助磨剂对氧化铁矿石磨矿动力学行为的影响
2020-05-21 08:38谢冬冬侯英盖壮黄贵臣齐双飞徐冬林韩呈陈来保朱巨建
中南大学学报(自然科学版) 2020年2期
谢冬冬,侯英,盖壮,黄贵臣,齐双飞,徐冬林,韩呈,陈来保,朱巨建
(1.辽宁科技大学矿业工程学院,辽宁鞍山,114051;2.鞍钢集团鞍千矿业有限责任公司,辽宁鞍山,114051;3.鞍钢集团矿业公司,辽宁鞍山,114001;4.鞍钢集团弓长岭矿业公司,辽宁辽阳,111008;5.中钢集团安徽天源科技股份有限公司,安徽马鞍山,243000)
助磨剂是一种提高研磨效率的添加剂。关于助磨剂的助磨作用机理,主要有吸附降低表面能假说、吸附对近表面位错迁移、以降低矿浆黏度为主导的流变学理论及综合假说[1-3]。助磨剂在磨矿过程中的作用机理主要以两大学派为主导,即吸附降低硬度学说及以降低矿浆黏度为主导的流变学理论。吴明珠[4]认为助磨剂作用机理是上述两种作用效果的叠加,粗磨时,吸附降低硬度学说起主导作用,宜用降低硬度型药剂;细磨时,流变学理论占主导地位,宜用降低黏度型药剂,较理想的助磨剂应是既能降低硬度,又兼有降低矿浆黏度作用的药剂。李国峰等[5]研究了六偏磷酸钠、三聚磷酸钠、Z-164D 这3 种助磨剂对鲕状赤铁矿磨矿效率的影响;梁冰等[6]研究了柠檬酸对河北滦县某赤铁矿磨矿效率的影响;杨华明等[7]分析了六偏磷酸钠与滑石粉的表面作用及吸附特性;孙春宝等[8]研究了DY-1#、DY-2#、多聚磷酸钠、AMPC、马来酐、木质素磺酸盐和聚丙烯酸钠对大冶铁矿铜铁矿石磨矿效率的影响;谢志鹏等[9]研究了石灰、氢氧化钠、六偏磷酸钠、三聚磷酸钠、焦磷酸钠、硅酸钠、碳酸钠对湖北某磁铁矿矿石可磨性的影响;王泽红等[10]研究了聚丙烯酸钠对铝土矿磨矿效率的影响;蒋恒等[11]研究了六偏磷酸钠、三聚磷酸钠、柠檬酸钠、硅酸钠对攀西某稀土矿磨矿效率的影响;刘天洋等[12]研究了油酸、三聚磷酸钠、十二烷基硫酸钠对承德寿王铁矿磨矿效率的影响;徐冬林等[13]应用正交筛选试验设计方法筛选出对赤铁矿石起主要作用的助磨剂,分别为六偏磷酸钠、焦磷酸钠、氟硅酸钠、羧甲基纤维素钠(CMC)、NM-3、油酸钠、乙酸铵。国内外很多学者对助磨剂进行了研究,研究方法都是采用单一助磨剂进行条件试验,针对多种助磨剂协同作用方面的研究较少。本文作者研究六偏磷酸钠、焦磷酸钠、氟硅酸钠、CMC、NM-3、油酸钠和乙酸铵对氧化铁矿石的助磨效果,应用均匀试验设计方法进行助磨剂复配试验,找到添加助磨剂的最佳质量分数和配比,分析助磨剂对氧化铁矿石磨矿动力学行为的影响。
1 试验
1.1 试验矿样和试验药剂
本文采用的矿样取自鞍钢集团鞍千矿业有限责任公司,矿样为选矿厂具有代表性的球磨机给矿。应用PE250×100 型颚式破碎机、PE60×100 型颚式破碎机和Φ60×100 型辊式破碎机将样品闭路粉碎至粒径小于3.200 mm。为了使试验过程中每次加入物料的粒度组成尽可能保持一致,将原料筛分为4个粒级:[2.000,3.200)mm,[l.000,2.000)mm,[0.400,1.000)mm和[0,0.400)mm。矿样的粒度组成见图1。根据图1中各个粒级的分布情况可知,各个粒级物料的质量分数分别为9.03%,15.07%,25.01%和50.89%。
试验矿样的物相分析结果如表1所示。
从物相分析结果可以看出:主要铁矿物为磁铁矿、假象半假象赤铁矿和赤褐铁矿,分布率分别为65.63%,12.74%和12.45%,硅酸铁、碳酸铁质量分数较低。

图1 矿样的粒度组成Fig.1 Particle size composition of ore samples
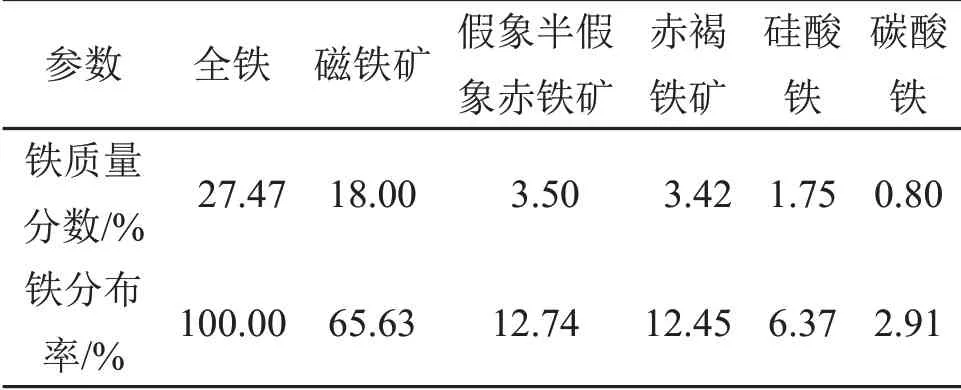
表1 矿样的物相分析Table1 Phase analysis of ore samples
试验药剂为:油酸钠,纯度≥97%;乙酸铵,分析纯;焦磷酸钠,分析纯;六偏磷酸钠,分析纯;羧甲基纤维素钠(CMC),黏度为:1 000~1 400 mPa·s,USP 级;氟硅酸钠,分析纯;均采购于上海阿拉丁生化科技股份有限公司。NM-3为有机助磨剂,取自弓长岭选矿厂。
1.2 试验设备和试验方法
磨矿试验采用武汉探矿机械厂生产的XMQФ240×90 型球磨机,充填率φ为22.36%,磨机转速n为100 r/min,磨机容积V为6.25 L。用电子天平称取矿样500.0 g,磨矿矿样质量分数为70%,用量筒量取214.0 mL水;先加入总水量的1/3,然后加入物料,再加入一定原矿质量分数的助磨剂,最后加入剩余水量;开启球磨机,到达设定的磨矿时间后停机,将磨矿产品从球磨机内倒出后应用筛子进行湿筛,筛后产品用干燥箱烘干,温度控制在100 ℃,烘干后称质量;计算产品中各个粒级的质量分数作为试验结果。
2 试验结果与讨论
2.1 助磨剂用量及配比试验结果与讨论
在磨矿质量浓度为70%,磨矿时间为3 min,添加NM-3、油酸钠、六偏磷酸钠、氟硅酸钠、乙酸铵和羧甲基纤维素钠(CMC)质量分数分别为0.05%,0.10%,0.20%,0.30%,0.40%和0.50%情况下进行磨矿试验,考察助磨剂质量分数对磨矿效果的影响,试验结果如图2所示。

图2 助磨剂质量分数对磨矿效果的影响Fig.2 Influence of grinding aids mass fractions on grinding
由图2可知:无机助磨剂中焦磷酸钠和乙酸铵的助磨效果较好,有机助磨剂中NM-3的助磨效果较好。添加NM-3的质量分数为0.3%、添加焦磷酸钠的质量分数为0.1%、添加乙酸铵的质量分数为0.2%时磨矿产品中粒径小于0.074 mm颗粒质量分数分别为65.62%,64.52%和63.64%。徐冬林等[14]应用均匀试验设计方法研究NM-3、焦磷酸钠和乙酸铵配比对氧化铁矿石助磨效果的影响,发现同时加入NM-3、乙酸铵和焦磷酸钠会恶化磨矿效果,加入NM-3 和乙酸铵或者NM-3 和焦磷酸钠会改善磨矿效果,加入NM-3和乙酸铵对氧化铁矿石的助磨效果要好于加入NM-3和焦磷酸钠的助磨效果。本文基于上述研究结果,论述NM-3和乙酸铵配比对氧化铁矿石磨矿效果的影响。
应用均匀试验设计方法研究NM-3和乙酸铵的最佳质量分数和配比,测定磨矿产品中粒径小于0.074 mm颗粒质量分数。添加NM-3和乙酸铵质量分数为0~0.5%,每隔0.02%取1个水平,选用U25(259)均匀表安排试验,试验结果如表2所示[15]。
SPSS(statistical product and service solutions)为“统计产品与服务解决方案”软件,是IBM公司推出的一系列用于统计学分析运算、数据挖掘、预测分析和决策支持任务的软件产品及相关服务的总称。针对上述试验数据应用SPSS19.0 对其进行回归分析,A,B,A2,B2和A×B为自变量(其中A和B分别为NM-3 和乙酸铵质量分数),粒径小于0.074 mm 颗粒质量分数Y为因变量,回归分析结果分别如表3和表4所示。
由表3可以看出:回归方程的显著性概率p=0,小于0.05,说明回归方程高度显著,可以由参与回归的因素对结果进行解释,建立回归方程。
由表4可以看出:所有回归分析因素的显著性概率都小于0.05,都为对Y起显著影响作用的因素。由此可以得Y与助磨剂用量之间的回归方程为

根据回归方程确定助磨剂与磨矿效果之间的关系如图3所示。
由图3可知,NM-3 和乙酸铵同时使用有最佳的用量范围,选取最佳用量范围的中心点,确定添加NM-3和乙酸铵的质量分数分别为原矿质量的0.30%和0.13%,磨矿产品中粒径小于0.074 mm颗粒质量分数大于68%,与不添加助磨剂相比,磨矿产品中粒径小于0.074 mm 颗粒质量分数提高幅度大于8%。
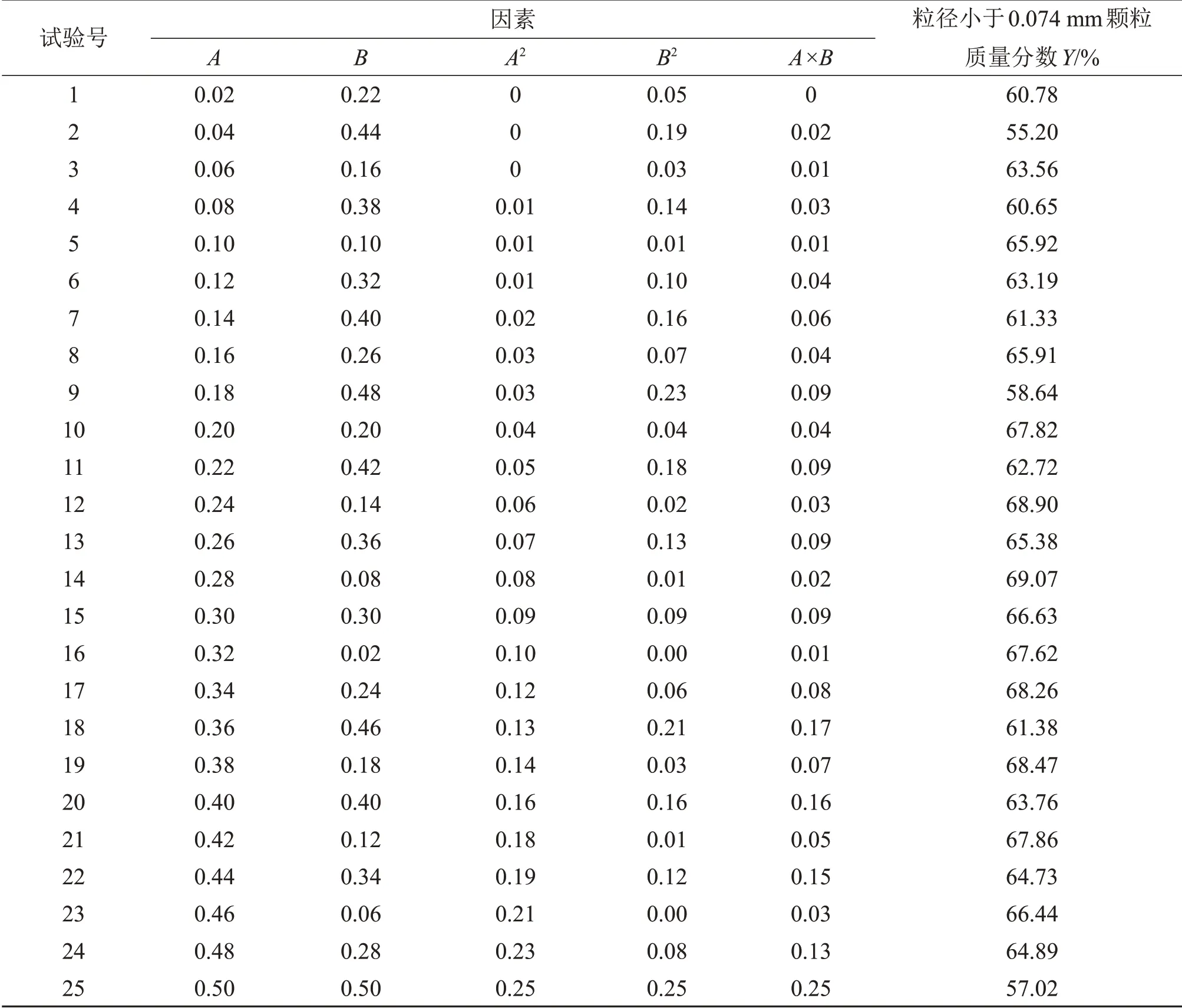
表2 U25(259)均匀表及试验数据Table2 U25(259)uniform table and test data

表3 均匀试验设计方差分析Table3 Anova of uniform design

表4 均匀试验设计回归系数Table4 Coefficients of uniform design
2.2 助磨剂对氧化铁矿石磨矿动力学的影响
磨矿动力学是指被磨物料的磨碎速率与磨矿时间的关系。假定磨矿速度(粗级别物料质量减少的速度)与该瞬间磨机中未磨好的粗粒级物料质量成正比[16],根据这个假设可以得出下列关系式:

式中:R为经过时间t后粗级别残留物的质量分数,%;t为磨矿时间,min;k为比例系数,决定于磨矿条件;负号表示粗级别物料减少。
在很多情况下,m阶动力学方程更符合实际情况:

式中:R0为被磨物料中粗级别的原始质量分数,在磨矿开始时,t=0,R=R0;m为磨矿动力学的阶数,当m=0 时称为0 阶动力学;当m=1 时称为一阶动力学。

图3 助磨剂对氧化铁矿石磨矿效果的影响Fig.3 Influence of grinding aids on grinding of oxidized iron ore
对磨矿动力学方程中的参数m和k分别求偏导数得:
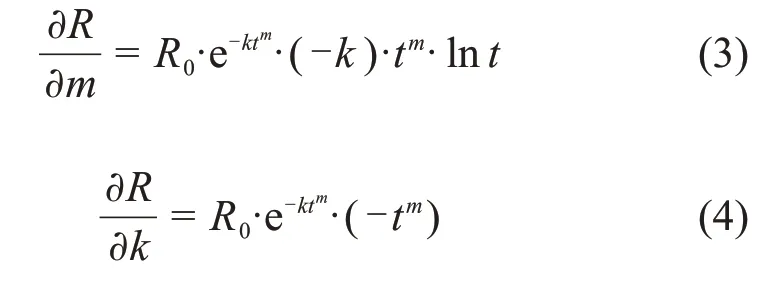
若参数m对R减少的影响大于k对R减少的影响,则:

由式(5)可得

上述分析说明:在t>>e1/k时,m对R减少的影响起主要作用,m越大,磨矿速度越快;在1≤t<<e1/k时,k对R减少的影响起主要的作用,k越大,磨矿速度越快,m越大,磨矿速度越快;在0<t<1时,k对R减少的影响起主要的作用,k越大,磨矿速度越快,m越小,磨矿速度越快,t=e1/k定义为磨矿特性分界时间[17]。
针对氧化铁矿石添加助磨剂NM-3和乙酸铵质量分数为0.30%和0.13%与不添加助磨剂的分批磨矿结果,应用回归分析的方法建立磨矿动力学方程[18],获得的磨矿动力学结果如表5所示。
由表5可知:[2.000,3.200)mm,[1.250,2.000)mm和[1.000,1.250)mm粒级的k添>k不添,同时m添<m不添,说明添加助磨剂的磨矿颗粒速度大于不添加助磨剂的磨矿速度。
试验中的磨矿时间为3 min,在粒径小于1.0 mm 各个粒级所对应的磨矿特性分界时间(e1/k)下,t<e1/k,k对R减少的影响起主要的作用,k越大,磨矿速度越快,k添>k不添,同样说明添加助磨剂的磨矿速度大于不添加助磨剂的磨矿速度。
考虑粒度d为[0.074~0.100)mm,不添加助磨剂的磨矿动力学参数k不添=0.198,e1/k不添=156.101 min,添加助磨剂的磨矿动力学参数k添=0.296,e1/k添=29.323 min,试验中的磨矿时间范围为3 min,可见磨矿时间t<<e1/k,k对R减少的影响起主要作用,k越大,R越小,R减少得越多,磨矿速度越快,磨矿效果越好。添加助磨剂的各个粒级的磨矿动力学参数k添都显著大于不添加助磨剂时的k不添,说明添加助磨剂的各个粒级的磨矿效果均好于不添加助磨剂的磨矿效果。
[2.0, 3.2)mm 粒 级 的k添比k不添大0.322;[0.038,0.056)mm 粒级的k添比k不添大0.097,随着粒度的减小,k添与k不添的差值逐渐减小。上述结果说明粒度越大,添加助磨剂与不添加助磨剂的磨矿速度差值越大,吴明珠[4]认为粗磨时,吸附降低硬度学说起主导作用,宜用降低硬度型药剂,添加NM-3和乙酸铵起到了降低硬度的效果。上述结果同时说明粒度越小,添加助磨剂与不添加助磨剂的磨矿速度差值逐渐减小,虽然差值逐渐减少,但添加助磨剂的各个粒级磨矿速度均比不添加助磨剂时的大,说明细磨时,流变学理论占主导地位,添加NM-3 和乙酸铵起到了降低黏度的作用。添加NM-3和乙酸铵既起到了降低物料硬度,又兼有降低矿浆黏度的作用。
侯英等[18-19]研究邦铺钼铜矿石和紫金山金铜矿石,考察高压辊磨和颚式破碎对产品磨矿速度的影响,发现高压辊磨产品粗粒级的磨矿速度显著高于颚式破碎产品粗粒级的磨矿速度,高压辊磨产品细粒级的磨矿速度等于颚式破碎产品细粒级的磨矿速度。不同粉碎方式只是影响粗粒级产品的磨矿速度,而本文获得的添加助磨剂后各个粒级的磨矿速度均高于不添加助磨剂的磨矿速度,说明添加复配助磨剂既降低粗粒级产品的强度,又改善矿浆流变性,增加细粒级产品的磨矿速度。

表5 不同粒级的磨矿动力学参数Table5 Grinding kinetic parameters of different particle size
3 结论
1)氧化铁矿石在添加NM-3 质量分数为0.3%、焦磷酸钠质量分数为0.1%、乙酸铵质量分数为0.2%时的磨矿效果较好,磨矿产品中粒径小于0.074 mm 颗粒质量分数分别为65.62%,64.52%和63.64%,相比不添加助磨剂时分别增加5.62%、4.52%和3.64%。
2)乙酸铵和NM-3共同使用助磨效果最好,添加乙酸铵和NM-3的最佳质量分数分别为0.13%和0.30%,磨矿产品中粒径小于0.074 mm颗粒的质量分数大于68%,与不添加助磨剂相比,磨矿产品中粒径小于0.074 mm颗粒的质量分数高8%以上。
3)磨矿动力学分析结果表明,添加乙酸铵和NM-3,既降低粗粒级产品的强度,又改善矿浆流变性,使得粗粒级和细粒级磨矿速度均显著高于不添加助磨剂的磨矿速度。
猜你喜欢
广西大学学报(自然科学版)(2022年2期)2022-07-06
中国环境科学(2022年3期)2022-03-29
科学技术创新(2021年22期)2021-08-16
中南大学学报(自然科学版)(2021年6期)2021-07-14
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
煤炭工程(2021年4期)2021-05-08
矿冶(2021年1期)2021-04-22
矿产保护与利用(2021年1期)2021-04-14
水泥工程(2020年3期)2020-10-28
矿冶(2020年2期)2020-05-06