
玻璃贴标机上下料机械手的开发*
2020-03-24 03:27李俊陶叶兆杰邓杨逍
机械制造 2020年3期
□ 周 晶 □ 李俊陶 □ 叶兆杰 □ 邓杨逍
东莞职业技术学院 机电工程学院 广东东莞 523808
1 开发背景
微电子用玻璃面板加工过程中,需要将来料的大板玻璃切割成小板,然后再人工运送到玻璃贴标机上进行贴标加工。这种操作方式工作效率不高,并且转运过程中由于长时间连续操作,容易失误,造成人员受伤。通过改造设备,利用可编程序控制器控制电磁阀的通闭来控制气动元件的运动,通过传感器的感应来实现气动元件上下运动,由气动夹头控制物料的抓取与放置,进而可以实现物料的加工和搬运。张允良等[1]设计了带平转功能的发动机缸体抓取机械手,对发动机缸体毛坯结构特点、输送运动状态等进行了较深入的分析。李小宾等[2]将改造后的内圆切片机并联为机组,配合自行设计的上下料机械手系统进行全自动生产,形成全新的生产模式。朱华炳等[3]设计了机械手与抛光设备控制系统,两者之间通过现场总线形式实现信息交换和连锁对接[3]。
笔者开发了玻璃贴标机上下料机械手,实现物料的运送加工。利用气动部件运转物料,由真空机搬运物料,通过可编程序控制器实现对各种输入信号的分析、处理,做出一定的逻辑判断后,对各个输出元件,如传感器、电机驱动器、指示灯等下达执行命令,完成自动运料、加工及搬运等一整套全自动作业流程[4-6]。
2 结构设计
玻璃贴标机上下料机械手通过按钮、光电传感器将信号传给可编程序控制器,控制电磁阀、电机,同时由电磁阀控制气缸、真空发生器运转,达到整体自动化运行的目的。玻璃贴标机共分为三个单元:上料单元、加工单元、下料单元,各个单元的执行机构以气动执行机构为主,加工单元为电动执行机构[7]。上下料机械手在这三个单元中起传输物料的作用。
上下料机械手的基本功能如下:上料单元按需将待贴标的工件放在物料台上,由气缸自动推送到物料台并夹紧;传感器感应到物料后,加工单元开始贴标;通过真空发生器与回转气缸的配合,将工件旋转90°搬运至下料单元。
玻璃贴标机上下料机械手结构如图1所示。
通过玻璃贴标机上下料机械手,实现对待加工玻璃进行加工、搬运等全自动工作流程,通过架构优化,
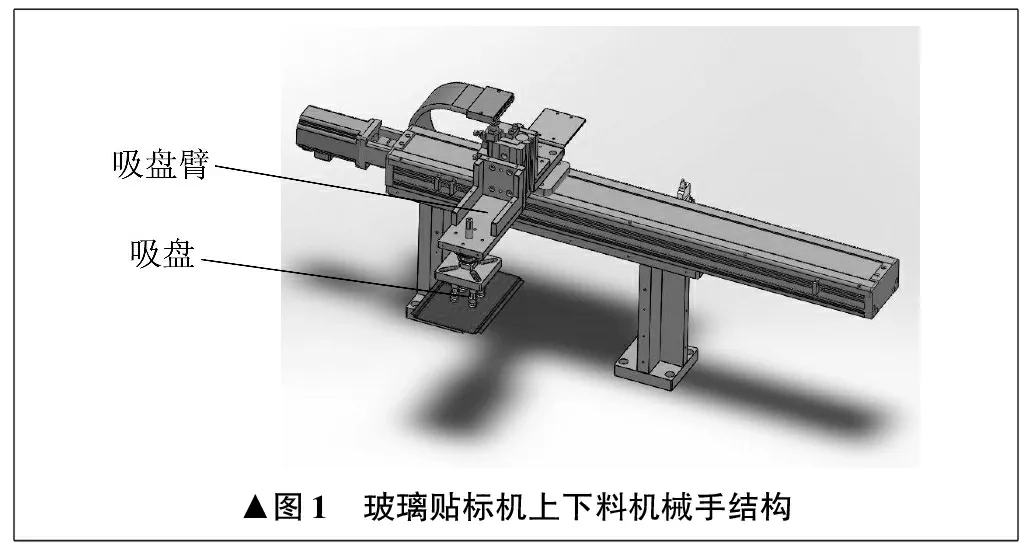
▲图1 玻璃贴标机上下料机械手结构
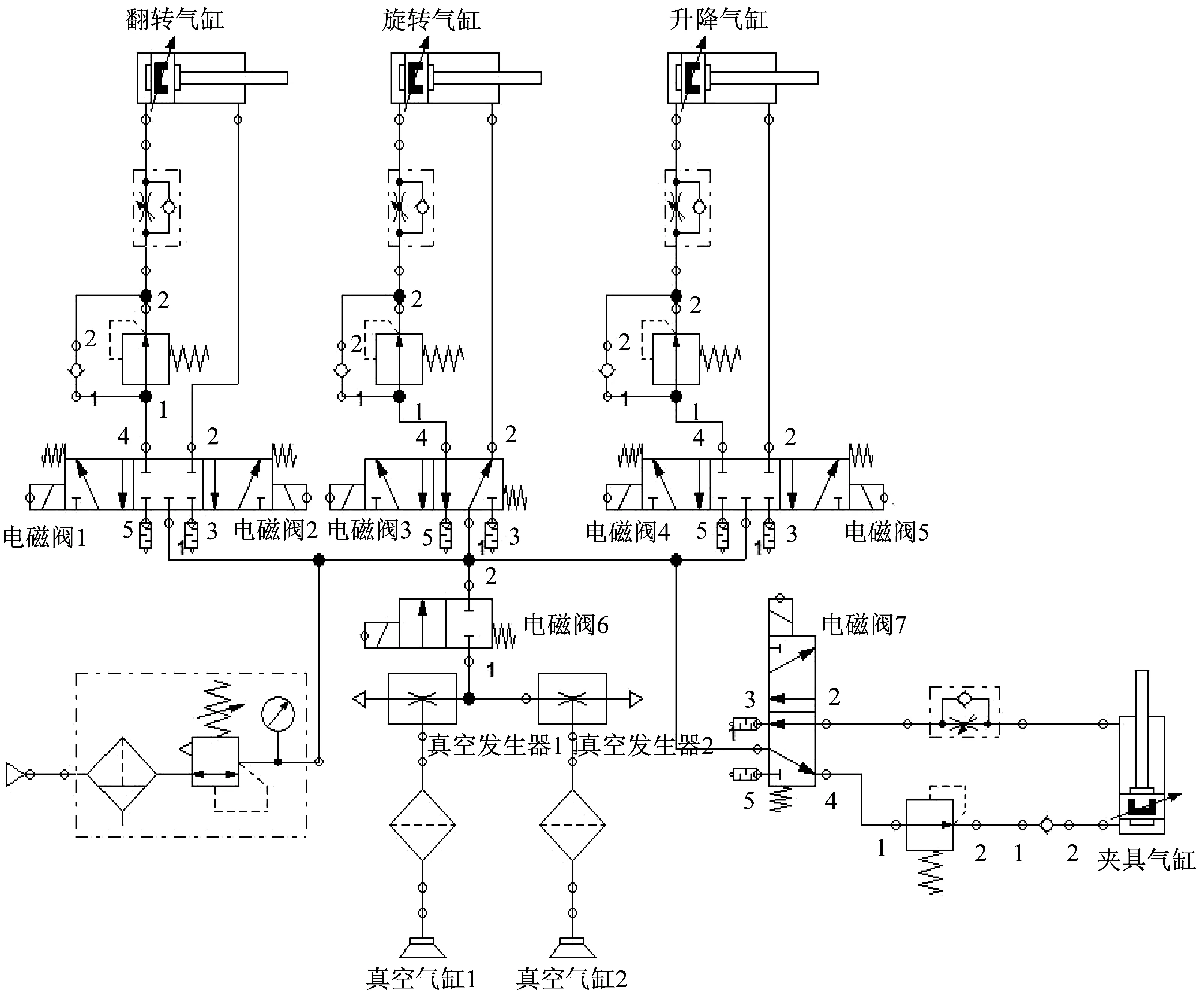
▲图2 玻璃贴标机上下料机械手气动回路
减轻重力,提高产品性能。上下料机械手的三个单元安装在底板上,位置合理。控制生产过程的可编程序控制器等安装在电气控制柜内,机械装置和电气装置安装在设备台上,便于各个机械及气动部件的拆卸与安装、控制线路的布线、气动电磁阀及气管的安装。上料单元和下料单元采用最为灵活的拆装式模块结构,最大限度满足综合性设计的要求[8]。
上下料机械手的结构设计目标为能在一个稳定牢固的支架中保证各气动元件工作的稳定性,具有足够的运动空间,实现夹取与放置物品的功能。笔者选用4080与3030型材作为底盘支架,用连接件进行固定。确定好布局图后,将各气动元件及其它零件装配好,最后再根据实际运行情况调整部分机构的装配。
结构设计中用到的材料包括四根4080型材、六根3030型材、六块铝合金加工物料、若干螺栓、一条自动轴承钢精致滑轨、一块轴用固定块等。
3 气动回路设计
玻璃贴标机上下料机械手的气动回路如图2 所示。玻璃面板由上下料机械手送料至玻璃贴标机,由气缸推送到贴标位置。当到达指定位置时,触发相应传感器。传感器发出反馈信号或者指令至主控制器,主控制器发出输出信号至电磁阀,用于控制气动回路工作。上下料机械手末端采用真空吸盘抓取玻璃面板。贴上标签之后,由上下料机械手运送至后续加工位置。根据标签对玻璃面板传送路径进行合理规划并编码。加工完成后进行质量检测,不合格的玻璃面板进入后续工位进行加工处理,合格的玻璃面板传送至指定位置[9]。
整个气动回路的动力来源于空气压缩机。气体经过气动三联件进行过滤处理,除去水、灰尘、油渍。然后通过调节连接在翻转气缸、升降气缸上的调压阀,使进口压力满足气缸伸缩工作要求。三位五通换向电磁阀1、2、4、5控制气缸的伸缩,当处于中位时,气缸处于静止状态。另外,当真空吸盘接触到合格玻璃时,真空发生器可以将空气压缩机提供的正气压转换为所需要的负压力值,然后通过主控制器控制两位两通换向电磁阀6换向,最终将合格的玻璃面板码放在码垛上,达到分拣的目的[10]。
气缸是气动回路中的重要执行元件,笔者采用直线运动型气缸。根据工件的尺寸和质量,采用SMC系列CDJ2KB16X75-B型气缸,缸径为16 mm,最大行程为75 mm,工作压力为0.04~0.98 MPa。
上下料机械手所选用的空气压缩机型号为OUTSTANG 750W-30L,气动回路中过滤减压阀型号为 AFC2000,三位五通直流24 V电磁换向阀型号为亚德客4V110-06,两位两通电磁换向阀型号为德力西4V210-08。空气过滤器、减压阀、三位五通电磁阀、两位两通电磁阀都安装在电气柜后部,方便气动回路的连接。
吸盘臂上安装两个吸盘,吸盘直径R满足:
(1)
式中:G为玻璃重力,N;t为安全因数,当玻璃水平吸附时,t≥4,当玻璃竖直吸附时,t≥8;n为吸盘数量;p为吸盘真空度,MPa。
对式(1)变形,可得吸盘真空度p满足:
(2)
在满足式(2)的前提下,吸盘臂上的两个吸盘真空度应该取最大真空度的40%~60%,这样保证既能够使吸盘吸附,又可以随时控制吸盘松开。
4 控制系统设计
选用三菱PLCFx3N-48MR型可编程序控制器,具有24点输入、24点输出,并可扩展到128点。这一可编程序控制器自带两路输入电位器,具有8 000步存储容量,可以连接多种扩展模块。这一可编程序控制器属于晶体管输出型可编程序控制器,能同时输出两点100 kHz脉冲。配备有七条特殊定位指令,包括零返回、绝对或相对地址表达、特殊脉冲输出等。可编程序控制器可安装FX1N-5DM显示模块,能监控和编辑定时器、计数器、数据寄存器,并且支持RS232、RS485、RS422网络和数据通信功能。可编程序控制器的接线如图3所示,设备输入、输出分配分别见表1、表2。
玻璃贴标机上下料机械手可编程序控制器程序流程如图4所示。
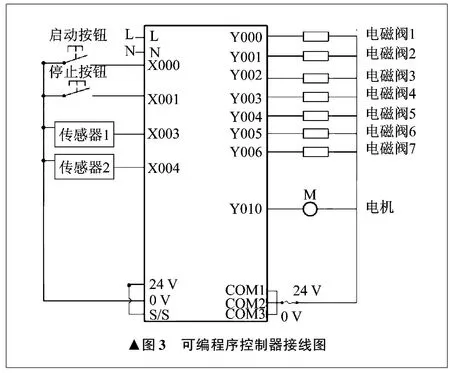
▲图3 可编程序控制器接线图
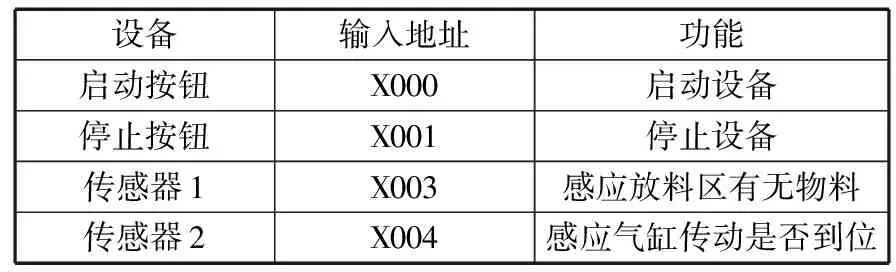
表1 设备输入分配

表2 设备输出分配
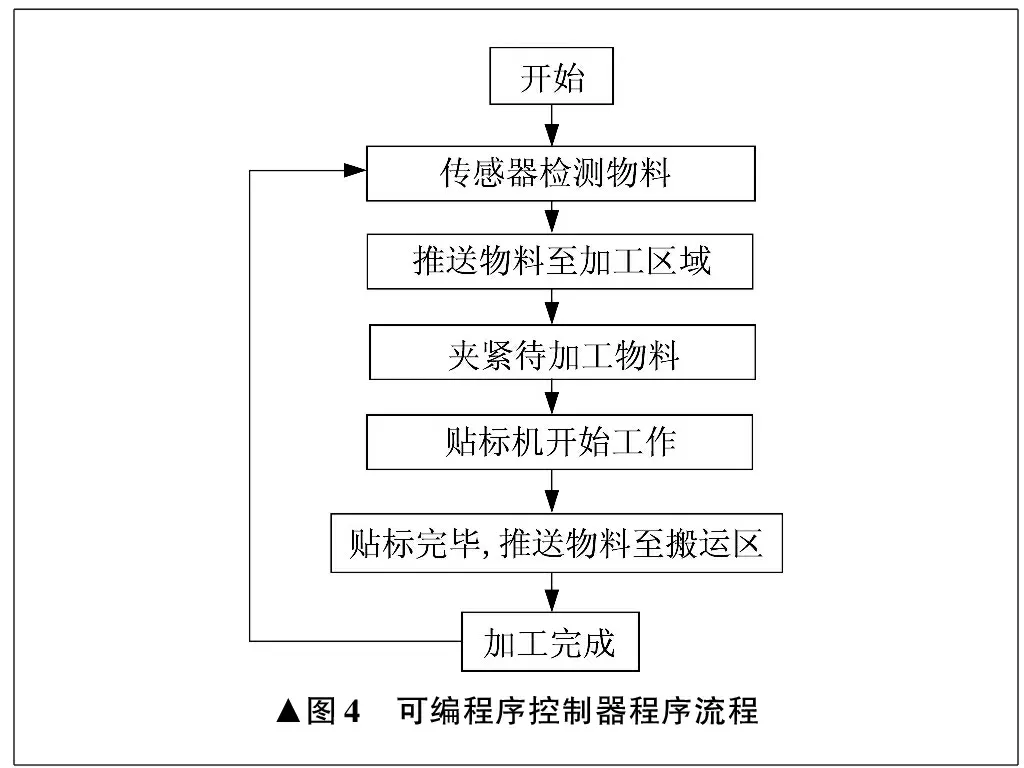
▲图4 可编程序控制器程序流程
部分可编程序控制器程序如图5所示。
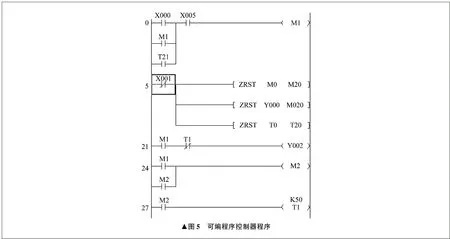
▲图5 可编程序控制器程序
5 结束语
笔者开发了玻璃贴标机上下料机械手,通过可编程序控制器控制电磁阀通断及传感器感应,实现气动执行元件运动,使气动真空吸盘对物料进行抓取与放置,进而达到加工和搬运物料的目的。目前,玻璃贴标机已投入生产,运行稳定,贴标精度高于0.05 mm,良品率在99.62% 以上。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
装备制造技术(2020年4期)2020-12-25
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年4期)2017-06-22
科技创新导报(2016年9期)2016-05-14
通信电源技术(2016年1期)2016-04-16
