钢/铝异种金属激光深熔钎焊接头特性
2020-02-18 10:12蔡鹏飞陈树海
沈阳大学学报(自然科学版) 2020年1期
蔡鹏飞, 陈 强, 陈树海
(1. 航天长屏科技有限公司, 北京 100192;2. 北京科技大学 材料科学与工程学院, 北京 100083)
为了满足结构功能一体化、轻量化和低成本设计与制造的发展要求,综合利用不同材料的性能优势,将具有不同特性的材料组合在一起使用已经越来越受到重视.钢/铝异种金属复合结构能够充分发挥不同材料各自的优势,而且具有良好的经济效益,在汽车制造、航空航天、交通运输等领域都拥有广阔的应用前景[1-5].然而,由于钢、铝2种金属的熔点、热膨胀系数等热物理性能差异很大,而且二者之间的固溶度较小,使得钢/铝异种金属的焊接性很差,焊接后的接头存在较大残余应力,焊缝中容易出现变形和微裂缝等缺陷,对应力腐蚀敏感.特别是焊接过程中接头容易产生脆性的金属间化合物层,严重地限制了钢/铝复合结构的进一步应用.
如何抑制钢/铝异种金属焊接过程中界面脆性金属间化合物的生成是获得高质量焊接接头的关键问题.采用传统的熔焊方法焊接钢/铝等异种金属时热输入过高,2种材料直接熔合形成大量金属间化合物,严重恶化接头的力学性能;固相焊接方法虽然可以得到较高质量的异种金属接头[6-7],但成本较高,对接头的形状限制较多,焊接效率较低;钎焊技术得到的接头强度一般比较低,对于尺寸较大、结构复杂的构件的焊接具有较大局限性.而兼具熔焊与钎焊双重特性的熔钎焊技术是钢/铝异种金属连接理想的焊接方法.熔钎焊过程中高熔点母材基本保持固态,仅依靠低熔点母材熔化,在其表面润湿铺展形成焊接接头.这样可以避免异种金属的液相混合,有效地控制界面化合物层的尺寸,从而提高接头质量.熔钎焊也克服了固相焊和钎焊在结构适应性、焊接效率和接头强度方面的局限性.
但是,将电弧作为熔钎焊热源[8]需要克服很多问题,如能量密度低、热输入较大、对界面反应的控制不够精细等.选用激光作为熔钎焊热源可以实现极快的加热和冷却速度,精确地控制焊接热输入与加热区域,对抑制界面脆性反应层的生长具有较大的优势,为高效率、高质量地焊接异种金属材料提供了一种极具价值的新思路.
为此,本文将采用激光深熔钎焊的方法,对对接形式的钢/铝异种金属在不同的工艺参数下进行了焊接试验,研究影响焊缝成形、界面反应、接头力学性能的本质因素.
1 材料与方法
焊接试验中,铝板材料选用5052铝合金,钢板材料选用Q235低碳钢,2种板材均由剪床加工成尺寸为200 mm×100 mm×3 mm的待加工试验样品.5052铝合金和Q235钢板的化学成分分别见表1和表2.
焊接试验前先用400#砂纸将2种金属板样品表面打磨平整,去除毛边,然后用丙酮清洗以除去难以清理的污垢.由于铝合金表面氧化膜的存在使得焊接时容易产生大量气孔和杂质,对接头质量影响很大,因此焊前还需要经化学清理去除氧化膜.具体清理方法为:将丙酮超声清洗好的铝板在质量分数为8%的NaOH溶液中碱洗 5 min;用冷静水洗净后再将其放入质量分数为30%的HNO3溶液中2 min作钝化处理;再次用冷静水洗净后进行烘干处理.此外,为了改善熔融的铝液在固态钢表面的润湿铺展性,本试验使用了Noclock钎剂涂敷在板材对接面上.

表1 5052铝合金各成分的质量分数Table 1 Mass fraction of compositions of 5052 Al alloy %
试验采用的焊接设备为由IPG Photonics公司生产的YLS-4000型掺镱光纤激光器,配有水冷制冷机,焊接过程中运动执行系统采用KUKA六轴机器人.通过计算机控制端调节激光功率至3 000 W,通入氩气作为保护气体,由机器人调节激光焦距进行焊前试验,调试成功后将激光束作用于待焊部位,通过机器人端控制焊接位置与焊接速度来完成焊接过程.通过调整激光作用在铝侧的位置(即偏移量)和激光束在工件表面的移动速度(即焊接速度)等设计单因素试验,研究工艺参数对接头成形和组织性能的影响规律.
制备金相试样,利用金相显微镜对焊缝及热影响区进行焊接缺陷和组织形貌的观察,利用扫描电子显微镜(FEIQuanta 250)和能谱分析仪(EDS)对连接接头显微组织进行形貌观察和元素分析.制备标准拉伸试样,利用MTS810型材料万能拉伸试验机测试接头抗拉强度,每组用3个试样测定,取平均值.
2 结果与讨论
2.1 工艺参数对焊缝成形的影响
为了研究钢/铝异种金属激光熔钎焊中铝侧偏移量对接头焊缝成形的影响规律,在激光功率恒定为3 000 W,焊接速度恒定为2.0 m·min-1时,分别选取光束偏移量为0.2、0.4、0.6和0.8 mm进行试验.
当光束偏移量为0.2 mm时,焊接试样在冷却过程中试样直接在对接界面处开裂,其余3组参数下得到的接头截面成形如图1所示.由图1可以看出,焊接过程中激光束作用下铝液在固态钢表面有一定的润湿铺展.随着偏移量的增加,铝合金的熔化量增加,熔池的宽度相应增大,冷却后形成的焊缝也变宽.这是由于激光束直接作用的位置到钢/铝对接界面的距离增大时,激光能量通过铝液热传导传递给钢侧的热量减少,在激光功率一定的情况下, 用来熔化铝合金的那部分能量相对增加,因此可以形成更宽的熔池.但是,当偏移量达到0.8 mm时,由于热源中心距离钢/铝界面太远,熔池下部靠近界面处的温度偏低,导致铝液在固态钢表面的润湿铺展不充分,造成了未焊透等缺陷.这些缺陷会减少异种金属的冶金连接面积,并产生严重的应力集中,影响接头的力学性能.
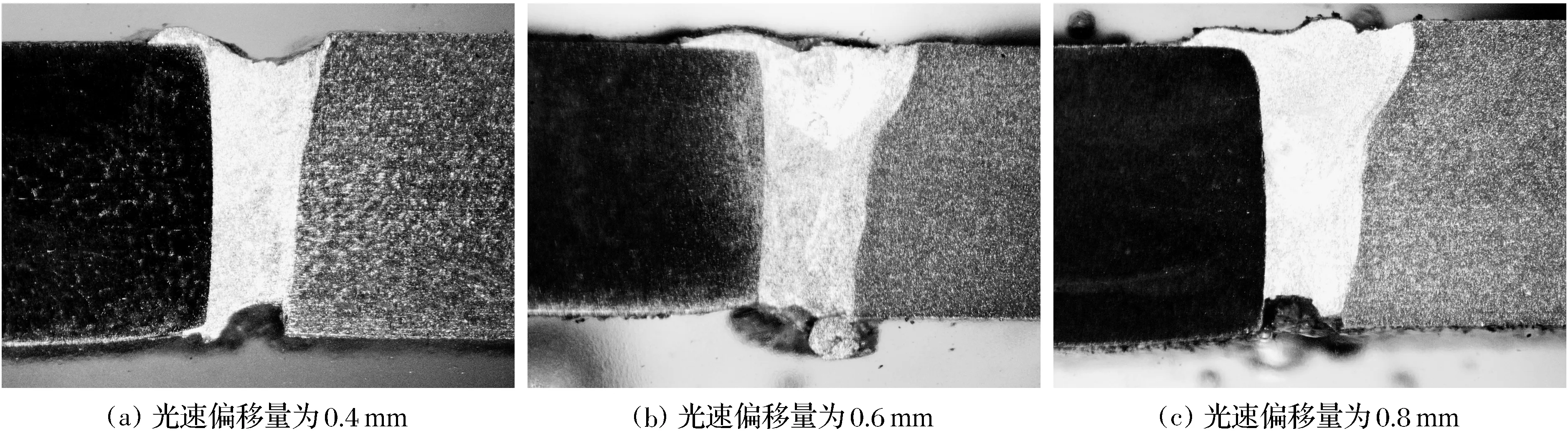
图1 偏移量对焊缝截面成形的影响Fig.1 Influence of laser beam offset on the weld appearance
为了研究钢/铝异种金属激光熔钎焊中焊接速度对接头焊缝成形的影响规律,在激光功率恒定为3 000 W,光束偏移量恒定为0.6 mm时,焊接速度分别选取2.0、2.5、3.0和3.5 m·min-1进行试验,试验结果如图2所示.
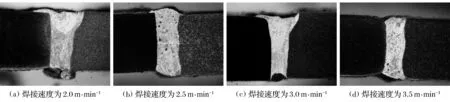
图2 焊接速度对焊缝截面成型的影响Fig.2 Influence of welding speed on the weld appearance
在图2中可以发现,当焊接速度较低时,热输入量较大,铝合金熔化量较多,形成的熔池宽度也较大,从而冷却后形成较宽的焊缝.此时,由于熔池在高温时间下停留的时间相对较长,钢/铝对接界面峰值温度相对较高,熔化的铝液在Noclock钎剂的作用下固态钢表面得以充分润湿铺展,可以得到成形良好的钢/铝熔钎焊接头.随着焊接速度的增加,焊接热输入相应减小,熔池宽度有所减小,液态熔池在高温下停留的时间也缩短,导致铝液在钢母材表面的润湿铺展程度有所降低.当焊速达到3.5 m·min-1时,接头出现明显的咬边现象,容易造成应力集中恶化力学性能.
2.2 钢/铝异种金属焊接接头界面显微组织
图3为钢/铝异种金属激光熔钎焊接头的界面区典型微观组织.由图3可以发现在接头的钢/铝界面处存在厚度为6~10 μm过渡层,且过渡层有2种衬度.靠近钢侧过渡层为较为平整的板条状结构,而靠近铝侧的过渡层则沿近似垂直于界面的方向向焊缝中呈针状或者舌状伸展,甚至脱离界面而游离分布在附近的焊缝中,在靠近热源的界面区域这种现象尤为显著.对界面附近区域的几个典型位置点进行EDS能谱分析,Al元素和Fe元素的原子分数以及根据Fe-Al相图推测的相组成见表3.由表3可以发现,A区域Al元素原子质量分数达到97.61%,说明焊缝区室温组织主要为α-Al;而游离在焊缝中的针状物(B区域)和过渡层沿垂直于界面方向向焊缝中伸展的舌状物(C区域)衬度基本一致,相组成主要为Fe4Al13;而过渡层靠近钢侧的板条状结构(E区域)有独立的衬度,其相组成为Fe2Al5.

图3 钢/铝异种金属激光熔钎焊接头界面区微观组织
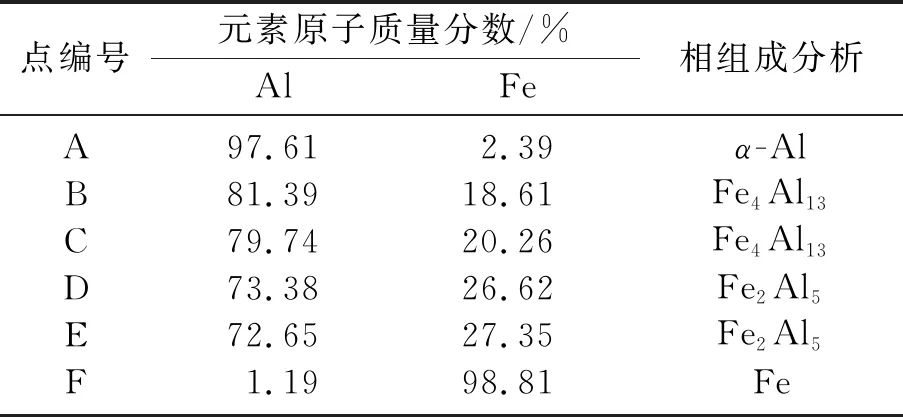
表3 钢/铝异种金属激光熔钎焊接头界面附近区域的成分
焊接速度恒定为2.0 m·min-1的情况下,激光偏移量对接头界面区显微形貌的影响如图4所示.偏移量为0.2 mm时接头在焊后冷却过程中开裂,是因为偏移量过小导致界面处获得的热量很多,冶金反应加剧,生成大量硬而脆的金属间化合物,焊后冷却过程中在内应力作用下这些位置容易产生裂纹而开裂.随着偏移量的增加,界面金属间化合物层的厚度呈下降趋势,偏移量为0.4 mm时,化合物层平均厚度约为7.82 μm;而偏移量0.8 mm时,化合物层的平均厚度只有3.75 μm.原因是偏移量的增大意味着热源直接作用位置与界面之间的距离增加,传递到界面处的热量减少,界面峰值温度减低,处于高温阶段的时间也缩短,导致金属间化合物形核和生长所需要的能量不足,尺寸随之变小.
偏移量恒定为0.6 mm的情况下,焊接速度对接头界面区显微形貌的影响见图5.可以发现,金属间化合物层的尺寸随焊接速度的增加而减小.
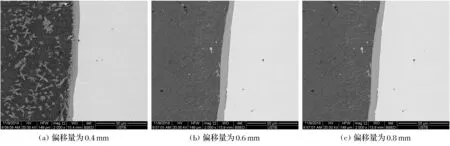
图4 偏移量对界面区微观组织的影响Fig.4 Influence of laser beam offset on interfacial microstructures

图5 焊接速度对界面区微观组织的影响Fig.5 Influence of welding speed on the interfacial microstructures
在焊速为2.0 m· min-1时,金属间化合物层的平均厚度约为7.32 μm;而焊接速度为3.5 m·min-1时,金属间化合物层的平均厚度只有2.83 μm.原因是焊接速度增大,焊接线能量减少,钢/铝界面发生反应扩散形成金属间化合物的温度降低,时间缩短,导致生成的化合物层厚度明显减小.而且,仅从金属间化合物层厚度变化趋势来看,相比增大偏移量,增加焊接速度对金属间化合物层尺寸的影响更明显,这是因为改变焊接速度对界面热输入的影响更为显著.
2.3 钢/铝异种金属焊接接头力学性能分析
焊接速度为2.0 m·min-1时,偏移量对接头抗拉强度的影响如图6所示.可以看出,接头抗拉强度随着激光偏移量的增加呈现先增大后减小的趋势.这是由于激光在界面处的热输入量很大,熔池温度很高,界面反应比较剧烈,生成了很厚的脆性金属间化合物,在冷却过程中容易产生裂纹,导致接头性能不佳;随着偏移量逐渐增加,热源直接作用位置到界面的距离增加,界面处温度随之降低,化合物的厚度减小,接头质量有所改善,抗拉强度达到50~60 MPa;继续增大偏移量,热源距离界面太远,界面处的温度进一步降低,导致界面反应不够充分,无法形成有效的冶金结合,甚至出现焊缝根部未熔合等缺陷,导致接头强度有所降低.

偏移量为0.6 mm时,焊接速度对接头抗拉强度的影响如图7所示.可以看出,接头抗拉强度随着激光焊接速度的加快呈现先增大后减小的趋势.这是由于焊接速度较低时,焊接线能量很大,界面处的温度很高,可以发生冶金反应的时间也比较长,因此界面处生成了大量的金属间化合物,降低了接头强度;随着焊接速度加快,激光作用在单位长度焊缝上热输入降低,金属间化合物层变薄,接头质量有所改善;当焊接速度过大时,界面处的温度太低,熔池冷却的速度很快,元素无法扩散充分形成有效地冶金结合,使得接头焊接质量降低.

结合焊接工艺参数对接头界面处金属间化合物层厚度的影响规律可以发现,金属化合物层尺寸过大或者过小时都会导致钢/铝异种金属接头力学性能不佳,其合适的厚度应该在3~7 μm之间.在偏移量0.6 mm、焊接速度2.5 m·min-1的焊接条件下,接头最大抗拉强度可以达到55.2 MPa.
钢/铝接头抗拉强度测试中,发现拉伸试样的断裂位置均在钢/铝界面处,拉伸过程中试样基本不会发生塑性变形,断口附近无颈缩现象.图8、图9分别是在激光铝侧偏移量0.6 mm、焊接速度2.5 m·min-1的条件下得到的钢侧、铝侧接头断口形貌.由图8、图9可以发现,低倍率电镜下观察到的断口表面相对平整均匀,无明显凸起和凹陷部分;较高倍率的电镜下,钢侧断面有许多微小的山脉状凸起,山脉状凸起之外的部分断面非常光滑;铝侧断面则呈比较均匀的片层状,无韧窝生成,脆性断裂特征明显.对断口表面进行EDS成分分析表明,钢侧断面的山脉状凸起部分Al摩尔分数为74.27%,Fe摩尔分数为25.73%,推测该部分为金属间化合物层;而平坦部分Fe摩尔分数很高,达到78%以上,推测这部分为裸露的钢基体.而铝侧元素在断面上的则很均匀,其中Al摩尔分数为73.29%,Fe摩尔分数26.71%,说明这部分为金属间化合物层.因此可知,接头拉伸试验中的断裂位置为钢/铝界面处生成的金属间化合物层内部以及化合物层与钢基体的结合面处.
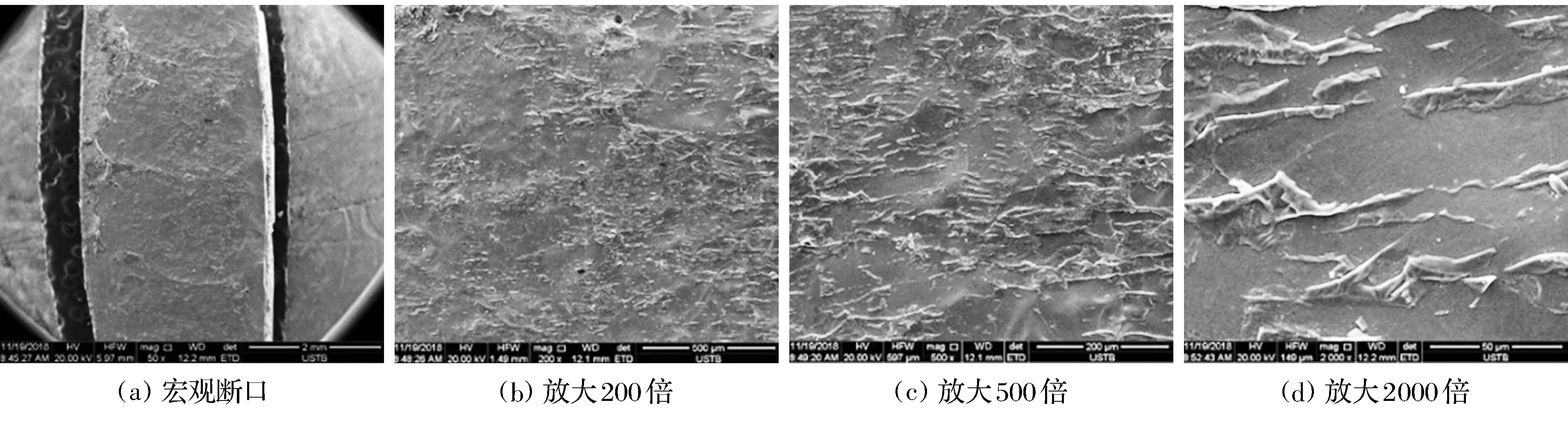
图8 钢侧断口形貌Fig.8 Fracture surface on the side of steel
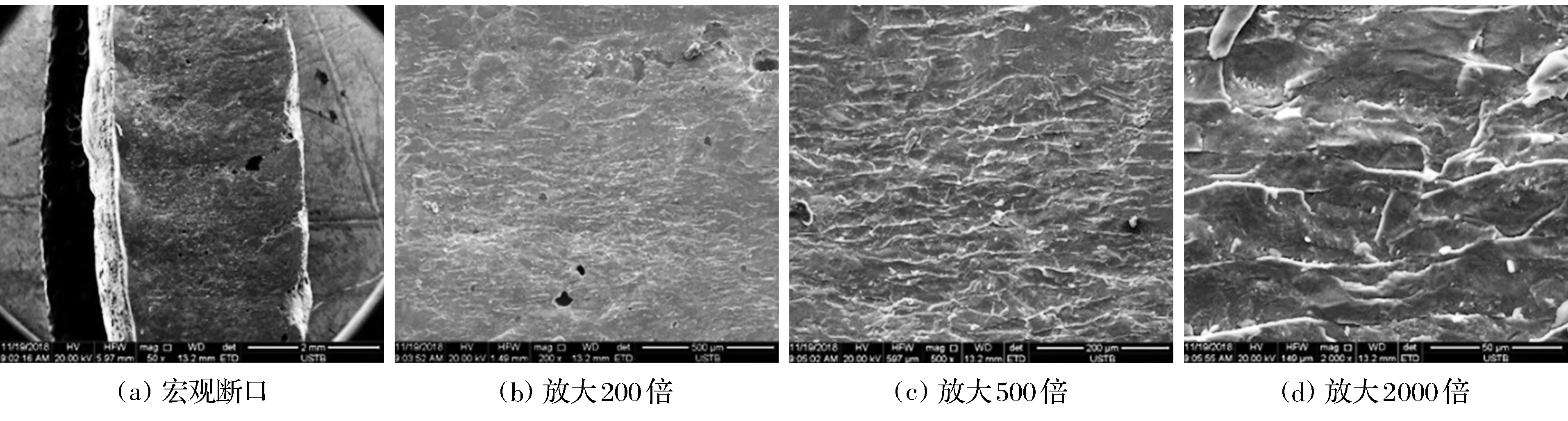
图9 铝侧断口形貌Fig.8 Fracture surface on the side of Al alloy
对拉断的试样断口进行了XRD分析,断口两侧XRD物相检测结果如图10所示.结果显示铝侧断口主要成分为Fe2Al5和Al,而钢侧断口主要成分为Fe和Fe2Al5,进一步证实拉伸试样的断裂位置为脆性层内部或者脆性层与金属基体界面处.
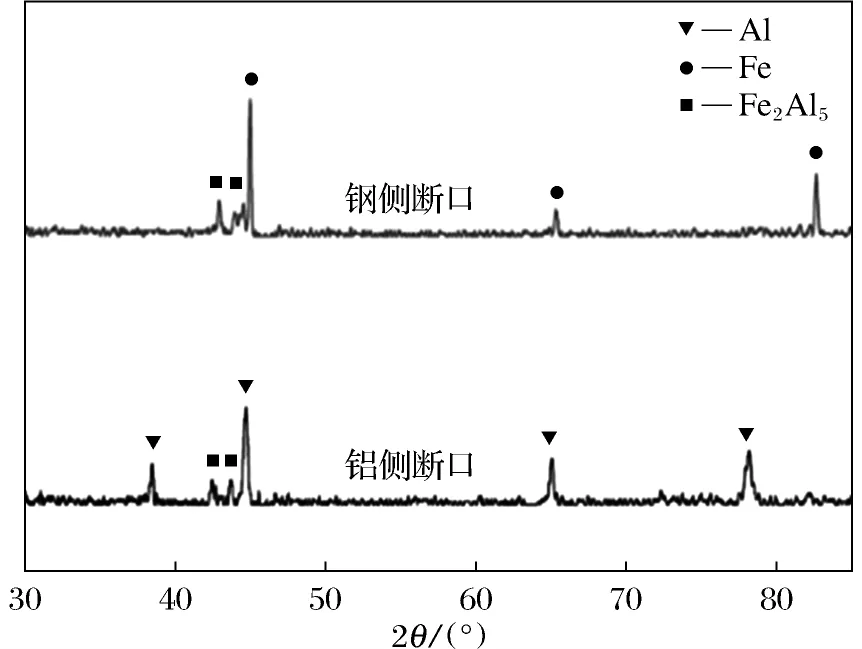
综上所述,钢/铝异种金属激光熔钎焊过程中,界面处极易生成脆性的金属间化合物层.脆性层内部及脆性层与钢基体的结合界面是接头中的薄弱区域,在应力作用下容易萌生裂纹并迅速扩展,导致接头开裂.焊接热输入越大,界面处生成的化合物层厚度也就越大,接头的脆性也就越大.因此,在保证接头成形良好的前提下,适当减小界面处的热输入量有利于控制脆性层的厚度,获得力学性能较好的接头.
3 结 论
1) 采用激光熔钎焊工艺可以实现钢/铝异种金属的有效连接,分别研究了偏移量和焊接速度对接头成形质量的影响规律.当激光偏移量在0.4~0.6 mm、焊接速度为2.5~3.0 m·min-1时,可以获得成形良好、缺陷较少的接头.
2) 钢/铝异种金属激光熔钎焊接头界面处生成了平均厚度在5~10 μm的金属间化合物层,其中靠近钢侧的部分为较为平整的板条状的Fe2Al5,靠近铝侧的部分为针状或舌状的Fe4Al13,化合物层的厚度随界面热输入的提高而增加.
3) 接头的抗拉强度与界面处的热输入有关.界面处的热输入较高时,冶金反应剧烈,生成的金属间化合物层较厚,接头呈脆化倾向,抗拉强度较低;热输入过低时,固/液相互作用不充分,无法形成有效的冶金结合,结合强度也不高.在激光偏移量为0.6 mm,焊接速度为2.5 m·min-1的焊接条件下,接头最大抗拉强度可以达到55.2 MPa.试样均在钢/铝金属间化合物层内部或其与母材的结合面处断裂.
猜你喜欢
器官移植(2022年4期)2022-11-30
消费电子(2022年5期)2022-08-15
地理空间信息(2022年3期)2022-04-01
检察风云(2021年16期)2021-10-29
表面工程与再制造(2019年1期)2019-05-11
计算机辅助工程(2018年4期)2018-10-09
价值工程(2018年13期)2018-05-03
科学与财富(2016年29期)2016-12-27
地震研究(2016年4期)2016-11-25