
煤储运装置控制系统改造
2020-04-25 13:01赵皓迟祖涛
今日自动化 2020年12期
关键词:控制系统
赵皓 迟祖涛

[摘 要]簡述某厂公用工程煤储运装置控制系统现状及问题,介绍输煤系统控制方案,分析了输煤系统停机问题和改造措施。
[关键词]煤储运;控制系统;停机和改造措施
[中图分类号]TM76 [文献标志码]A [文章编号]2095–6487(2020)12–00–02
[Abstract]This paper introduces the present situation and problems of coal storage and transportation equipment control system in public works of a certain plant, introduces the control scheme of coal transportation system, and analyzes the shutdown problem and transformation measures of coal transportation system.
[Keywords]coal storage and transportation; control system; shutdown and renovation measure
某厂的煤储运装置控制系统采用西门子S7-400H冗余PLC控制系统,包含1个主站,10个远程I/O子站,以及皮带输送机上的63套除尘控制器,网络系统庞大臃肿,现场环境恶劣,经常由于除尘控制单元故障,造成输煤主控制器瘫痪,输煤系统停运,严重威胁到全厂安全生产。针对煤储运系统的特点,合理制定输煤系统方案,对保证主装置安全稳定运行至关重要。
1 概述
1.1 工厂现状
某厂属于大型煤化工企业,煤储运装置提供厂内生产源料,占有重要地位。随着煤化工项目大型化和规模化发展,输煤系统需同时为锅炉装置提供燃料煤和煤气化装置提供原料煤,煤耗量大。
1.2 煤储运装置控制系统
某厂原有一套煤储运上料系统,采用西门子S7-400H冗余PLC控制系统,包括上料部分和除尘部分。上料部分远程I/O站采用西门子ET200系统,控制器和远程I/O站采用光纤Profibus DP总线通讯方式;除尘部分采用S7-200PLC进行控制,采用Profibus DP转光纤的方式作为一个I/O站接入到系统中。上位机由一台工程师站和一台操作员站组成,组态软件采用WINCC组态软件,每台上位机安装两块西门子CP1623专用以太网卡和PLC之间通讯。
1.3 改造意义
当输煤系统发生故障或异常时,锅炉系统和气化装置只能依靠其给煤煤仓内储煤来实现运转功能。如果不能在极短时间内消除输煤系统故障,将面临给煤煤仓枯竭而被迫停炉停机的危险局面,从而产生时间长、面积广的停产事故,造成极大的经济损失。
输煤系统正常运行也可以保障煤矿生产系统安全、正常运转。因为当输煤系统发生故障或异常时,煤矿生产系统在仓内煤炭储满后,只能选择其他方式运输煤炭,无法通过输煤系统进行煤炭输送,势必对煤矿生产造成影响,从而造成经济损失。
2 系统技术方案
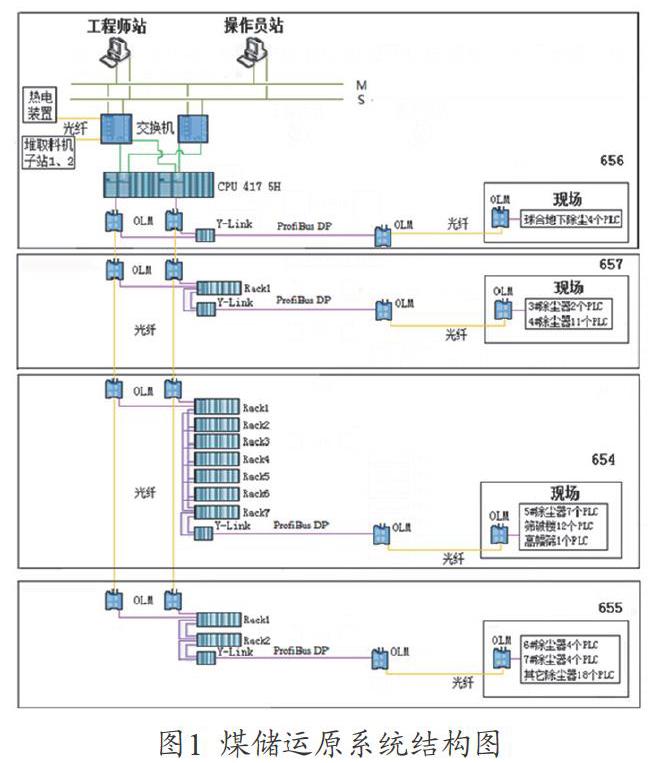
2.1 原系统结构
原煤储运控制系统中远程站包括654—657共4个单元子站(如图1所示),654单元子站由7套ET200站和20套S7-200系统组成,655单元子站由2套ET200站和26套S7-200系统组成,656单元子站由4套S7-200系统组成,657单元子站由1套ET200站、13套S7-200系统组成。
由于现场环境恶劣,部分S7-200控制系统或通讯单元损坏,造成了PLC主站与I/O通讯负荷过大,S7-400控制系统CPU出现死机的现象。为了保障上料系统稳定运行,利用大修期间对控制系统进行改造。
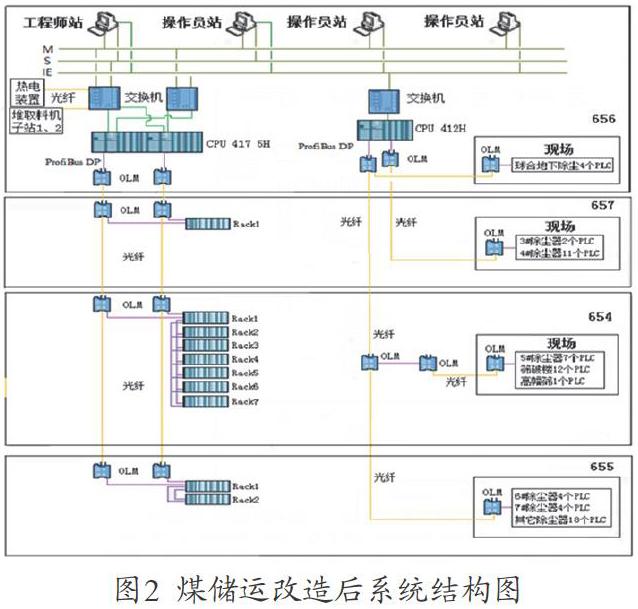
2.2 改造后系统结构
本次改造将原有S7-200除尘系统的通讯从上料系统中分离出来,独立组网,改造后系统结构图如图2所示。
新增除尘主控制器采用S7-412PLC,并采用单CPU处理器、单电源系统、单网络通信系统方式构成可靠的控制系统,新增除尘系统安装在控制室PLC控制柜内。上料系统ET200站保持不变,与原S7-400H组成独立控制系统。除尘控制系统的网络接入上料系统交换机中,上位机的画面保持不变,重新修改除尘部分的数据地址。因657单元除尘网络中,连接有3#皮带电子称重仪,为保证数据稳定传输,将657单元除尘网络单独连接到除尘CPU集成的DP口上。
原操作站有一台工程师站和一台操作员站,不便于操作人员监控画面,根据工艺要求,本次改造增加两台操作站,每台操作站安装一块CP1623以太网卡,分别与工业以太网交换机连接,操作站通过以太网与三套PLC进行通讯,实现对现场设备的监控。
3 改造前后控制系统比较
①改造前控制系统中,硬件组态如图3所示。
原系统硬件组态图中,网络结构有较高的复杂程度,根据以往CPU停机现象和日志分析,63个S7-200的通讯质量对于主线上料系统的正常运行有较大影响。
②改造后控制系统中,硬件组态如图4、5所示。
最下面一排为657单元的除尘控制器,其中第1个从站为4#转运站上实物校验装置的S7-300控制系统,因为该S7-300系统负责与就地3#皮带秤电子称重仪进行MODBUSASCII通讯。本次改造中,为进一步保证3#皮带秤电子称重仪的数据稳定传输,将657单元的除尘控制器单独连接到CPU集成的MPI/DP接口。
改造后控制系统中,对除尘程序进行了剥离,除尘系统作为主线上料的辅助系统,且数量较多,个别通讯中断或者硬件损坏,不应对主线输煤造成停机;经过分离硬件和软件,以及采取独立通讯,更进一步稳定了主线的运行。
4 结束语
工业自动化的发展趋势为分散控制和集中管理。在原系统中,过度的集中控制,对于系统的正常运行造成了一定影响。本次改造通过剥离除尘系统,使主线上料系统和除尘系统分别独立运行,保证工厂稳定生产运行,大大减少了非正常停车次数。
参考文献
[1] 范焕杰.给煤控制系统的技术改造与实现[J].产业与科技论坛,2015,14(22):50-52.
猜你喜欢
科技创新导报(2016年20期)2016-12-14
科技创新导报(2016年20期)2016-12-14
科学与财富(2016年26期)2016-12-01
科学与财富(2016年26期)2016-12-01
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01
