
基于PLC 控制的YAMAHA 机器人手臂晶圆去边工艺研究
2020-04-15 03:23白雁兵
机械管理开发 2020年11期
白雁兵,王 宁
(中电科风华信息装备股份有限公司,山西 太原 030024)
引言
晶圆(Wafer),是生产集成电路所用的载体,多指单晶硅圆片。随着集成电路(Integrated circuit,IC)制造技术的不断发展,芯片特征尺寸越来越小,互连层数越来越多,晶圆直径也不断增大。要实现多层布线,晶圆表面必须具有极高的平整度、光滑度和洁净度,而化学机械抛光(Chemical mechanical polishing,CMP)是目前最有效的晶圆平坦化技术,它与光刻、刻蚀、离子注入、PVD/CVD 一起被称为IC 制造最核心的五大关键技术。
目前,国内主流制造商在对晶圆表面光刻胶的涂覆与去边还处于纯手工生产状态,即手动在晶圆表面滴胶,加热完成后人工用手术刀在放大镜下反复刮去外轮廓,直至达到使用要求。纯手工生产模式不仅生产效率低下,耗费大量人工而且手工出错率大,稍有不慎就会将晶圆材料划破,造成昂贵的材料浪费。因此迫切需要研发出自动化设备来解决生产瓶颈。
1 工艺简介
本设备核心在于利用机器人手臂去模拟人手,先操作手术刀将晶圆片边缘的残余光刻胶刮拭干净,再夹取棉签将晶圆片底部的残胶擦拭干净。具体流程如下图1 所示。
根据循环中机器人所做的工作,可以大体将机器人功能分为以下功能。
1.1 机器人取棉签功能
机器人手臂上安装有手术刮刀架与棉签夹。
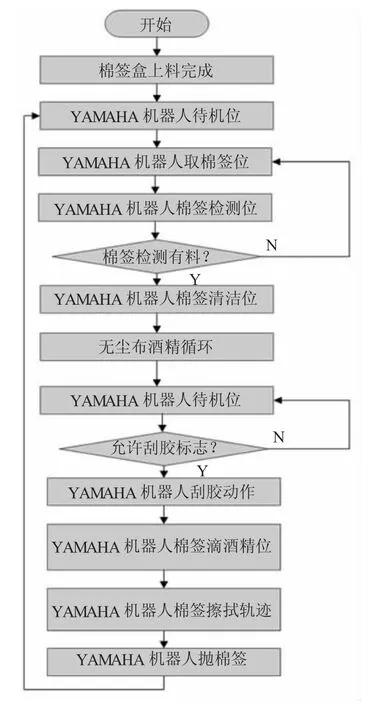
图1 机器人刮边清洁流程图
在自动生产前,需要先将手术刀片安装在刀架上固定好,并将装满棉签的棉签盒放置在棉签盒上料位,棉签盒可以依次横排装满24 支棉签。自动生产开始后,机器人会从棉签一位开始依次夹取棉签,后去检测位置检测棉签是否夹取成功,如该棉签位没有放置棉签,或者在夹取过程中棉签掉落没有检测到,机器人会循环去棉签二位夹取,直至检测到棉签夹取成功。详细流程如下页图2 所示。
1.2 机器人清洁刮刀功能
在棉签夹取检测成功后,机器人会运动到刮刀清洁位置清洁刮刀,因光刻胶具有黏附性,所以刀片的清洁需要用专用的EBR 清洗液喷洒在无尘布上擦拭刀片[1]。
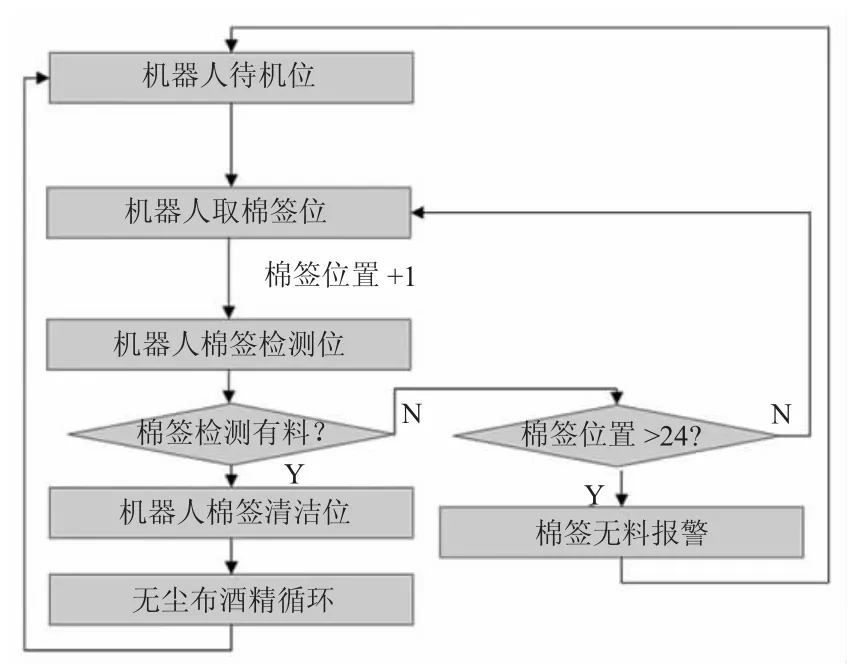
图2 机器人取棉签流程图
机器人到清洁位后,无尘布卷料机构会自动进给,并喷洒清洗液,无尘布湿润后,清洁气缸闭合将刀片夹在无尘布中,通过机器人Z 轴上下动作,达到刀片清洁的目的。
1.3 机器人刮胶功能
该功能是机器人模拟人手工刮胶时的动作,将手术刀头接触晶圆边,吃刀量1 mm 左右,沿方晶圆片四边依次刮过,将晶圆边上的堆胶刮掉。机器人刮胶流程与刮胶轨迹如图3 所示。
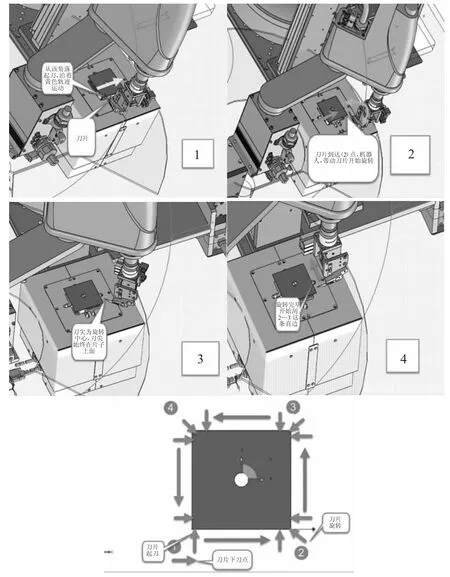
图3 机器人刮胶轨迹
1.4 机器人棉签擦拭功能
该功能是机器人模拟人手夹取棉签,将匀胶过程中流入晶圆底部的残胶沿边缘擦拭掉,具体路径与刮胶路径相似,这里就不再详细介绍。
2 硬件设计
本设备整机共有10 个三菱伺服电机、4 个IAI电缸、1 个匀胶高速电机、1 个汇川DD 马达、1 个步进胶泵、2 个东方交流电机、1 台雅马哈机器人、1 台JEL 晶圆搬运机器人、9 个SMC 气缸等[2]。
根据统计的输入量输出量以及程序量,选择三菱Q06 系列CPU,选用一个QD77MS16 总线定位模块来驱动10 个三菱伺服电机,选用两个QD75MS4脉冲定位模块来驱动4 个IAI 电缸、1 个匀胶高速电机、1 个汇川DD 马达、1 个步进胶泵,选用QJ71C24N 串口模块用于PLC 与JEL 晶圆搬运机器人通讯,选用4 个QH42P(32IN、32OUT)输入输出混合模块,选用Q64AD 模数转换模块实现对胶泵压力的控制。设备整体硬件架构图如下图4 所示。
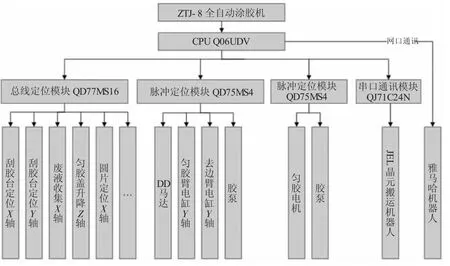
图4 整体硬件架构图
3 软件设计
控制系统使用三菱PLC 编程软件GXWorks2 的梯形图进行编写,人机交互使用三菱机交互软件GT Designer3 分别进行编写,雅马哈机器人程序使用雅马哈自带编写软件编写,整机动作流程如图5 所示。
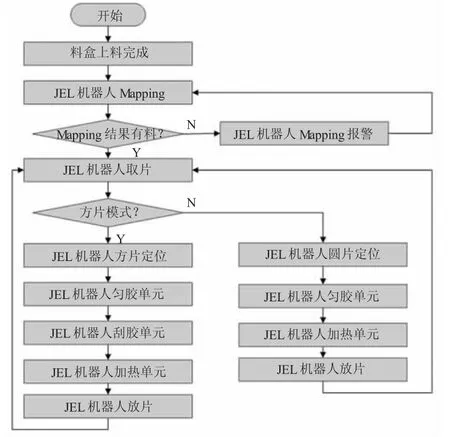
图5 整机动作流程图
4 匀胶工艺研究
晶圆表面滴胶完成后,需要将晶圆片快速旋转,使得片表面的光刻胶均匀分布,在加速过程中,匀胶电机的加速度直接影响匀胶效果,加速度的大小等于单位时间内速度的增量。若动点的速度v1经t 秒后变成v2,则其加速度可表示为:
三菱PLC 中设置的加速时间是伺服电机速度从零加速到最高速度限制值所用的时间,也就是说在PLC 中设定的加速时间只有在最高转速下才准确。但是在实际生产中匀胶电机的速度是要求在额定转速内任意切换的,所以想要准确控制匀胶电机的加速度,就要求只能用等比算法转换,让加速时间实际加速度相匹配。具体算法实例如下:

在相同加速度要求下,任意加速时间:
假设电机从静止开始加速,即V1=0,那么根据等比算法一定满足:
所以在以任意速度为速度最大值时,PLC 需要设定的实际加速时间为:
根据上述算法,就可以准确控制与验证加速时间的准确性。
5 结语
当前形势下,设备自动化生产已是主流趋势,本文主要介绍了如何通过PLC 控制机器人手臂,实现了模拟人手动作,达到了晶圆片刮边的工艺要求。设备投产后显著降低了失误率,提高了生产效率,减少人工成本,得到了客户的一致好评。
猜你喜欢
化工管理(2022年7期)2022-03-23
数学大王·低年级(2022年2期)2022-02-28
江苏卫生保健(2022年12期)2022-02-11
新材料产业(2021年5期)2021-10-29
新材料产业(2019年10期)2019-12-23
阅读(快乐英语中年级)(2019年12期)2019-09-10
老友(2019年5期)2019-05-26
小学生学习指导(低年级)(2019年3期)2019-04-22
童话世界(2018年11期)2018-05-28
股市动态分析(2017年41期)2017-11-01
