元法温度变化
气缸盖上的三维有限元法计算表明了λ和热传导过程对气门座圈温度(图6)以及所引起的变形的影响。在通过气门座圈TIM涂层和优化压配合完全可使气缸盖导热系数改善到100 W/(m·K)的同时,λ值最大达100 W/(m·K)的气门座圈材料能使排气门座圈上出现的最高温度得以显著降低(图7)。TIM的冷却效果几乎可恒定不变地附加到试验数值范围之上,而特别令人感兴趣的是气门座圈上最热与最冷部位之间的绝对温度差可达200 K以上,而λ值在100~200 W/(m·K)之间仅有较小的降低温度效果。
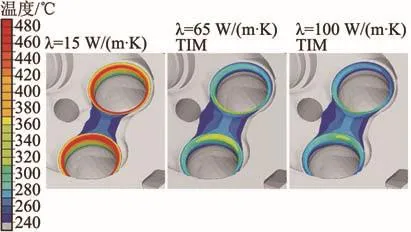
图6 三维有限元法温度计算——有无TIM对气门座圈导热率的效果比较
温度的降低伴随着排气门座圈热变形的减小,有限元法计算表明气门座圈直径上的变形减小了7μm,这对密封性和磨损可起到有利的效果。

图7 三维有限元法计算结果——有无TIM时气门座圈最高温度和温度差与导热率的关系
9 气门热状态评价
目前已对不同发动机和进排气门类型开展了诸多试验研究,通过钢硬度降低查明的零件温度表明了额定功率运行工况点的差异。图8示出的升功率为80 k W/L且配置3个排气门座圈的试验发动机所测得的温度是所有测量部位的平均值。正如有限元法的计算结果所示,关键部位阀座和阀盘底部凹穴的温度得以明显降低,阀座温度最多降低90 K,阀盘底部凹穴温度则最多降低33 K,气门中间温度最多降低25 K。ΔQAdvantage材料气门的温度未超出热态气门的测量范围,并且可延伸至气门座,其温度甚至要低于140 K。

图8 不同材料排气门温度的热态测量结果
10 发动机磨损试验
新型ΔQ-Advantage材料经历了长达100 h的磨损耐久运转试验,并对从该试验发动机得到的不同材料的广泛试验结果数值进行比较(图9),已证实导热性良好的气门座圈材料能比肩渗铜工具钢,其单位磨损量明显低于用户要求,完全适用于批量生产。
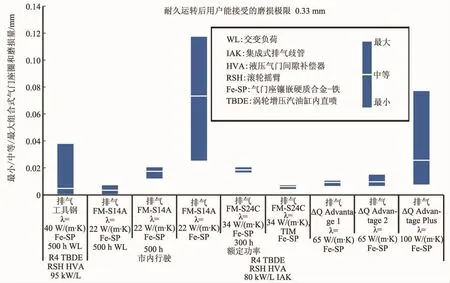
图9 ΔQ-Advantage材料排气门座圈磨损量与常规材料的比较
11 结语和展望
采用HTC材料和TIM涂层降低气门温度已通过有限元法预测并在发动机试验中得到了证实,以此展示了丰富多样的技术可能性。ΔQ-Advantage材料无需TIM涂层和昂贵的多重材料技术即可显示出更为显著的气门温度降低效果。新型的ΔQ-Advantage-Plus材料正在试验之中,并可望以其导热率获得进一步提升的潜力。
粉末冶金钢制成的气门导管的导热性可达到耐热黄铜的水平,而且即使为了进一步减少气门杆密封圈的泄漏而附加了TIM涂层,仍能保持浸渍在材料细孔中的机油在使用周期内可起到润滑作用。
由此可能降低的温度超过了迄今为止众所周知选择的材料,并且针对未来用途,在减少局部磨损的同时,通过减少加浓和优化点火时刻显著提升了降低CO2排放的潜力。
在2018年继续进行广泛试验后,自动化TIM工业涂层工艺与渗铜气门座圈背部高导热性涂层将广泛应用于插电式混合动力汽车领域。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年10期)2022-06-09
汽车零部件(2020年1期)2020-03-06
科教导刊(2016年29期)2016-12-12
价值工程(2016年30期)2016-11-24
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科学大众(中学)(2015年10期)2015-10-12
农机使用与维修(2014年12期)2014-12-17
农机使用与维修(2014年6期)2014-09-23
