电磁预热技术在喇嘛甸油田管道施工及维护中的应用
2020-03-20 01:00姜兴安王志忠大庆油田有限责任公司第六采油厂
石油石化节能 2020年2期
姜兴安 王志忠(大庆油田有限责任公司第六采油厂)
1 技术原理
油田地面管线施工的管网采用的管材一般为10、20 低碳钢,可焊性好。在管道施工中采用的焊接方法为手工电弧焊,这种焊接方法对室外的环境温度要求较高。一旦焊口周围温差过大,造成焊口的冷却速度过快,就会使焊口产生焊接裂纹,影响焊口强度并导致焊道的断裂[1]。而在北方,冬季的气温通常会在-20 ℃左右,所以在冬季施工时必须对焊口两侧的管道进行预热,使焊口的温度逐步冷却。对于传统的预热方法,使用氧气乙炔割炬对管道进行烘烤预热。这样做虽可以达到对焊道预热的目的,但由于温度是骤然提升,所以对已经温度过低的管道会产生淬硬的现象,对管道本体也有一定的伤害。若要在冬季确保工业管道焊缝的焊接质量,提高焊缝的X 射线探伤依次合格率,关键在于如何确保管口的预热有一个逐步上升温度[2];因此,必须从保证焊口及管道本体的质量上采取必需的预热方式。
为了提高冬季油井地下管网的施工质量,现场采用试验一种新的管口预热工艺——电磁预热技术。该技术是利用电磁感应原理将电能转化成热能,通过电磁预热装置将胶轮焊车的直流电直接转换成频率为20~40 kHz 的高频高压电,高速变化的高频高压电流流过线圈会产生交变磁场,金属内部也将产生交变的电流(涡流)[3]。涡流使金属原子做高速无规则运动,它们之间互相碰撞、相互摩擦从而产生热能,起到加热的效果。此工艺具有以下优点:无明火,不存在动火安全隐患,无烟熏火燎之害;非接触,将加热毯包裹在保温层外即可使立管升温,但保温层不受丝毫破损;操作简单,单人即可完成,用电动车、汽车、拖拉机供电,供电方便,设备体积小、质量轻,省时省力;配备成本低,单机制作费用低廉值得推广。
2 电磁预热现场试验
1)预热前准备。先将预热带均匀地缠绕在被焊接管道的管口处,再将预热带与预热装置进行连接,将预热装置与发电机连接。
2)电磁预热工艺参数见表1,电磁预热管线现场照见图1。
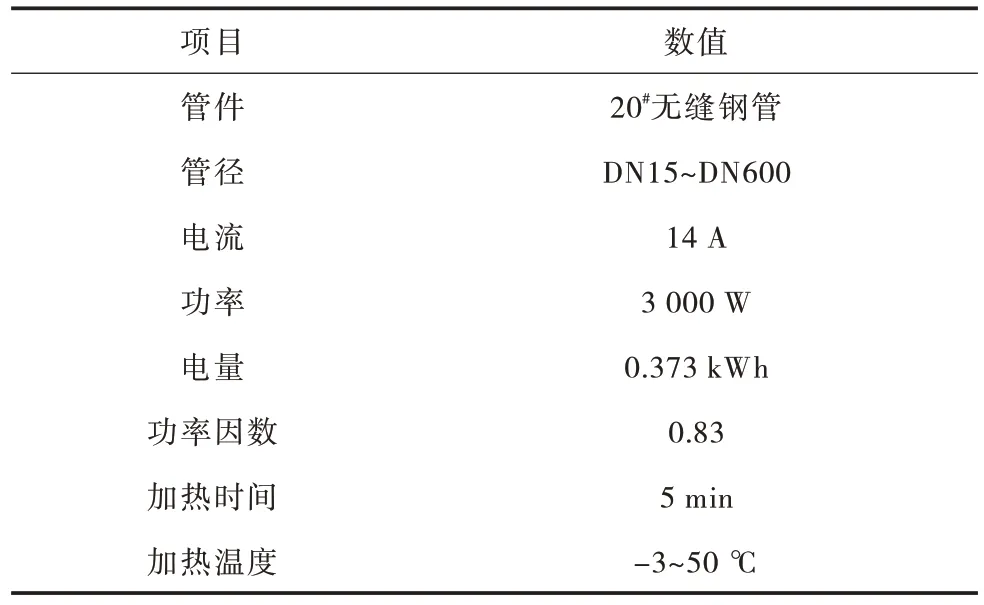
表1 电磁预热工艺参数

图1 电磁预热管线现场照
预热操作需注意的事项:在缠绕预热带时要均匀且贴紧管壁,并使用毛毯将预热带包裹以防止热量的散失;根据管径的不同选择合适功率的预热带;预热时操作人员要佩戴好相应的绝缘防护措施,避免发生触电危险;时时观察发电机电流和电压的变化,避免电流过大烧坏电动机线圈;监测预热带的温度,达到焊接参数要求的温度即可,避免长时间加热引起火灾[4]。
3 经济效益
在南中东一区区块的地下管网系统工程施工中全部采用了电磁预热技术。在2 个月的施工中,共完成12 km 232 道DN700 管道焊口的焊接安装工作,按比例进行X 射线抽拍焊缝232 道,总片数587 张,X 射线探伤Ⅲ级片以上一次合格率达99.9%,Ⅱ级片以上一次合格率达95.1%,保证了管道接口的焊接质量。由于施工效率的提高,共计节约施工工时896 h 以上,节约成本5.6 万元。
电磁预热工艺不仅用于管道预热中,也用于管道解冻中。针对冬季掺水管线易堵,使用传统方法每次解堵都得2 h 以上的问题,采用电磁解堵技术仅需5 min,1 300 次解堵共节省约1 192 h。每口井每小时产油约为0.34 t,按93%的含水率计算,影响出油28.37 t。按1 t 油2 200 元计算,节省费用约6.24 万元。对于每口井保温层按300 元计算,共节省费用39 万元。产出总效益共计45.24 万元。
4 结论及认识
实践证明,管道施工中采用电磁预热技术,较氧气乙炔加热显示出极大的优越性:焊口两侧管道受热均匀,焊接质量稳定可靠,焊接速度快,减轻劳动强度,提高工作效率,可有效提高一次焊接合格率。
猜你喜欢
今日农业(2021年4期)2021-11-27
今日农业(2021年1期)2021-11-26
建材发展导向(2021年9期)2021-07-16
女报(2020年7期)2020-08-17
科技视界(2020年15期)2020-08-04
建材发展导向(2019年20期)2019-12-09
儿童故事画报(2019年8期)2019-08-14
艺术启蒙(2018年8期)2018-08-22
电子制作(2018年12期)2018-08-01
小火炬·智漫悦读(2015年4期)2015-06-05