
对南派酱油原料预处理工艺优化提升的研究
2020-06-08 15:39符姜燕侯冶海赵颖易九龙李子彤
现代食品·上 2020年4期
符姜燕 侯冶海 赵颖 易九龙 李子彤


摘 要:南派酱油主要原料为豆粕,本文确定了豆粕前处理的工艺参数,在1.0 MPa的压力下,干蒸4 min后排气,在蒸汽排尽的同时,向蒸煮锅内通入10 ℃的0.1 mol·L-1的碱液;豆粕经过前处理后,使得熟料的消化率达到92.56%,采用处理后的豆粕发酵的天然酱油,氨基酸态氮均值为1.08 g/100 mL,全氮均值为1.52 g/100 mL,与未经前处理豆粕发酵的酱油相比,分别提升10.2%与6.2%。将该技术应用于南派酱油的酿造,可提升酱油品质。
关键词:豆粕干蒸;蛋白质变性;熟料消化率;原料利用率
Abstract:The main raw material of Nanpai soy sauce is soybean meal. In this paper, the process parameters of soybean meal pretreatment are determined. Under the pressure of 1.0 MPa, dry steam for 4 min, exhaust, and while the steam is exhausted, pass 0.1 mol·L-1 of 10 ℃ into the cooking pot. The alkaline solution of L and soybean meal undergoes pre-treatment, so that the digestibility of clinker reaches 92.56%. Using the natural oil fermented from the treated soybean meal, the average amino acid nitrogen is 1.08 g/100 mL, and the total nitrogen is 1.52 g/100 mL, and Compared with the soy sauce fermented without pretreatment, soybean meal increased by 10.2% and 6.2% respectively. The technology is applied to the brewing of Nanpai soy sauce, which can improve the quality of soy sauce.
Key words:Soybean meal; Protein denaturation; Clinker digestibility; Raw material utilization
醬油是调味品中需求稳定且增速可观的品类,过去5年行业CAGR接近20%,预计未来三年行业增速仍能保持在10%左右[1-3]。近年来,随着大豆原材料的转基因、供求、成本等问题[4],越来越多的企业选用蛋白质含量更高、全氮利用率较高且价格较低的豆粕作为酱油生产的蛋白质原料[5]。因此,不断优化豆粕蒸煮生产工艺,提升原料利用率,降低生产本,获得氨基酸态氮含量较高、鲜味十足的酱油是我国酱油生产企业需不断探索研究的课题。
豆粕是大豆经过适当的热处理(一般低于100 ℃),调节其水分至8%~9%,轧扁,然后加入有机溶剂浸泡或喷淋,使其中油脂被提取[6-8],再去除豆粕中溶剂(或用烘干法)得到。豆粕中蛋白质含量高,约为大豆全氮含量的1.2倍,而豆粕价格比大豆便宜,含脂肪低,水分少,易破碎,其他成分与大豆相同[9]。酱油生产的主要蛋白质原料自古以来是大豆,是由于豆粕蒸煮较难,难以得到均匀的蒸豆。同时制曲质量不稳定[10],易污染杂菌,发酵不完全,残糖高。后来由于蒸煮缸尤其是旋转罐的使用,得到成熟均匀一致的熟豆,可以制得优质的豆粕曲。发酵方面,也阐明了微生物的作用规律,适时添加有益微生物,即可得到质量稳定的酱醪,故豆粕逐渐成为酱油生产的主料。
豆粕的原料处理方法是浸渍后的蒸煮。蒸煮在酿造工程中是非常重要的工序,是酱油生产原料处理的核心。豆粕蒸煮预处理的目的是将豆粕中的蛋白质进行适度变性,适度变性的蛋白质易于被米曲霉生长繁殖所利用,而未变性或过度变性的蛋白质均不易被蛋白酶所分解,从而降低蛋白质的利用率。同时,未煮熟的蛋白质在酱油经稀释或加热后会产生浑浊物质。故蒸煮是否适度、蒸煮后熟料消化率的高低对酱油制酱和原料利用率影响极为明显[11],不容忽视。
本文运用现代生物工程与物理技术,通过干蒸后润水形成负压,加速豆粕吸收,使豆粕在短时间内吸入更多的水分,提升蒸煮速率与原料消化率,同时在润水所用的自来水中添加食用碱,从分子结构角度出发,使大豆蛋白质高度压缩的结构松散开,促进蛋白质的适度变性,从而提升豆粕熟料消化率。
1 材料和方法
1.1 材料
酿造酱油生产原料:豆粕、炒麦粉、麸皮、食盐、食用碱从市场采购;沪酿3.042米曲霉菌种:由广东美味鲜调味食品有限公司提供。
1.2 主要设备
超净工作台;培养箱;种曲机;NK式旋转蒸煮锅;发酵池;60 m?发酵罐。
1.3 试验方法
1.3.1 豆粕干蒸工艺参数的研究
通过改变干蒸时间、自来水温度来探讨不同的干蒸工艺对熟料感官和消化率的改善效果。将适量豆粕原料装入蒸煮锅内,盖好蒸煮锅锅盖,排出蒸煮锅内冷空气后,通入蒸汽升压至1.0 MPa,干蒸若干分钟。干蒸结束后,打开排气阀,在锅内蒸汽即将排空时,向蒸煮锅内通入自来水。干蒸时间分别设定为:1、2、3、4 min和5 min。在确定干蒸时间之后,尝试调整自来水温度,将自来水温度分别设定为:25、20、15、10 ℃和5 ℃。
1.3.2 食用碱添加工艺的研究
通过改变食用碱添加浓度来探讨不同的食用碱添加浓度对熟料消化率的改善效果。将适量豆粕原料装入蒸煮锅内,盖好蒸煮锅锅盖,排出蒸煮锅内冷空气后,通入蒸汽升压至1.0 MPa,干蒸4 min。干蒸结束后,打开排气阀,在锅内蒸汽即将排空时,向蒸煮锅内通入10 ℃不同浓度的食用碱水。碱浓度分别设定为:0.05、0.10、0.50、0.75 mol·L-1和1.00 mol·L-1。
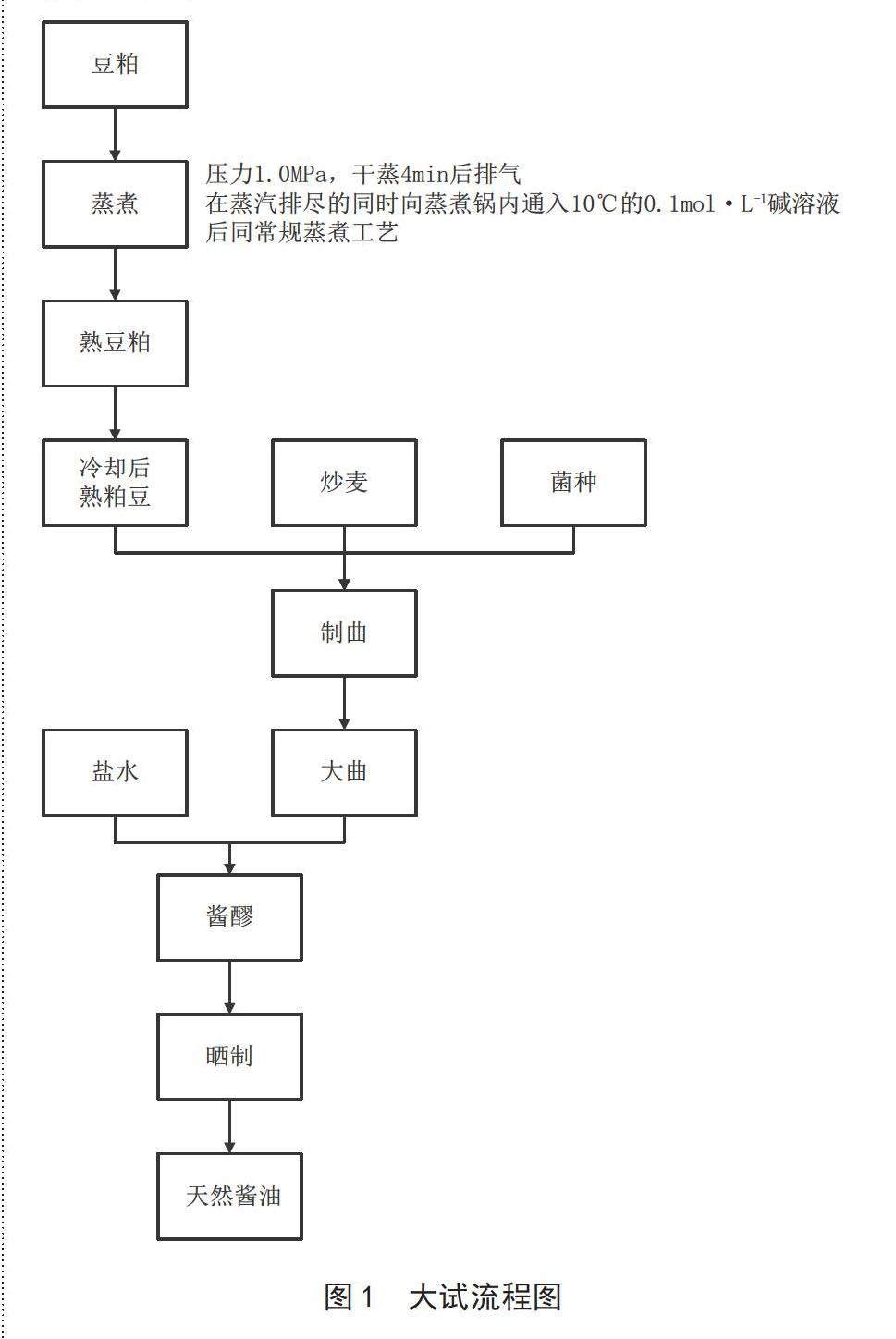
1.3.3 豆粕前处理工艺在大试生产中的应用
大试验证中,以熟豆粕消化率、N性物质、大曲蛋白酶活和天然油理化为主要判定指标,大试流程图如图1所示。
2 结果与分析
2.1 豆粕干蒸工艺参数的研究
保持其他工艺参数不变,通过改变干蒸时间,得表1。通过干蒸后通入自来水的工艺,使水蒸气冷凝后锅内形成负压,加速豆粕吸水,使豆粕在短时间内吸水更多,从而提升豆粕熟料消化率。由表1结果可知,当干蒸时间为4 min时,熟料消化率可达86.32%,且熟料感官良好,易于制曲。当将干蒸时间增加至5 min时,熟料感官及消化率并未见明显提升。故将干蒸时间设定为4 min。
保持其他工艺参数不变(干蒸压力1.0 MPa,干蒸时间4 min),通过改变自来水温度,得出表2。自来水在温度较低的条件下更易形成负压。由表2结果可知,当自来水温度为10 ℃时,熟料消化率可进一步提升至90.96%,且熟料感官良好。但水温降至5 ℃时,消化率未有明显提升,同时考虑能耗成本,故将自来水温度设定为10 ℃。
2.2 食用碱添加工艺的研究
保持其他工艺参数不变,通过改变食用碱浓度,得表3。通过在润水的自来水中添加食用碱,使蛋白质高度压缩的紧密结构松散开,从而提升豆粕熟料消化率。由表3知,当碱浓度为0.10 mol·L-1时,熟料消化率可达93.89%,比未添加食用碱提升了3%。随着碱浓度的继续增大可导致蛋白质过度变性,使熟料消化率下降,因此,添加食用碱的最佳浓度为0.10 mol·L-1。
2.3 豆粕前处理工艺在大试生产中的应用
由表4可知,试验组的5个样品的熟料消化率在91.56%~94.65%,均值92.56%,比对照组提升了5.2%。同时,试验组熟料制得的大曲蛋白酶活力均>2 000 U·g-1,明显高于对照组。试验组水分均值48%,且无N性检出,熟料整体情况较好。
由表5可知,试验组天然酱油核心理化指标氨基酸态氮、全氮与对照组相比,均有提升,氨基酸态氮均值为1.08 g/100 mL,全氮均值为1.52 g/100 mL,与对照组相比分别提升10.2%与6.2%。
3 结论
南派酱油主要原料为豆粕,豆粕经过前处理后,蛋白质原料消化率可提升10%左右,原料利用率可提升15%左右,既节约了成产成本,又提升了酱油品质,对提高企业盈利具有积极的意义。若将该项技术向全省及全国调味品领域推广,每年潜在的经济效益相当显著。此外,通过本文研究,可提高我省调味品加工企业科学技术与自主创新的能力,并在行业内形成良好的示范带动效应,有利于广东省乃至全国食品工业的健康平稳发展,具有极大的社会意义。
参考文献:
[1]杨一兵,李雄辉.膨化豆粕在低盐固态酱油生产中的应用[J].江苏调味副食品,1998(1):9-11.
[2]武世敏.低温挤压豆粕面粉混合物酿造酱油的研究[D].淄博:山东理工大学,2015.
[3]何媛媛,白兴达,李 媛,等.挤压豆粕发酵工艺参数对酱油全氮利用率的影响[J].中国调味品,2015,40(9):12-15,25.
[4]竹田良作,壶井明彦,夏友书.酱油酿造中大豆和豆粕的比较[J].中国调味品,1989(11):31-32.
[5]张 妍,范志军.高盐稀态发酵酱油生产工艺及危害分析[J].中国调味品,2008(4):67-70.
[6]倪海晴.提高酱油大曲酶活和改善酱油发酵效果的研究[D].无锡:江南大学,2010.
[7]劉剑飞.高活性发酵豆粕生产菌株筛选及其最佳发酵条件的研究[D].南昌:南昌大学,2011.
[8]刘晓玉.从酱油原料的选择谈发展大豆生产的必要性[J].中国调味品,1985(2):10-13.
[9]周亚男,李志江,陈羽红,等.豆粕豆酱制曲和发酵工艺参数研究[J].黑龙江科技信息,2016(2):227-228.
[10]林立革,张树友,高德荣,等.加强酱油原材料使用科学性提高原料利用率[J].中国调味品,1999(5):9-10.
[11]刘 钧,张淑伟,乔 敏,等.豆粕中蛋白质测定不同消化方法探讨[J].中国调味品,1998(3):27-28.
