
钣金折弯成型加工中的缺陷处理策略
2020-03-26 07:39赵文雪
世界有色金属 2020年1期
赵文雪
(沈阳飞机工业(集团)有限公司8厂,辽宁 沈阳 110034)
最近几年,随着我国对钣金折弯成型加工中的缺陷处理工作的不断关注和重视,对钣金折弯成型加工中的缺陷处理工作提出了更高的要求,因此,关于“钣金折弯成型加工中的缺陷处理策略”这一话题成为了社会关注的焦点。为了最大限度的避免钣金折弯成型加工中出现的缺陷问题,大大提高钣金折弯成型加工的质量和效率,我们一方面要重视对钣金折弯成型基本原理的认识和理解,另一方面还要重视对钣金折弯成型加工中的缺陷及处理策略的应用,为实现钣金折弯成型加工行业朝着积极、稳定、健康、可持续的方向发展起着至关重要的影响。
1 钣金折弯成型的基本原理
众所周知,在对钣金零件进行弯曲的过程中,需要采用施加板料压力的方式使钣金零件产生弯曲效果,这就是实现钣金折弯成型的基本原理。通常情况下,折弯方式主要有两种,分别是自由折弯和压低折弯。自由折弯主要是指通过科学合理的控制转弯机的上下模之间的距离,将钣金零件折弯成所要求的弯度[1];压低折弯主要是指将转弯机的上模压到最低位置,从而将钣金零件表面的进行充分的压实,最终将钣金零件折弯成指定的弯曲程度,其压低折弯的变形过程见图1所示。
2 钣金折弯成型加工中的缺陷及处理策略
通常情况下,钣金折弯成型加工过程中经常遇到的缺陷问题主要有以下几种,分别是折弯裂纹、折弯回弹和折弯压痕,根据三大缺陷问题出现的原因,针对性的提出切实可行的处理策略,为有效的保证钣金折弯成型加工的质量和效率具有非常重要的现实意义。接下来,从以下几个方面入手,对钣金折弯成型加工中的缺陷及处理策略进行详细介绍,以加深对钣金折弯成型加工中的缺陷及处理策略的认识和理解。
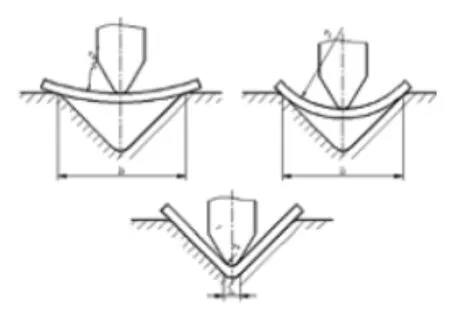
图1 数控折弯机的弯曲变形过程
2.1 钣金折弯裂纹缺陷和解决措施
通常情况下,在对钣金零件进行弯曲的过程中,钣金零件的外表面会自动产生一种拉伸力,而产生的拉伸力如果远远大超过钣金零件自身的拉伸最大值,那么,钣金零件就会因弯曲幅度过大出现裂纹现象。除此之外,在对钣金零件进行弯曲的过程中,需要严格控制钣金零件的弯曲半径和弯曲角度,因此,折弯裂纹现象出现的位置往往也很固定,通常出现在钣金零件横截面的首端、中段和末端三个位置[2]。在对钣金零件进行弯曲的过程中,由于要考虑到钣金零件结构设计的规范和标准,因此,折弯裂纹的现象也可能会发生在弯曲线的中段位置。导致折弯裂纹现象发生的原因主要体现在以下几个方面:第一,钣金零件存在质量问题。第二,钣金零件在轧制的过程中,由于纤维具有很强的方向性,导致材料的化学性能和物理性能出现不良问题从而给材料的抗拉强度来了不良的影响。
第三,在对钣金零件进行弯曲的过程中,由于没有科学合理的控制折弯半径的大小,导致钣金零件的外表面出现过大的变形[3]。通过对以上出现的问题及原因进行有效的分析,接下来,针对性的提出切实可行的处理策略,其具体解决措施主要体现在以下几个方面:首先,通过科学的控制模具之间的间隙,大大提高断面的质量,从而为有效的保证断面的光滑和平直起到了积极的促进作用。其次,要合理的控制钣金零件的纤维方向,当对钣金零件进行顺纹弯曲时,需要将弯曲半径值调整到最大值,同时将纤维方向和弯曲线方向之间的夹角控制在35°~65°之间。最后,针对钣金零件的弯曲线方向,采用工艺止裂的方式对裂孔的大小进行合理控制。
2.2 钣金折弯回弹缺陷和解决措施
在对钣金零件进行弯曲的过程中,钣金零件形成的中心层,对导致钣金零件出现两种变形问题,分别是塑性变形和弹性变形,从而给钣金零件的尺寸精确度带来了不良的影响,通过对以上问题的分析,现提出一系列切实可行的处理策略,其具体解决措施实现步骤如下:首先,为了有效的避免钣金零件出现弹性变形现象,需要采用热处理的方式对钣金零件进行加热处理,从而为有效改善钣金零件内部的应力组织的起到了积极的促进作用。进而适当的解决钣金零件的回弹问题。
2.3 钣金折弯压痕缺陷和解决措施
在对钣金零件进行弯曲的过程中,由于折弯机的上模和下模之间产生了很大的强度的挤压,从而导致折弯机的上模和下模表面出现严重的压痕现象。通常情况下,对于那些表面光滑度要求不高的钣金零件,出现轻微的压痕无伤大雅,但是对于那些表面光滑度要求极高的钣金零件,需要采用有效的处理策略对钣金零件的质量进行有效保护,为了从根本上解决以上问题,现提出一系列行之有效的处理策略,其处理策略具体实现步骤主要体现在以下几个方面:首先,为了有效的避免以上现象的发生,需要采用加宽模槽口的方式对折弯机的上模和下模进行处理,从而为有效的减小上下模之间的挤压起到了积极的促进作用,进而适当的解决钣金折弯压痕问题。其次,采用滚轴式的设计方法,将折弯机的上下模设计为M型模,从而将工件与转弯机的下模进行有效的分离,进而避免因挤压发生的压痕现象。
3 结语
综上所述,为了最大限度的提高钣金折弯成型加工效果,相关工作人员要不断提高自身的专业技能,针对钣金折弯成型加工中出现的常见缺陷问题,通过熟练运用处理策略,并对处理策略出现的漏洞进行进一步的优化和完善,这样一来,一方面,有利于最大限度降低零件不合格品率,另一方面,为有效的保证车间弯曲正常、稳定、可靠、安全的加工起着巨大的推动作用,除此之外,为有效的提升工厂产品的生产质量和生产效率具有非常重要的现实意义。
猜你喜欢
钣金与制作(2022年7期)2022-07-21
橡塑技术与装备(2022年6期)2022-06-02
中国应急管理科学(2022年1期)2022-04-18
汽车实用技术(2022年5期)2022-04-02
口腔颌面修复学杂志(2022年1期)2022-03-12
航天制造技术(2022年1期)2022-03-07
中华老年口腔医学杂志(2021年6期)2022-01-18
建材发展导向(2021年11期)2021-07-28
建材发展导向(2019年22期)2019-07-21
当代陕西(2019年7期)2019-04-25
