长输管道防腐补口施工质量的数字化管理*
2019-12-13 06:18朱炜代炳涛黄秀娟高龙盘胜辉
油气田地面工程 2019年11期
朱炜 代炳涛 黄秀娟 高龙 盘胜辉
1艾图科(上海)防腐技术有限公司
2廊坊中油朗威工程项目管理有限公司
随着我国科技的快速发展,数字化技术在生产和生活中得到普遍应用。数字化管道技术是当今长输油气管道工程领域中的前沿技术,通过应用大数据技术可以使数字化管道在勘察、设计、建设和运营的过程中更具高效性和专业性,从而使数字化管道的管理更加方便[1-4]。长输油气管道的数字化管理,特别是防腐补口施工质量的数字化管理,因其特殊性和复杂性,仍处于探索阶段,未能真正应用到现场防腐补口施工中。针对防腐补口施工质量的现状,提出防腐补口施工质量的数字化管理模式。
1 技术思路
1.1 防腐补口施工质量控制存在的问题
在整个管道外防腐施工中,补口防腐是保证管道防腐完整性的重要工艺,也是整条管道防腐涂层质量最薄弱的环节。目前我国的长输油气管道防腐补口涂层多采用辐射交联聚乙烯热收缩带(套)和配套环氧底漆的方式[5]。该防腐涂层大多数是由底层无溶剂环氧漆、中间层胶黏剂、外层收缩带聚乙烯基材三种不同材料构成的。施工人员在施工现场通过加热手段(火焰烘烤和/或中频感应加热设备)对钢管表面进行包覆,在补口防腐施工完成后24 h进行补口质量的检验,包括外观、漏点和剥离强度等内容[6]。因此,防腐补口施工质量受人、机、料、法、环、测等因素的影响尤为突出。
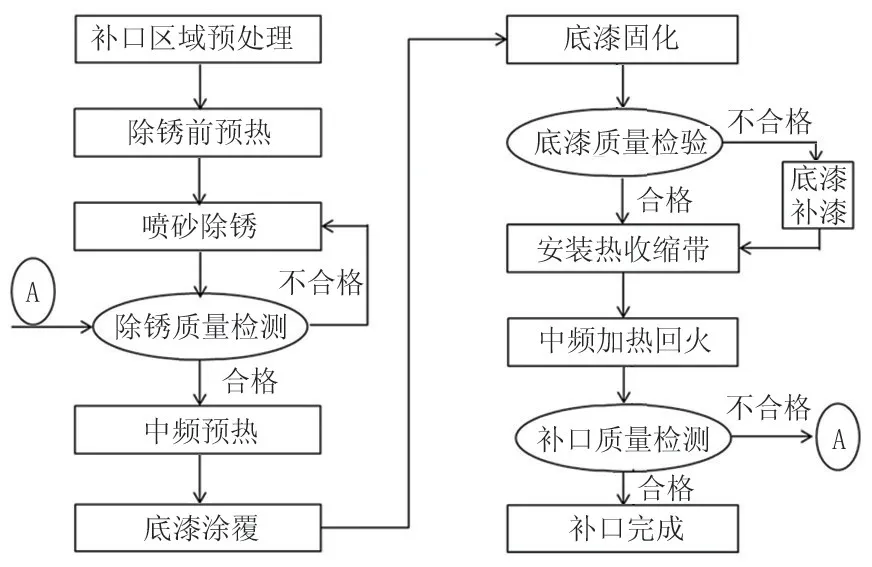
图1 防腐补口涂层施工工艺过程示意图Fig.1 Schematic diagram of construction process of anticorrosive joint coating
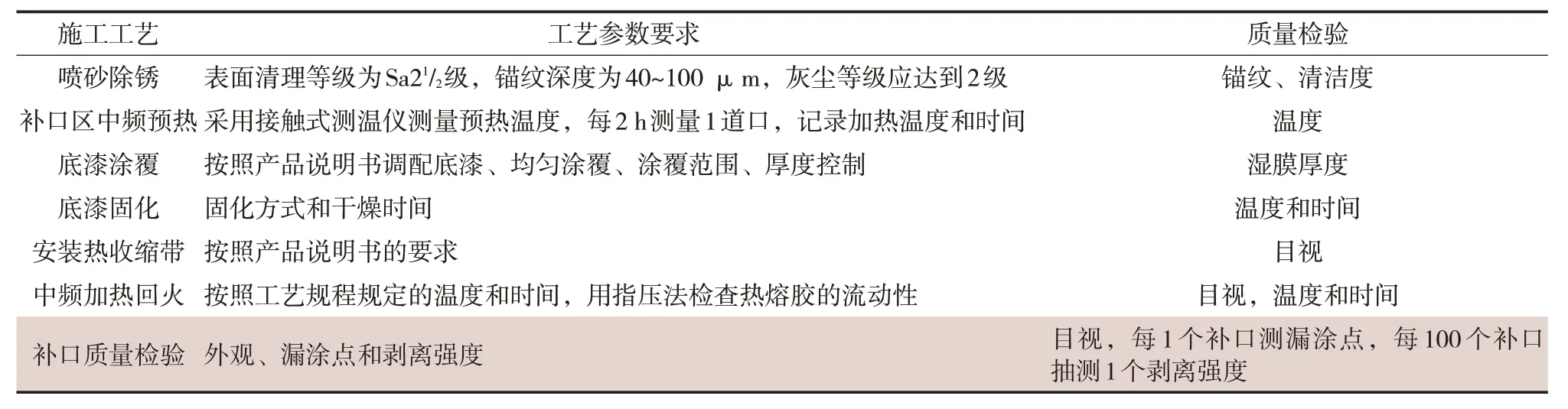
表1 防腐补口施工工艺要求Tab.1 Construction process requirement of anticorrosive joint coating
图1是防腐补口施工工艺过程示意图。在整个施工过程中,每一环节的质量控制是由监理单位根据防腐补口技术规范和工艺规程进行现场管控的。表1 是现行国内补口施工中所使用的Q/SY 1700—2014《热熔胶型热收缩带机械化补口施工技术规范》对施工工艺各环节的要求[7]。由表1 可知,无论是按照产品说明书还是按照工艺规程,给出的参数值范围都比较大。比如,某项目的工艺规程上规定“加热回火温度为175~190 ℃,加热5~8 min”,这些大范围的参数值必然给施工单位和监理单位带来极大的困扰;而参数的记录是零散的、按一定频率进行的,特别是加热时间和加热温度等重要参数,不能得到及时的归整处理;对技术参数的判断结果很大程度上依赖于现场人员的经验和专业水平,带有主观性判断;而且补口质量的检验主要从外观、漏涂点和剥离强度等方面进行,并不能真正有效地控制施工质量。此外,国内现行有效的技术标准中,并未考虑到防腐涂层中三种材料各自的特性,未对材料与加热设备的匹配性作出相关规定。对加热设备只作简单要求,比如中频感应加热设备的温度场分布应满足热收缩带补口施工的要求,未能提供具体的、可控的执行要求,因此对防腐补口施工缺乏指导意义。这就造成补口材料在施工时,合格的材料频繁出现单层甚至是多层的失效。在施工过程中由于不恰当地加热,导致热收缩带基材过度老化,热熔胶开裂;钢管表面预热温度过高,环氧底漆出现快速流淌和固化,导致涂层表面鼓泡、厚度不均等异常情况(图2)。
此外,中频感应加热设备作为最重要的加热手段,与传统手工烘烤相比,具有高效、加热均匀、环境适用性广、可靠性高等特点,特别适用于大管径管道补口施工。但是,由于补口加热区域含有钢表面和带主干线涂层的搭接区域,中频感应加热设备对这两个区域的加热情况是不一样的。比如温降速度和温度保持时间,即使同一台设备对补口区域进行加热,也会有不同的有效加热宽度和内外壁温差等情况发生。施工单位在施工时并未考虑这些差异性,更不用说设备是否能满足三种补口材料的施工要求了,这就使得加热不均匀,局部区域温度偏低,出现粘接失效,如图2(d)所示。
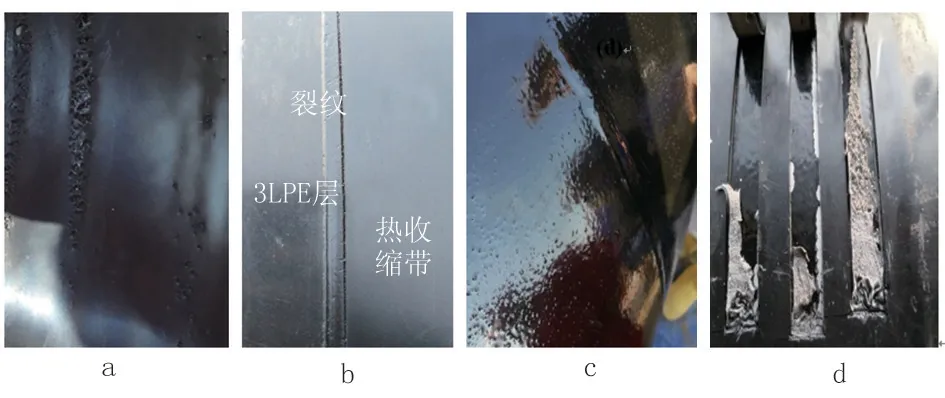
图2 施工不当导致防腐补口涂层出现异常情况Fig.2 Abnormal cases of anticorrosive joint coating caused by improper construction
防腐补口涂层失效是由于缺乏具有可操作性的工艺参数指标造成的,目前国内工程建设对控制防腐补口施工质量的管理模式仍处于粗放式管理,主要表现在:各施工工艺程序的质量控制主要依赖施工单位、监理单位的现场把控,缺乏准确的数据依据及有效的数据管理手段;依赖于人员的经验,存在很多主观判断,导致对过程控制不到位;各施工单位、监理单位各自为战,从业主角度无法做到统一协调管理;各标段的过程数据主要靠Excel 软件各自管理,每隔一段时间才进行归档,无法实现数据及时更新、专业处理;热收缩带的安装工艺缺乏有效的管理手段,导致加热过程中胶黏剂粘接失效、材料老化、补口密封性较差;中频感应加热设备的加热特性不清晰,与各种防腐材料的匹配性欠佳,设备参数任意变更,以上诸多因素最终导致补口防腐层的质量事故频繁发生。
1.2 数字化管理体系的提出
针对上述存在的问题,工作人员应该积极改变目前的状况,提升防腐补口施工质量的管理水平,将补口施工的质量控制从经验和人为判断转向数字化,推行补口施工质量的数字化管理体制。图3是根据目前防腐补口施工工艺的现状,结合数字化管理技术,提出的防腐补口施工质量的数字化管理体系。在补口施工开工前,按施工工艺规程进行工艺评定试验(PQT)验证,确认施工人员、加热设备、补口材料满足实际工程的要求;补口施工时,各个施工标段的现场施工记录、监测记录(包括工况条件、环境)及时传输至防腐补口施工质量控制实时数据库;补口施工完成后,进行补口质量检验,同时将记录上传;数据经快速处理和分析后,及时反馈给管理区和施工现场。可见,防腐补口施工质量的数字化管理体系综合考虑了人、机、料、法、环、测等因素,为补口施工提供详细的动态监测数据,并经过大数据处理系统直接将分析结果传输给施工现场和管理层,使数据信息处理更全面、更专业、更高效。
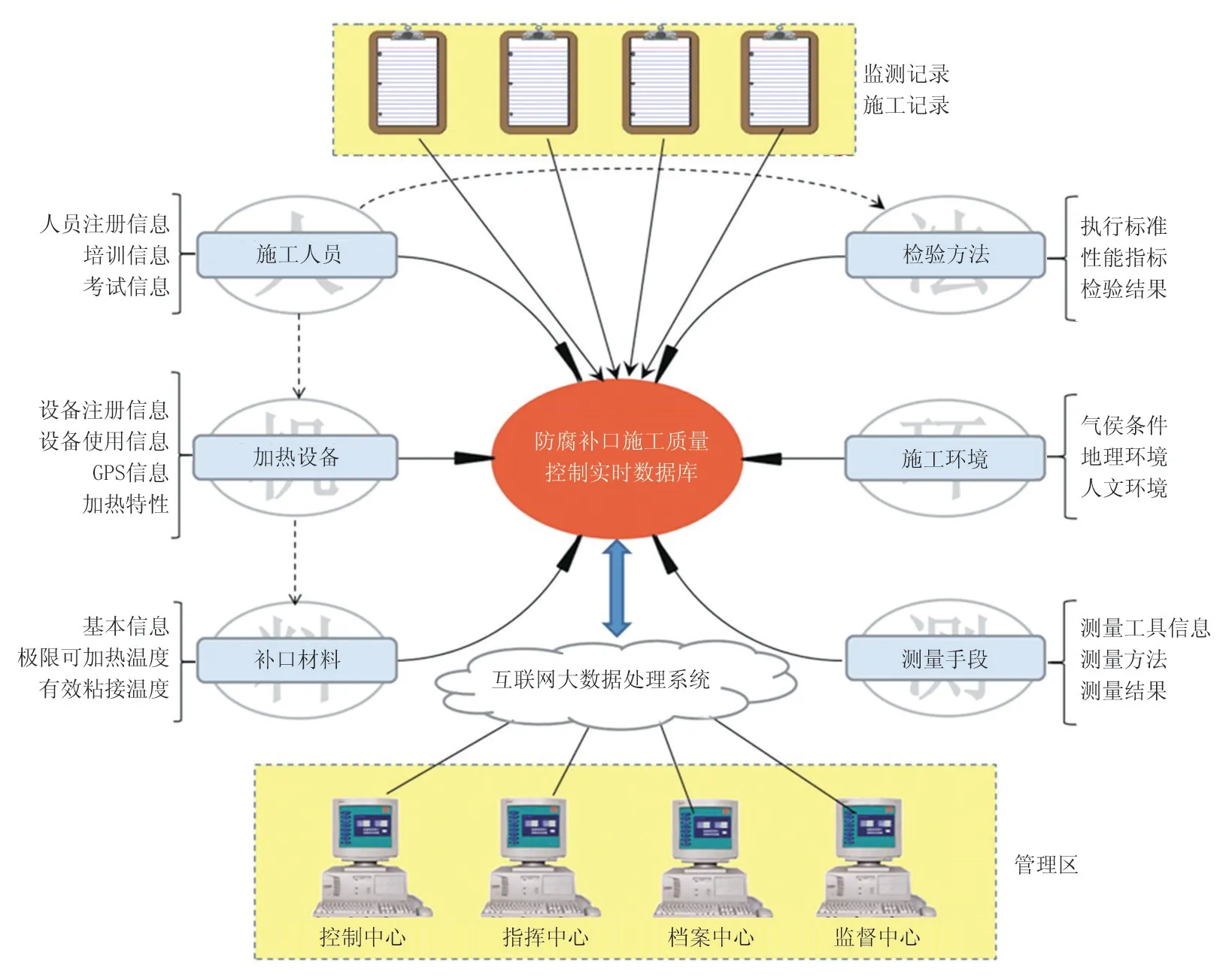
图3 防腐补口施工质量的数字化管理体系Fig.3 Digital management system for construction quality of anticorrosive joint coating
2 研究方法与应用效果
大数据的处理需要依靠完整、准确的数据作为支撑,即需要有效施工工艺参数的确立。在油气管道补口施工前,通过实验研究获得补口材料(胶黏剂、无溶剂环氧漆和基材)的施工特性,即它们的极限可加热温度和胶黏剂有效粘接温度,然后根据补口材料的施工特性,选择加热设备,在模拟补口的管段上确认该加热设备的加热温度、加热时间和热分布曲线等相关技术数据;再进行PQT,使用经过确认的人、机、料在施工管道上进行热收缩带的模拟安装,然后将安装后的补口送往第三方实验室进行相关性能的检测和评估;符合技术要求后,将这些工艺参数数据运用到现场施工质量管控中。在施工现场,施工记录、监测记录、图像和曲线等实时传送到数据库,根据已确立的施工工艺参数,经过大数据处理,及时反馈到施工现场,有效地实现对补口施工质量的控制。
2.1 确立有效施工工艺参数的方法
目前有效施工工艺参数的确立还没有相关资料提出具体的实施方案。结合现场防腐补口的施工情况和课题研究成果,提出确立施工工艺参数的方法。
2.1.1 补口材料的施工特性
由于防腐补口使用的补口材料(胶黏剂、无溶剂环氧漆和基材)均为有机高分子材料,而有机高分子材料因其分子结构的关系容易受热不稳定,尤其是不恰当地加热会导致高分子材料出现热(氧)老化、热降解等,导致材料的分子结构和使用性能发生改变。因此,在进行补口施工之前,工作人员必须知道所施工的补口材料的极限可加热温度,以防止因过度加热而导致材料过早出现老化、性能衰减。
根据国际标准ISO 11358—1的检测方法,对补口材料的极限可加热温度进行检测[8]。环氧涂层、胶黏剂和基材分别在氮气中及在指定的温度条件下,一般以50 ℃为起始检测温度,每间隔10 ℃作为1 个温度点,测出材料在30 min 内总的热失重量,以此建立温度与热失重量的关系曲线,该曲线的双切线交点所对应的温度点作为该材料的极限可加热温度Tc(图4)。以图4 中的补口涂层材料为例,由交点可知,环氧涂层、胶黏剂和基材的极限可加热温度分别为185、145 和190 ℃,则最小极限可加热温度为145℃。因此在补口施工时,加热温度不能超过环氧涂层、胶黏剂和基材这三者的极限可加热温度的最小值,否则,材料将过早出现老化衰减。
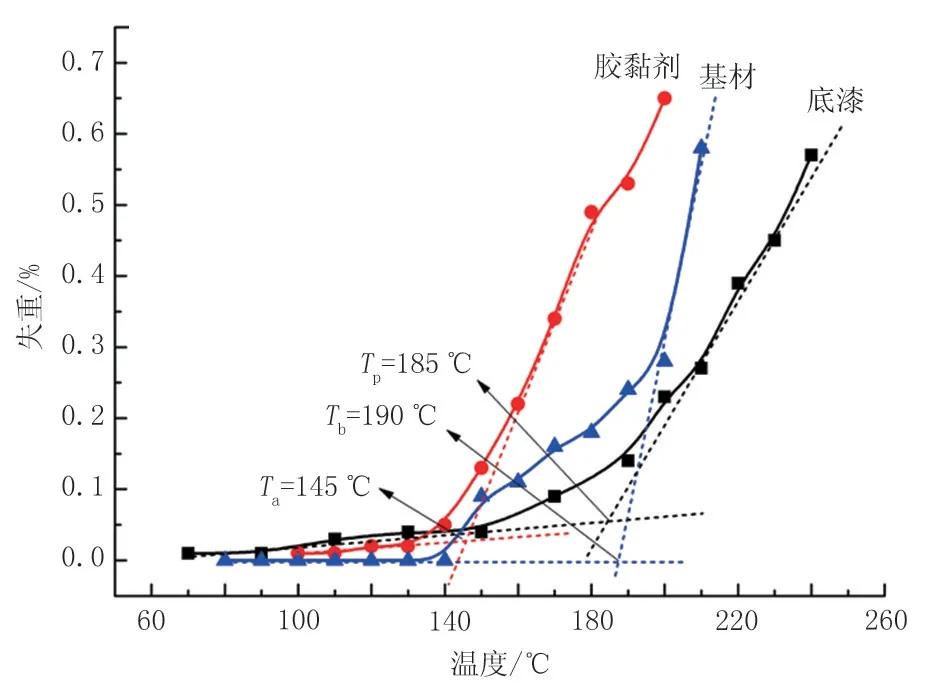
图4 环氧涂层、胶黏剂和基材的温度与热失重的关系曲线Fig.4 Relation curve of temperature of epoxy coatings,adhesives and backings and thermal weight loss
对补口材料进行加热,主要目的是促使胶黏剂能够熔融粘接,即让热收缩带胶黏剂与底层环氧涂层(底漆层)和主干线聚乙烯层(PE 层)搭接处形成粘接。胶黏剂与这两种底材形成有效粘接时的最低温度称为胶黏剂的有效粘接温度Tθ。根据欧洲标准EN 828 的检测方法,对该温度进行检测[9]。以不同的钢管预热温度与胶黏剂的烘烤温度来模拟现场安装条件,控制20 min作为保温时间,测试胶黏剂分别在PE 层表面和底漆层表面的接触角;根据接触角判断胶黏剂对不同表面的润湿特性,然后通过控温模拟安装得到补口涂层系统,并经剥离实验验证,确认胶黏剂的粘接有效性。当控温模拟得到补口涂层系统的剥离破坏形式呈现胶黏剂内聚破坏时,该系统所使用的钢管预热温度和胶黏剂的烘烤温度则为胶黏剂的有效粘接温度Tθ。
2.1.2 中频感应加热设备的加热特性
中频感应加热设备是利用电磁原理使钢管产生热量,底漆层和PE 层的温度是从钢管表面传递而来[10]。因此,中频感应加热设备应满足热收缩带在不同部位(底漆层和PE 层)的安装温度要求,中频加热线圈的加热情况将直接影响热收缩带补口的安装质量。影响中频感应加热设备的加热质量工艺参数,包括加热功率、加热时间、加热温度的持续时间、线圈的分布情况以及线圈的有效加热宽度等。在补口施工之前,应对中频感应加热设备进行调试,获取补口部位的温度分布曲线、温降曲线等加热特性曲线(图5)。在实际工程的模拟补口管段上测试中频线圈的加热情况,获取补口区域的温度分布情况和温降曲线,使得加热温度和温度持续时间满足补口材料的极限可加热温度Tc和有效粘接温度Tθ,有效加热宽度与补口宽度匹配。同时应记录中频感应加热设备的参数,如电流、功率、线圈的匝数、距离等。在补口施工过程中,不得更换中频感应加热设备;若更换设备或补口钢管参数(如管径、壁厚)发生变化,应重新获取其加热特性曲线,确保中频感应加热设备的加热特性与补口材料的施工特性相匹配,确保补口施工质量得到有效管控。
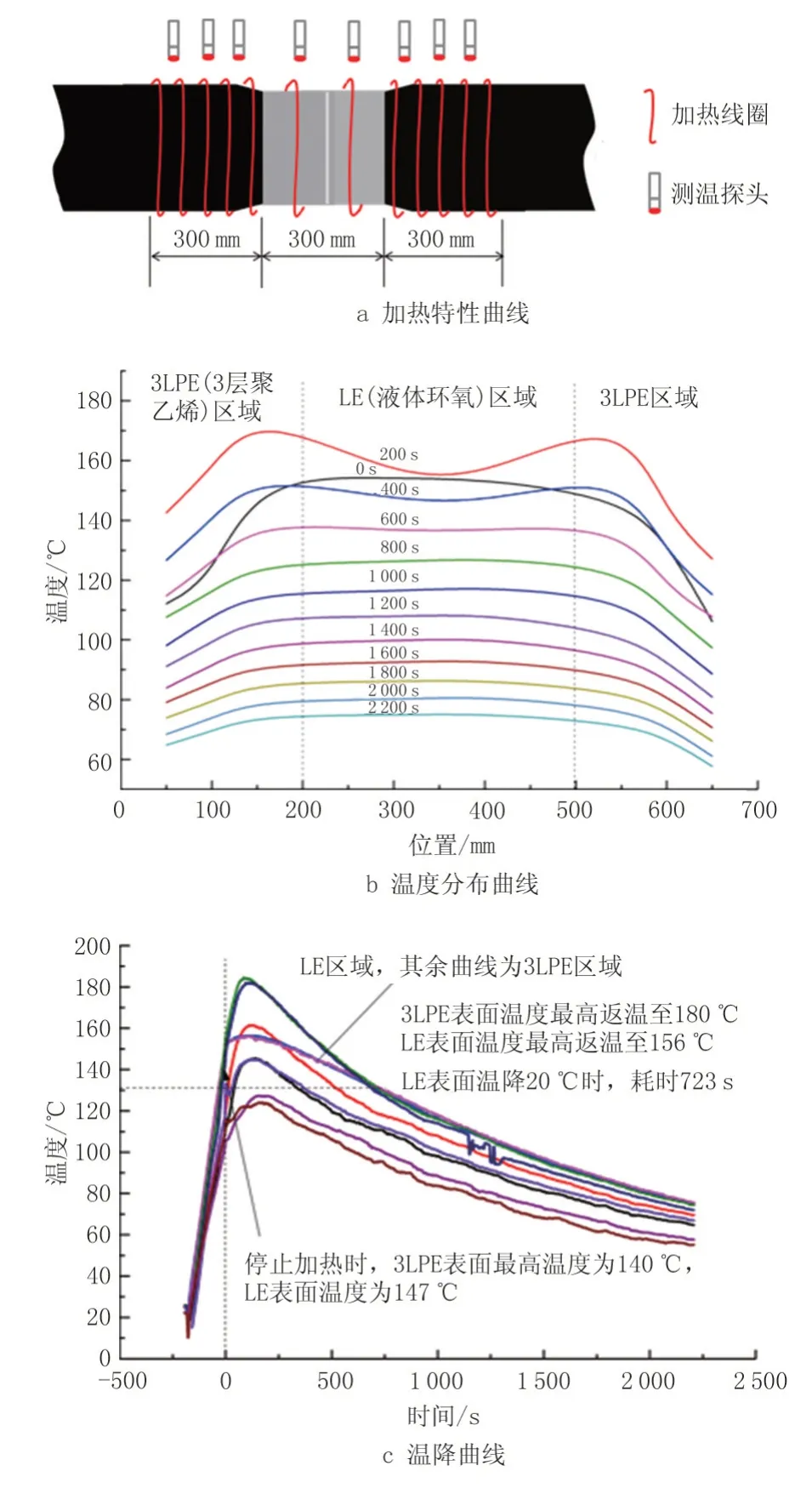
图5 中频感应加热设备的加热线圈和温度检测Fig.5 Heating coil and temperature detection of mediamfrequency induction heating equipment
2.2 应用效果
2017 年底,北京新机场项目供油工程津京第二输油管道项目开始投入建设。由于该项目是国家的重点工程,管道埋设地区环境特殊,管道防腐补口施工质量将直接关系到北京新机场输油管道的安全,因此采用数字化管理体系管控防腐补口施工质量。在防腐补口施工前,补口材料的施工特性和中频感应加热设备的加热特性在实验室研究和PQT中得到有效验证,并将特征性参数文件提交给施工单位和监理单位,以便指导现场补口施工和质量管控。如图6所示,防腐补口施工质量的数字化管理体系在北京新机场项目应用中成效显著,它完善了项目关键人员、机具设备的信息,实施了对人员、机具设备的信息化管控,有效提高了施工质量管理水平,为今后全面实现油气管道补口施工质量数字化管理奠定了坚实基础。
3 结论
在防腐补口施工过程中,补口施工质量受到人、机、料、法、环、测诸多因素的影响,为了确保补口施工质量,减少因不合理的施工工艺而导致防腐涂层失效,必须依托现代科学技术,建立防腐补口施工质量的数字化管理体系。大数据的采集主要依靠施工前通过实验研究获得补口材料(胶黏剂、无溶剂环氧漆和基材)的施工特性,然后根据所选的加热设备在模拟补口的管段上进行补口材料的安装以获取相关技术数据,进而进行PQT以确立有效施工工艺参数。通过大数据处理有效地实现对补口施工质量的控制。数字化管理体系的初步成功说明其具有可行性和重要性,将其推广至更多管道建设项目中,有利于对补口施工质量进行全方位、科学、高效地管控,保证管道补口安全运行。

图6 北京新机场项目防腐补口施工质量的管理体系Fig.6 Management system of anti-corrosive joint coating construction quality for the Beijing new airport project
猜你喜欢
煤气与热力(2022年2期)2022-03-09
煤气与热力(2021年3期)2021-06-09
林业工程学报(2021年1期)2021-02-03
石油工程建设(2020年1期)2020-03-21
印刷技术·数字印艺(2016年11期)2016-12-06
科技创新与品牌(2016年1期)2016-05-04
中国塑料(2015年8期)2015-10-14
天津科技(2015年10期)2015-06-27
汽车维修与保养(2015年7期)2015-04-17
天津科技(2014年10期)2014-08-07