基于数字信号处理的发面机自动发酵系统控制优化
2020-03-06 04:54张丽华董天飞牛文昭
食品与机械 2020年1期
张丽华 董天飞 牛文昭
(赤峰工业职业技术学院,内蒙古 赤峰 024005)
面食发酵制作过程繁琐,耗时、耗力,各个步骤都会影响最后的发酵效果。将自动化技术与面食的发酵制作结合起来诞生了发面机,简化了面食的发酵制作过程,具有比人工制作更好的效果。但在发面机整个发酵过程中,自动入料揉制面团时存在抖动幅度较大、难以控制等不足,需进行控制系统的优化。
基于模糊积分控制[1]的发面机发酵系统采用非线性控制方法,不依赖于数学模型,对被控对象的参数变化不敏感,表现出极强的鲁棒性,但在模糊控制域的划分方面较为粗糙,无法实现高精度控制。基于BP控制[2]的发面机发酵系统的BP网络可表示任意非线性函数,具有自适应学习的特点,容错性较好,可适用于复杂非线性系统,但在控制入料进程时的运行较为繁琐,时效性较差。
文章拟提出一种基于数字信号处理的发面机自动发酵系统控制的优化方法。通过对发面机自动入料控制系统进行设计,从人机交互界面中进行面食发酵机械自动入料的人机交互和面板操作,优化面食发酵机械自动入料的运行工况,设计基于DSP控制的面食发酵机械自动入料系统。采用误差反馈控制算法进行面食发酵机械自动入料的控制算法设计,再进行面食发酵机械自动入料系统的硬件设计并进行仿真试验分析,以验证方法的系统稳定性和控制精度。
1 发酵入料系统的总体设计构架和功能器件组成
发面机自动入料控制系统主要包括总体设计构架、功能模块设计和控制算法设计。结合集成的信息处理器进行面食发酵自动入料系统的模糊控制设计等对发面机自动入料系统总体构架进行设计,试验方法优化的入料系统功能器件组成如图1所示。
总体设计构架如图2所示,采用PLC逻辑可编程芯片进行面食发酵机械自动入料过程中的模糊控制,通过对面食发酵机械自动入料控制的硬件模块化开发,设计面食发酵机械自动入料系统的上位机模块,采用集成的DSP信息处理器进行面食发酵机械自动入料系统的总线控制,采用ADSP21160作为核心处理器[3]进行面食发酵机械自动入料控制系统的集成信息处理和控制指令的收发转换设计,用ISA/EISA/Micro Channel扩充总线进行面食发酵机械自动入料控制系统的控制指令加载。
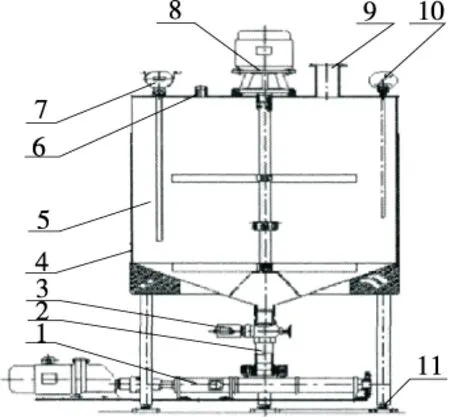
1. 面粉量控制系统 2. 出口 3. 控制阀门 4. 电加热膜 5. 发面装置 6. 自动注水口 7. 酵母入料口 8. 搅拌装置 9. 面粉入料口 10. 温度控制器 11. 重量控制器图1 自动入料系统功能器件组成Figure 1 Functional components of automatic feeding system

图2 发面机系统的总体设计构架Figure 2 Overall design framework of the system
采用ADSP21160处理器系统作为面食发酵机械自动入料系统的主控芯片,结合DSP逻辑控制方法进行面食发酵入料的机械振动信息采集,主要采集物料的质量信息、密度信息和入料的样本属性特征信息[4],根据信息采集结果进行面食发酵机械自动入料系统的参数信息融合。如图3所示,固态继电器(SSR)采用的是半导体元件组装而成的无触点开关,自动入料系统的设计过程中,主电路将固态继电器S12串联与振动控制器直接连接在一起。该自动入料控制系统由两个固定电阻(Rq1和Rq3)和一个可变电阻(Rq2)组成,可应对不同环境的影响,通过改变可变电阻的电阻值改变控制程序中的标准值,增强其控制程序控制稳定性。
采用ADSP21160作为核心处理器进行面食发酵机械自动入料系统的集成信息处理和控制指令的收发,采用嵌入式的交叉编译方法进行面食发酵机械自动入料系统的上位机通信,采用VIX总线控制技术实现面食发酵机械自动入料系统的总线集成控制[5],包括面食发酵机械自动入料的信息采集模块、AD信息输出转换模块、上位机通信模块、逻辑自动控制模块和人机交互控制模块等,发面机系统的功能结构[6]模块如图4所示。
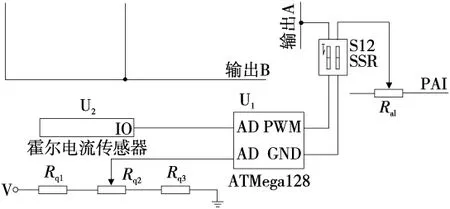
图3 自动发酵系统设计原理Figure 3 Design principle of automatic feeding system
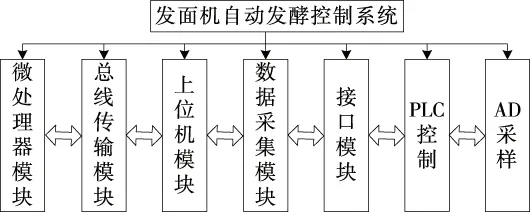
图4 发面机系统的功能结构模块Figure 4 Functional structure module of the system
2 系统功能模块设计与实现
2.1 信息采集模块
设定发面机自动入料系统控制信息采集的动态范围为-22~+25 dB,采用ISA/EISA构架模式进行发面机自动发酵系统的总线开发设计,设计发面机自动发酵系统的总线传输协议,在ARM嵌入式微处理器环境下进行发面机自动入料系统的AD转换和信息采集[7],构建发面机自动发酵系统的智能控制平台,信息采集模块如图5所示,其中对应英文为器件型号。

图5 信息采集模块Figure 5 Information acquisition module
2.2 AD转换模块
AD转换模块实现对发面机自动发酵系统的控制信息采样和数模转换功能,采用Flash、RAM、SOC作为发面机自动发酵系统控制的嵌入式调度,采用ADSP-BF537BBC-5A实现发面机自动发酵系统控制总线设计,结合嵌入式的ARM进行发面机自动发酵系统的总线输出控制设计[8]。在信息集成处理模块中实现发面机自动发酵系统控制的智能信息处理和人机交互设计,AD转换模块设计如图6所示。
2.3 逻辑自动控制模块
逻辑自动控制模块是整个系统的核心控制终端,在嵌入式环境下进行发面机自动入料控制系统的程序加载,采用逻辑PLC控制方法进行发面机自动发酵的自适应控制,在ZigBee组网协议中进行发面机自动入料控制,构造发面机自动入料控制的总线编译控制器,在节能控制过程中实现发面机自动入料控制和人机交互,采用ISA/EISA构架模式进行发面机自动发酵系统的逻辑自动控制设计,在信息集成处理模块中实现发面机自动入料控制的智能信息处理,逻辑自动控制模块如图7所示。
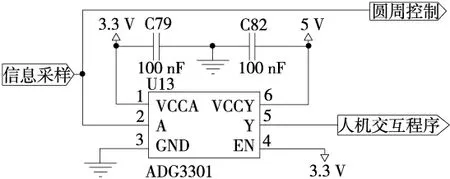
图6 AD转换模块设计Figure 6 AD conversion module design
2.4 人机交互控制模块
人机交互控制模块实现发面机自动发酵系统的人机交互设计功能,采用APLC21160逻辑处理器芯片作为发面机自动入料控制的数字处理芯片,通过DSP发送发面机自动发酵系统控制指令,在PLC中进行发面机自动发酵系统控制系统的总线控制和接口转换,在执行器中进行发面机自动发酵系统的控制指令收发转换,结合嵌入式的ARM进行发面机自动发酵系统的入料感应控制设计,通过LCDDMA、LPC3600进行发面机自动发酵系统的中央控制,得到人机交互控制模块的硬件设计的总体结构。在嵌入式的ARM环境下构建发面机自动入料控制指令传输协议,结合集成DSP高速信息处理器进行发酵机自动发酵系统的硬件集成设计,得到系统的集成设计电路图如图8所示。
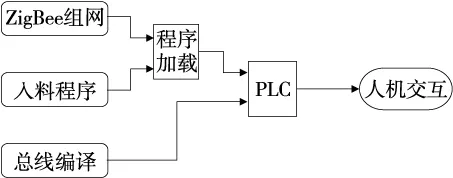
图7 逻辑自动控制模块设计Figure 7 Design of logic automatic control module

图8 系统的集成设计电路图Figure 8 Integrated design circuit diagram of the system
3 控制算法设计
在上述进行发面机自动发酵系统的总体设计构架和功能模块设计的基础上,进行系统的控制算法设计,采用模糊反馈自适应调节控制的方法进行面食发酵机械自动入料系统的自动控制设计,构造专家系统进行入料过程中的自适应调节,得到调节系数[9-10]:
(1)
调节发面机入水隔网定向角度,采用非线性时变补偿的方法,得到面食发酵机组件结构控制模型表示为:
usw=-Ksat[S(t)/μ]/(λgx+gθ)。
(2)
确定不同规格发面机自动发酵的密度,初始通量调节的不等式:
(3)
确定发面机自动入料的线性补偿规则,在相同运行压力条件下,得到自适应控制律为:
(s2+λxs+αx)λex(s)+(s2+λθs+βθ)eθ(s)=λ(s+1+λx)ex(0)+(s+1+λθ)eθ(0)。
(4)
发面机自动发酵的条件转移概率密度分布函数为:
H(s)=D[sI-Am]-1I。
(5)
在运行压力增长的条件下,采用多通道加权控制的方法,得到流体密度调节误差收敛于:
(6)
确定补偿规则,根据截面几何形状,得到发面机自动入料的流体控制模型方程为:
(7)
式中:
Km——流体密度,g/cm3;
δ——入料流体流速,m/s;
θ——进水隔网偏移角度(其中sinθp=θp,cosθp=1),(°)。
使用上述算法进行发面机自动入料的自动控制,提高发面机自动入料的优化控制能力,达到优化发面机自动发酵控制系统。
4 仿真试验
4.1 控制性能
为了验证试验方法在实现发面机自动入料控制中的性能,进行仿真试验,并对结果进行分析。设置面食发酵机械自动入料控制的载频为120 Hz,低频转换频率为10 Hz,发面机的电机输入电压为100~220 V,时钟电平输出μ=4π×10-7H/m,控制指令的调频幅度在4 V以内,根据上述仿真环境和参数设定,将试验方法与基于模糊积分控制和基于BP控制方法进行发面机自动入料控制。由图9可知,试验方法进行发面机自动入料控制的自适应性较好,且控制性能较稳定,试验方法具有良好的控制性能。
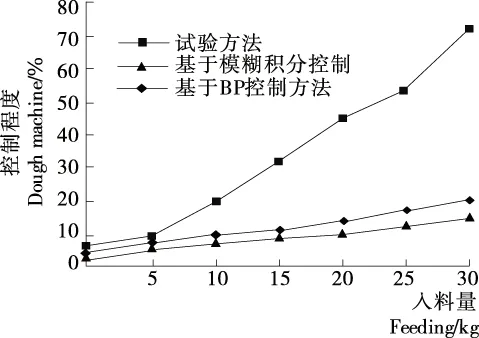
图9 发面机自动入料的控制性能曲线Figure 9 Control performance curve of automatic feeding of dough machine
4.2 控制误差
由表1可知,试验方法进行发面机自动入料控制在不同迭代步数下的误差均低于基于模糊积分控制和基于BP控制方法,说明试验方法具有高精度控制性能。
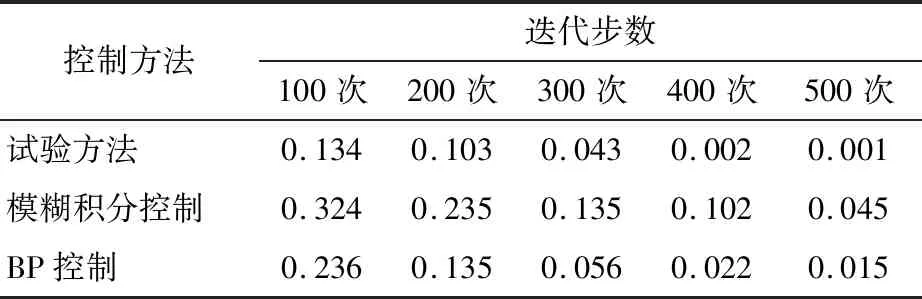
表1 控制误差值对比结果Table 1 Error comparison of three methods after iteration
5 结论
针对发面机发酵时入料过程中揉制面团的抖动幅度较大导致入料控制性能差的问题,提出一种基于数字信号处理的发面机自动发酵系统控制的优化方法。针对自动发酵系统中的自动入料系统,通过实现面食发酵入料的自动配置和优化配比控制,设计集成信息处理和收发转换的控制指令,通过对系统的信息采集模块、AD信息输出转换模块、上位机通信模块、逻辑自动控制模块和人机交互控制,完成自动入料系统的优化。仿真结果表明,试验设计的控制系统稳定性优于基于模糊积分控制和基于BP控制的方法,且入料控制误差在迭代500次时仅为0.1%,表现出良好的控制精度,提高了面食发酵机自动入料系统的控制能力,增强了发面机自动发酵系统的整体性能,保证了后续发酵的效果。研究的不足之处在于受实验平台和试验条件的限制,验证试验指标不够全面,以后会在研究中加强系统模块的细化,为相关研究领域提供参考。
猜你喜欢
中国设备工程(2022年5期)2023-01-02
煤炭加工与综合利用(2022年3期)2022-06-08
安徽化工(2021年3期)2021-05-29
动漫界·幼教365(中班)(2021年2期)2021-04-06
考试与评价·七年级版(2020年5期)2020-10-29
煤矿现代化(2019年5期)2019-07-25
恋爱婚姻家庭·养生版(2018年11期)2018-11-26
家教世界·V家长(2018年3期)2018-05-14
环球时报(2017-04-07)2017-04-07
试题与研究·高考英语(2016年3期)2016-12-23