
模具在线检测功能研究
2020-06-03 01:21许俊海李嘉荣洪炽杰广汽新能源汽车有限公司
锻造与冲压 2020年10期
文/许俊海,李嘉荣,洪炽杰·广汽新能源汽车有限公司
模具作为汽车冲压车间的重要组成部分,具有开发周期长、调试难度大、价格高等特点。在生产过程中,异物导致零件及模具压坏的问题多次发生,造成零件面品不良率居高不下。然而,汽车模具预防保全工作主要停留在人工检查、记录,无法及时发现模具品质等相关问题,存在一定的数据延迟。随着信息化建设的不断加强,越来越多的企业采用信息化手段,将传统的人工纸质粗放式管理转化为数字化精细管理,其中部分小型模具逐步实现在线检测。
为了提高调试效率,降低报废成本,本文主要介绍首次在大型覆盖件模具上进行在线检测,利用大数据的手段解决因异物等造成模具压伤、损坏等故障。
方案目标
本系统主要由高精度传感器(AE/UE 传感器,测量半径为200 ~300mm)、冲压控制系统、数据采集分析模块、报警显示系统组成,如图1 所示,应用于汽车模具冲孔、修边、整形等生产工序。
系统设定以下3 点基本技术目标。
⑴智能化。自动采集冲压过程中模具与零件特定区域的振动频率,分析信号后做出正确判断,检测成功率85%以上。
⑵高品质。生产过程实时监控,异常时及时止损,避免批量不良,不良率降低3%以上。
⑶高效率。在保证模具状态情况下,减少设备及模具保养频次,提升工作效率,减少人员劳动负荷。
测试流程
前期分析
选用问题出现频率高的模具后门内板进行验证,对问题多发位置及测量范围进行统计,拟定多个安装位置。同时采用CAE 分析可行性,最终确认传感器安装位置。安装位置确认原则:在满足测量功能前提下,不影响模具结构,提前规避干涉点,同时确保生产过程中,不造成其他影响。
安装调试
将高精度AE、UE 传感器安装至模具下模表面(图2),利用晶体元件的压电效应,将声发射波引起被检件表面振动转化为电压信号,通过数据采集模块将电压信号传至CPU,在系统中构建正常包络线;同时将该系统与压力机控制系统联调,通过采集压力机运行过程中的角度信号,触发高精度传感器开始检测,从而减少系统数据冗余;对一套模具采集100 次数据并分析验证(图3),最后输出标准包络线,当检测到的信号偏离标准包络曲线时,系统就会提示分选出次品冲压成形件或停机操作。
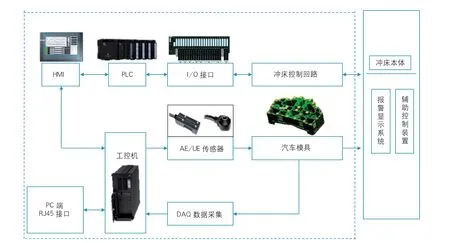
图1 模具在线检测系统图
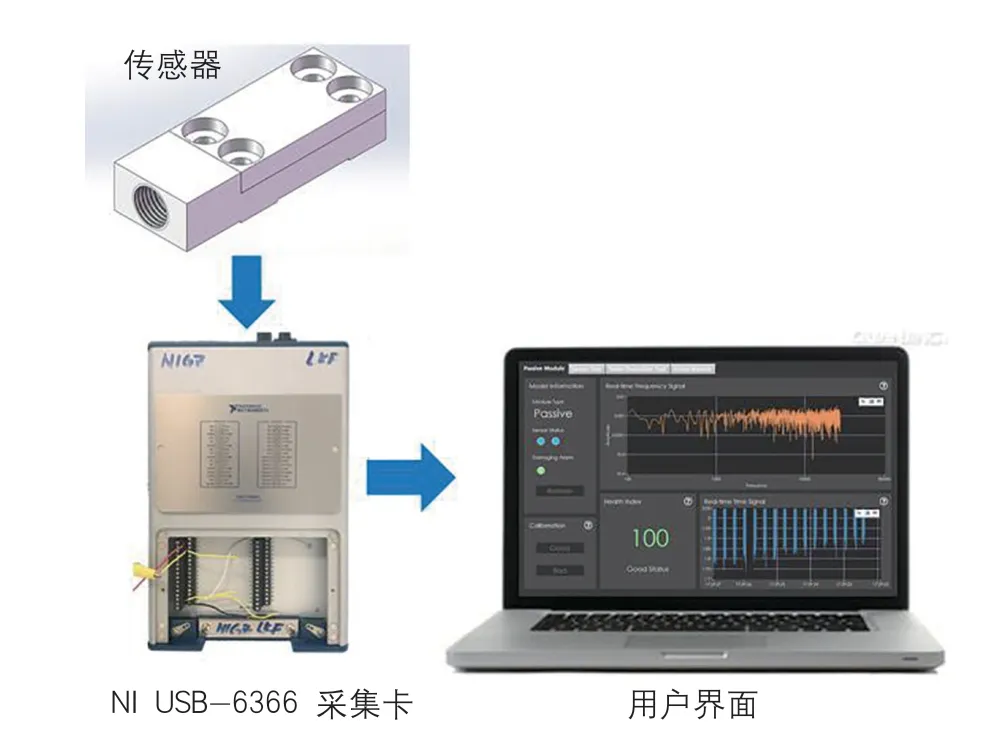
图2 传感器安装位置
以压力机单次冲压为一个循环,监控压力机单次冲压的振动信号,经过100 次自动学习及算法分析,建立生产过程监控的包络曲线。当实时监控曲线超出标准包络曲线后,将可能造成模具的重大异常,此时设备自行判断并自动停机。调试前,根据包络曲线颜色的亮度比例,操作人员可以对包络曲线进行最优化调整。

图3 数据采集
测试效果
在模具下模安装声压式传感器,将冲床运行速度设定为16SPM,装模高度设定为1196.8mm,模具在线监测系统的采样频率设定为51200Hz,压力机在循环运动过程中(滑块单次循环为0°至360°),上下模刚开始接触受力的阶段,即滑块在167°~180°之间,采集模具与零件之间的振动量变化,自动输出振动曲线如图4 所示。

图4 现场监控测量振动曲线
从图4 中观察到冲击部分信号有较多的“毛刺”,即高频成分。为了更好地显示结果,我们将采集到的曲线根据角度进行筛选,同时对过滤后的信号进行去高频处理。得到加窗处理后曲线,其中红色曲线为检测异常曲线,蓝色曲线为正常曲线,如图5、图6 所示;根据多次测试,建立标准曲线包络图。
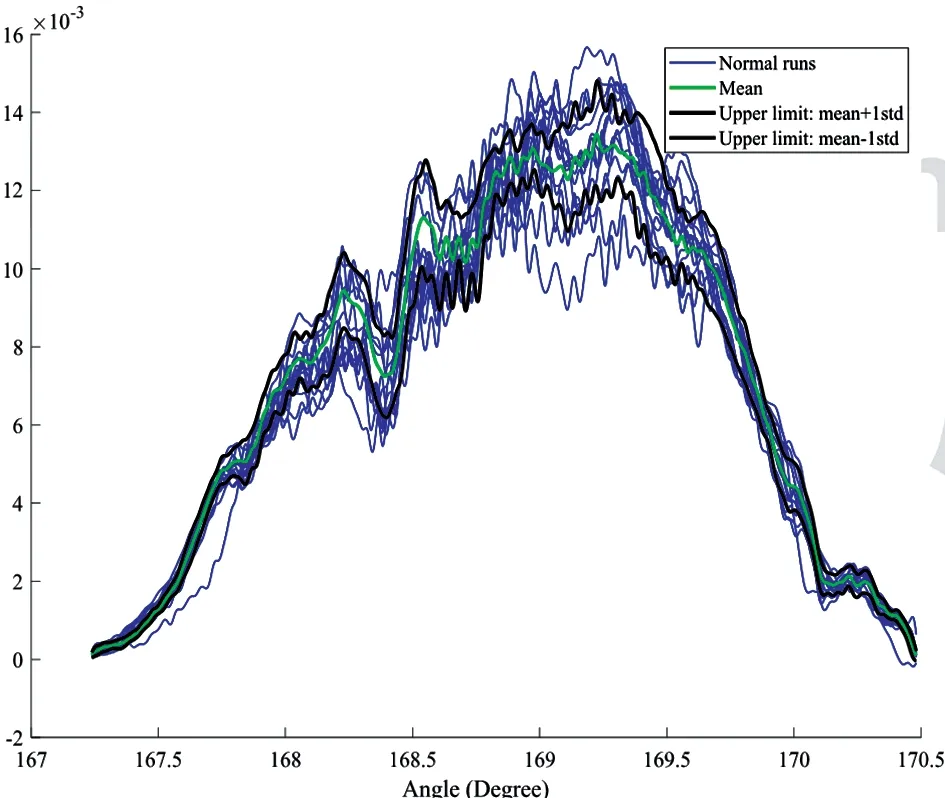
图5 正常包络图(无异物)
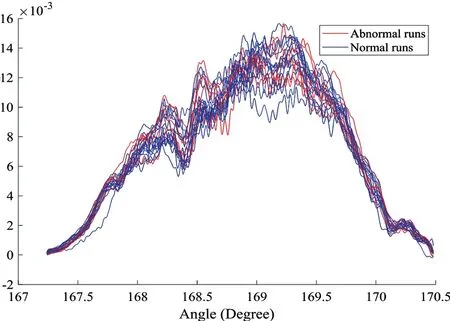
图6 异常包络图(有异物)
正常情况下,振动曲线波动量在包络曲线范围内,若检测有异物,冲压过程中,振动波动量会增大,从而超出包络曲线;取金属异物在不同位置的异常工况数据进行对比,异常工况的数据部分跳出包络线范围。生产检测过程优化如图7 所示。
为了检测零件压痕、压伤、毛刺、带起等问题,分别使用毛绒线、纸屑、金属废料等进行测试,均能正常判断异常,整体检测成功率为85%,如表1 所示。
技术验证风险
异物损坏模具
异物放置于零件表面,冲压时容易造成模具损坏;为预防模具损坏风险,需对测试点进行分析,采取风险点较低的位置;测试验证后,对该模具该位置状态进行检查跟踪。
检测器脱落
为了防止检测器脱落造成模具压坏,检测器避免安装于上模,同时,安装固定支架固定检测器于下模,避开干涉位置。
结束语
本文提出的模具在线检测系统,经过实际项目验证,运行稳定且高效,减少模具故障率,同时大大降低了零件不良率,该系统的研究符合模具现代化和智能化发展的要求,在线监控将会是智能化设备的必备 功能,也会是模具智能化的重要突破。
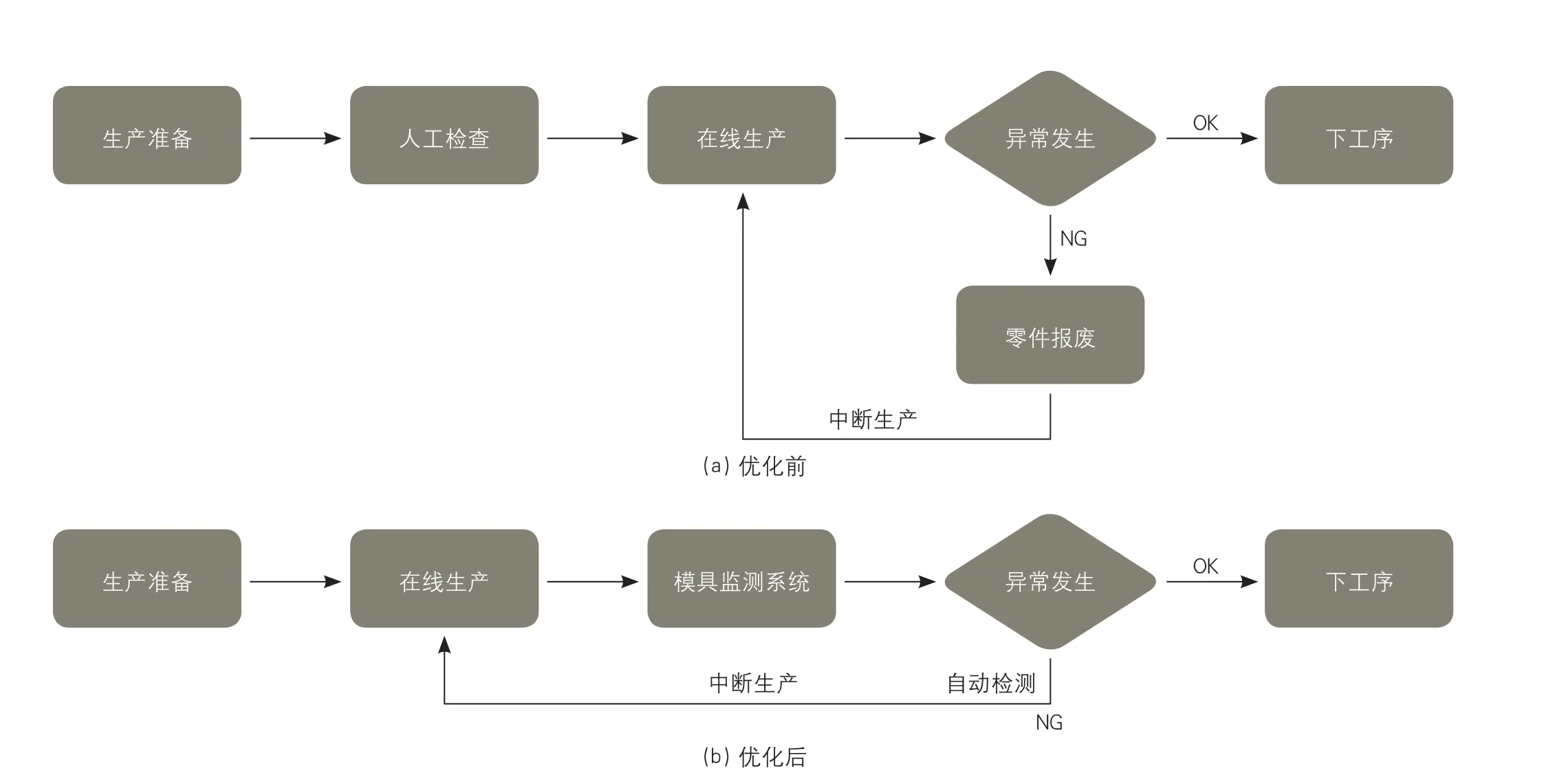
图7 生产检测过程优化

表1 测量验证记录表
猜你喜欢
锻压装备与制造技术(2022年4期)2022-09-14
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
中老年保健(2021年9期)2021-08-24
小雪花·成长指南(2021年6期)2021-08-18
文萃报·周二版(2018年22期)2018-09-18
中国科技纵横(2015年4期)2015-04-14
中华急诊医学杂志(2006年10期)2006-10-24
