薄规格卷尺用50钢冷轧钢带生产实践
2020-03-10 15:37翟乃波侯元新汪丽丽赵丽明
山东冶金 2020年1期
翟乃波,侯元新,汪丽丽,赵丽明
(山东泰山钢铁集团有限公司,山东 莱芜271100)
1 前言
钢卷尺是日常生活和工作中广泛使用的测量工具,拥有庞大的消费群体。据不完全统计,目前国内市场钢卷尺年消费量为6.5亿把,国内市场对卷尺用钢带的年需求量在10万t左右。50钢属于中碳高强度碳素结构钢,具有高强度和高硬度,常用于制造动负载、冲击载荷及要求耐磨性能好的机械零件,如锻造齿轮、拉杆、弹簧垫圈、卷尺等。50钢在冷轧过程中易出现边裂、断带、轧不到目标厚度、成材率低等问题。泰钢根据客户产品质量要求,通过优化生产工艺,成功开发出了0.3~0.34 mm薄规格卷尺用50钢冷轧钢带。
2 产品开发及工艺优化
2.1 产品技术要求
产品厚度偏差-0.02~0 mm,宽度偏差0~+3 mm;表面均匀一致,不允许有明显黑斑、黄斑、氧化色、锈蚀、折印、划伤等影响使用的表面缺陷。板面平整,无中浪、边浪、肋浪等缺陷;抗拉强度≥470 MPa,断后伸长率≥13%。
2.2 生产工艺流程优化
在薄规格50钢冷轧钢带开发过程中,在冷轧工序共设计了以下3个生产工艺流程。
1)流程1:酸洗→轧制→退火→平整→精整→切边→轧制→退火→平整→精整。
2)流程2:酸洗切边→轧制→退火→轧制→精整卸张→退火→平整→精整。
3)流程3:酸洗→退火→轧制→退火→轧制→精整卸张→退火→平整→精整。
采用第1个流程生产,钢卷轧制后因边裂缺陷产生大量的小件及计划外产品,成材率仅为83.2%。采用第2个流程生产,酸洗切边后的钢卷轧制后同样因边裂缺陷产生大量的小件及计划外产品,成材率仅为82.2%。采用第3个流程生产,由于酸洗钢卷在轧制前进行了退火,解决了钢卷轧制边裂缺陷,未产生小件及计划外产品。
2.3 炼钢工艺设计
化学成分中碳、锰、铬等元素按判定标准的中下限进行控制,化学成分控制准确、稳定。50钢化学成分控制见表1。

表1 50钢化学成分 %
LF炉精炼时间为30~40 min,软吹氩时间为10~15 min;中包温度1 505~1 525℃;为保证铸坯冷却及铸坯质量,二冷水比水量控制为0.55 L/kg,浇注过程采用1.05 m/min恒拉速。
2.4 热轧工艺设计
板坯下线后热装热送,若生产条件不满足时立即放入保温坑进行保温,板坯入加热炉温度不得低于400℃。热轧时均热段温度控制在(1 300±20)℃;精轧终轧温度控制在870±20℃,卷取温度控制在(690±20)℃。控制轧制后钢卷边部冷却速度,防止边部急冷组织是消除边部裂口缺陷的关键,因此钢卷下线后必须缓冷,生产前确认钢卷堆放位置,确保缓冷效果,缓冷48 h以后方可转序冷轧。
2.5 酸洗表面质量控制
由于50钢热轧钢带表面的氧化铁皮较难酸洗,因此在酸洗50钢热轧钢带时,酸洗工艺参数在原来的基础上进行了调整,酸洗盐酸的浓度、温度按规定值上限进行控制,并且在酸洗机组的4#酸槽中添加了1%~3%的缓蚀抑雾剂,酸洗机组的速度控制在30~40 m/min,对酸洗表面质量达不到要求的钢卷进行二次酸洗,保证了酸洗钢带的表面质量。
2.6 轧制工艺设计
0.3~0.34 mm卷尺用50钢冷轧钢带属于薄规格产品,对产品的尺寸精度及表面要求很高。为了减少50钢在轧制过程中出现的边裂、断带几率,使产品轧到目标厚度,对轧制总压下率进行了设计,由轧制常规产品的1轧程轧制设计为两轧程轧制。为了降低轧制压力,减少轧制道次,采用具有高皂化值的301轧制油进行轧制,乳化液的浓度由0.8%~1.5%提高到2.0%以上。采用小辊径工作辊进行轧制,工作辊的硬度(HRB)达到93以上,工作辊的辊径差控制在≤0.1 mm。
为了提高工艺润滑效果,减少乳化液浓度波动,自制乳化液机械搅拌装置代替压缩空气搅拌。首先对950轧机的乳化液箱体高度进行了测量,根据乳化液箱体的体积,确定了与箱体液位相适应的搅拌器长度,计算出了合理的搅拌器的转速及电机功率。通过增加减速机来实现转速的稳定,采用皮带动力传输和悬浮式安装的方法来提高乳化液搅拌效果及使用寿命。对搅拌器叶片的高度、长度及角度进行了多次调试,明确了乳化液机械搅拌装置的准确尺寸及安装位置。通过在950轧机安装乳化液机械搅拌装置,保证了产品的表面质量及板形质量。
2.7 退火工艺设计
退火装炉时,选用参数稳定的炉台、加热罩生产。并对薄板专用对流盘进行检查并打磨。一轧程钢带退火时,在420℃设置2 h的保温平台。温度<420℃时全速升温;温度>420℃后升温速率按照35℃/h控制。升至700℃时保温,保温时间12 h,保温结束后闷罩2 h。二轧程钢带退火时,升温控制与一轧程钢带退火相同。升至630℃时保温,保温时间15 h,保温结束后闷罩2 h,过程中温度波动控制在5℃范围之内。退火工艺参数见表2。
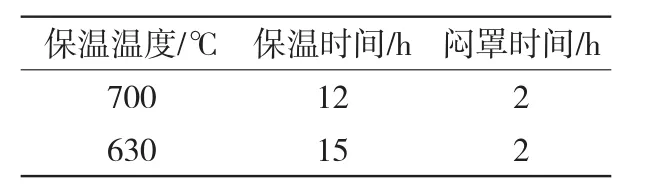
表2 退火工艺参数
2.8 精整松卷张力控制
为防止薄规格卷尺用50钢冷轧钢带在退火时出现粘结缺陷,在二次退火前转精整机组松卷卸张。卸张时开卷张力控制在9 kN以下。精整所用的套筒不能宽于钢卷宽度,同时保证卷取整齐。
2.9 平整工艺
950平整生产50钢冷轧钢带时采用粗糙度为1.5~1.8 um的毛化工作辊,生产时根据来料厚度调整平整压力,保证成品厚度偏差控制在-0.02~0 mm。对卷尺用50钢冷轧钢带,平整轧制力控制在1 700 kN时,保证了产品的物理性能和厚度精度。具体平整工艺参数见表3。

表3 平整工艺参数 kN
3 产品实物质量分析
产品物理性能检验表明,产品抗拉强度≥470 MPa,断后伸长率≥13%;组织为均匀的铁素体+碳化物组织;产品厚度偏差控制在-0.02~0 mm,宽度偏差控制在0~+3 mm;表面均匀一致,无明显的黑斑、黄斑、氧化色、锈蚀、折印、划伤等缺陷;板面平整,无中浪、边浪、肋浪等缺陷。
4 结语
通过对生产工艺流程进行优化,对炼钢、热轧、酸洗、轧制、退火、平整等工艺参数进行设计,解决了钢卷轧制边裂缺陷,提高了产品的成材率,泰钢成功开发出了薄规格卷尺用50钢冷轧钢带。产品经客户使用反馈,满足了客户质量要求,广泛应用于各种卷尺的制作,具有广阔的市场前景。
猜你喜欢
山西冶金(2022年2期)2022-06-04
山西冶金(2022年2期)2022-06-04
哈哈画报(2022年3期)2022-05-06
世界有色金属(2021年17期)2021-12-25
科学与生活(2021年21期)2021-11-10
河南冶金(2021年2期)2021-08-02
设备管理与维修(2021年1期)2021-03-05
重型机械(2020年3期)2020-08-24
中国重型装备(2020年2期)2020-04-08
发明与创新·大科技(2018年2期)2018-03-17