
面向高素质应用型人才培养的电火花线切割实践教学模式探索*
2020-02-06 08:05李文明周长武张五金
模具制造 2020年12期
李文明,周长武,张五金
天津理工大学中环信息学院(天津 300380)
1 引言
电火花线切割以其独特的生命力在异型、超硬、高精密等零件的加工得到广泛应用,成为模具制造与加工行业必不可少的加工技术。近年来,电火花线切割机床正朝着人性化操作、智能化控制的趋势发展。日本三菱电机公司的MV1200R机床,从加工前的工件装夹、校正、加工程序的输入及编辑、加工参数设置、加工状态监控到机床使用、点检和维护历史、消耗品和成本管理等均可按照界面对话框方便的完成,凸显界面对话框的智能人性。昆山瑞均机械科技有限公司的FR1100机床具有智能数据库,加工时只需输入工件厚度、电极丝直径和切割次数,便可自动生成脉宽、脉间、电流等加工参数,切割出达到加工要求的零件,较大程度降低对操作人员技术水平的要求[1]。然而高素质应用型人才的培养要求,不止于创新精神、实践能力的培养,还要具备与实践应用能力紧密结合的理论分析、科学解决问题的能力。如通过本文电火花线切割实践教学,使学生学懂弄通电火花线切割加工原理,零件加工工艺路线的选定,零件找正、装夹、定位的操作以及根据不同工艺目标工艺参数的选取,教会学生从根本上全面提升实践能力,从而更好的驾驭智能化机床操作。
2 电火花线切割实践教学现状
鉴于电火花线切割在加工领域的广泛应用以及较好的经济效益,各高校开设了不同形式的电火花线切割实践教学。东莞职业技术学院以企业真实零件为训练任务,侧重零件线切割加工的工艺分析与编程实践能力的培养[2]。东北大学以上圆下方异形件的线切割为例,对学生掌握电火花线切割加工上下异形零件的加工机理以及零件的加工步骤进行了重点教 学[3]。昆明理工大学采用任务驱动法根据不同专业学生对电火花线切割掌握程度的不同将任务划分成了三个阶段,数控编程、单独零件加工、配合零件加工,通过教学主要使学生掌握电火花线切割加工零件的一般加工工艺和加工过程,理论与实际相结合的实际动手能力、机床操作能力[4]。北京信息科技大学紧贴企业需求,采用“模块化、循序渐进”的形式:简单零件手动设计、编程及加工,复杂零件手动设计、编程及加工,CAD/CAM技术应用,配合件编程、加工,开展电火花线切割实践教学[5]。淮海工学院在教学形式上,实训室区域分类、调节上课时间、增加与生活的联系、提高学生学习兴趣方面,改进电火花线切割实践教学[6]。各高校在培养学生电火花线切割实践应用能力上开展了独居特色的教学模式,但是对学生职业素质要求更高的、与理论知识紧密结合的、解决实际问题的科学体系稍显不足。
3 高素质应用型人才电火花线切割实践教学培养模式
电火花成形加工具有大深径比的凹槽结构时具有明显优势,而相应电极的制备是关键。以在模具钢加工大深径比的环形凹槽,凹槽结构如图1所示,先要电火花线切割制备环形电极及电极夹具为例,环形电极及电极夹具如图2所示,全面介绍电火花线切割在培养高素质应用型人才的育人模式。
3.1 电火花线切割环形电极夹具工艺路线合理选定
在电火花线切割机床加工环形电极,须有配套的工装夹具以保证圆棒在切割过程中具有正确的加工位置并处于夹紧状态。本夹具圆孔O用来定位圆棒,在夹具中应该具有非常准确的位置,要求与夹具基准边ad、bc、ab的相互位置精度很高,便于保证电火花线切割加工后的环形电极壁厚均匀一致。夹具体结构及相对板料坯件位置示意如图3所示。
选定电火花线切割工艺路线时,在相同切割面积下,应优选能够实现工件高加工精度的工艺路线。
在精铣上下表面的板料上,电火花线切割加工带有圆孔的长方形夹具体,两种切割方案可供选择:方案一,先切割圆孔O,再切割长方形abcd,方案二,先切割长方形abcd,再切割圆孔O。选择方案一,圆孔中心与夹具基准边ab、ad、bc 间的位置精度可由机床的运动精度直接保证;选择方案二,先切下夹具外形,当再切割圆孔O时,还要重新将夹具装夹至电火花线切割机床上,重新找正、定位,无疑会引入新的误差,不利于保证圆孔中心与夹具基准边ab、ad、bc 间的位置精度,而且也增加了加工时间。
选取方案一后,在切割夹具外形abcd时可供选择的切割路线主要有adcba、abcda、badcb、bcdab、cdabc、cbadc。夹具属于精密工件,尤其是基准边,所以在在切割夹具外形abcd时应尽可能减少工件变形;选定cbadc切割路线,在切割ab、ad、bc基准边过程中,工件有足够的刚性抵抗变形,并且可以对基准边实现多次切割,更好地保证夹具体关键尺寸的精度,此外,线切割最后一刀是由dc所在面形成,不影响夹具体的关键尺寸。
3.2 电火花线切割环形电极的操作流程
首先,按照选定的工艺路线,完成电火花线切割夹具的加工,如图4所示;又将圆棒电极装夹至夹具,在台钻上完成穿丝孔的加工,如图5所示。
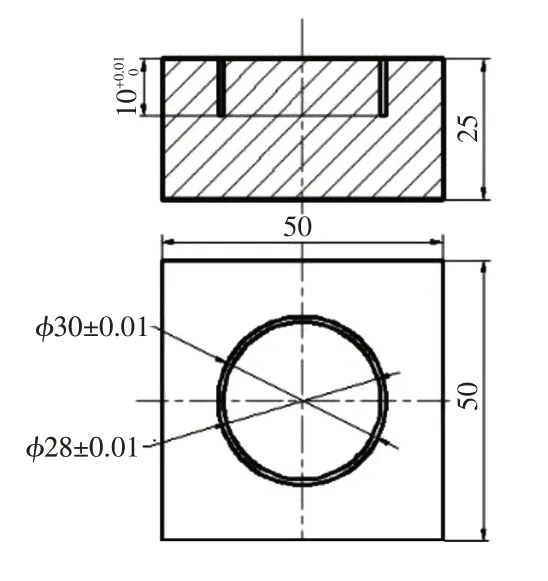
图1 大深径比的环形凹槽

图2 环形电极及电极夹具

图3 夹具体结构及相对板料坯件位置

图5 穿丝孔的钻削
然后,利用千分表对固定在机床上的装有圆棒电极的夹具进行找正、装夹,如图6 所示;X 方向电极丝的定位以ad、bc 两基准边的取中为准,如图7 所示;Y方向电极丝的定位以ab基准为准,如图8所示。

图6 千分表找正装夹
最后,将电极丝穿过预先加工的穿丝孔,按照圆孔与各基准间的位置关系,运用试验后的加工参数完成圆环电极的加工,如图9所示。
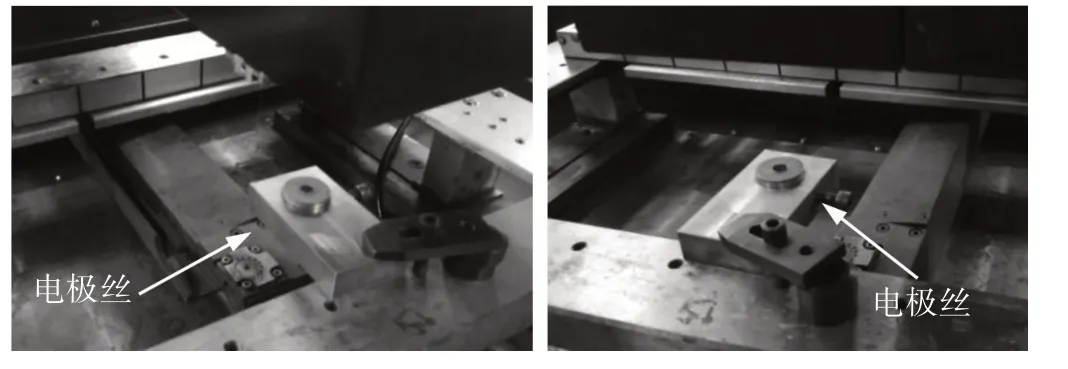
图7 X方向电极丝取中定位

图8 Y方向电极丝碰边定位

图9 加工后的环形电极
本环节以电火花线切割环形电极及夹具体的操作流程为例,按照实际生产加工要求,把一个毛坯件从装夹、找正、定位至加工的过程展示给学生,强化学生在实践应用中养成科学严谨的处理方式。
3.3 电火花线切割环形电极工艺参数的科学选取
电火花线切割工艺参数对切割速度、表面粗糙度等工艺指标有着重要影响。实践生产中,往往根据实际工艺指标要求,选取不同组合的工艺参数组合。学生通过电火花线切割相关理论知识的学习,比较容易理解提高放电能量,切割速度增大、表面粗糙度变差,但是典型的工艺参数是如何影响切割速度、表面粗糙度的,它们之间相互关系如何,对于这种实践性强的知识体系,学生理解难度较大。
结合纯铜环形电极电火花线切割的加工,本实践教学以纯铜板材为试验材料,选取脉冲宽度、脉冲间隔、峰值电流、间隙电压主要电参数并确定各参数取值,如表1所示;对纯铜材料电火花线切割切割速度、表面粗糙度的影响进行单因素试验探索,试验设计如表2所示,并对试验结果进行了详细分析,相应的研究结论进行了发表[7],为电火花线切割纯铜材料时,根据不同工艺指标的要求,科学选取工艺参数提供理论指导。
引入电火花线切割工艺参数对工艺目标影响规律探究的试验教学环节,教会学生找准解决问题中的自变量、因变量,能够根据解决问题的需要,科学的进行试验设计,运用所学理论知识,合理严谨的进行理论分析,得出正确结论,进而指导实践生产。
4 结束语
电火花线切割实践教学以一个典型环形电极完整的加工过程为教学内容,按照企业实际加工要求,把一个毛坯件从工艺路线的制定,加工时的正确操作,如装夹、找正、定位,加工参数的科学选定至加工出合格零件的完整过程展示给学生,在强化对学生实践应用能力培养的同时,还教学了学生在实践性较强的实际生产中,如何运用科学的方式解决实际问题,为培养出既懂实践又能利用理论服务于生产的高素质应用型人才起到较好的推动作用。
猜你喜欢
发明与创新(2022年19期)2022-06-13
昆钢科技(2021年4期)2021-11-06
芜湖职业技术学院学报(2021年3期)2021-10-20
延边大学学报(自然科学版)(2021年2期)2021-07-29
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
小星星·阅读100分(高年级)(2020年2期)2020-02-11
汽车实用技术(2019年5期)2019-03-22
智能制造(2017年5期)2017-10-11
中国新技术新产品(2016年23期)2016-12-26
小学生·新读写(2015年1期)2015-01-28
