钛合金Ti-6Al-4V切削仿真温度分析
2020-06-11 00:39刘慧磊
科技创新导报 2020年5期
刘慧磊

摘 要:采用单一变量法,设置不同的切削速度和进给量,将三维切削过程合理转化为二维平面切削,来分析切削区温度场变化。从仿真云图和温度曲线图中得出随着切削速度的增加,车刀和切削层的挤压越强烈,产生的塑性功和切削热也就越多,使切削区温度不断升高,且增长趋势逐渐增大。随着进给量的增加,切削温度不断上升,相对于进给量,切削速度对温度影响更大,在实际生产中可以通过优先改变切削速度来控制切削区温度。
关键词:切削参数 有限元仿真 钛合金Ti-6Al-4V
中图分类号:TH164 文献标识码:A 文章编号:1674-098X(2020)02(b)-0096-03
钛合金Ti-6Al-4V强度高,耐腐蚀,常用于航空航天制造业,但是热导率低,约为铁的1/5。传统的切削试验中,钛合金的切削速度较低,多为50m/min以下[1],因此,对钛合金不同速度下的切削仿真模拟就显得尤为重要。
本文采用单一变量法,设置不同的切削速度和进给量,来分析切削区溫度场变化,为选择合适的切削用量和实际生产加工提供参考依据。
1 有限元仿真模型建立
在实际生产加工过程中,影响工件加工误差的因素很多如:尺寸精度和已加工表面完整性,包括切削用量、刀具几何参数、材料,装夹和工艺等等。因此,金属切削加工有限元仿真,是一个非常繁杂的热力耦合分析过程,所以,为了提高有限元仿真的效率,需要对切削过程进行合理的简化。本文采用自由正交切削,将三维切削过程转化为二维平面切削,其中切削仿真中的水平力和真实车削中车床的沿Z轴的分力相近,仿真中的竖直力和车床沿X轴的分力相近,在二维车削仿真中只有水平分力和竖直分力,无第三方力,这是对三维切削过程的简化[2],如图1所示,Ti-6Al-4V的化学成分见表1,物理参数见表2,切削加工方案见表3,仿真中切削刀具采用细晶型硬质合金刀具YG6X,其前角5°,后角7°,刃倾角0°。
1.1 材料本构模型
在干硬切削过程中,工件首先进行弹性变形,然后进行塑性变形,并伴随着材料的失效和破裂,因此,选择合适的材料失效模型对仿真的准确度有着重要作用,本文选择Johnson-Cook本构模型,该模型是一个以经验为主的本构模型,主要应用于大应变、高应变率、高温变形的材料,也可应用于各种晶体结构,在温度从室温到材料熔点温度范围内都是有效的,并且可以反映应变硬化效应、应变率效应与温度效应对材料流动应力的影响,特别适合用来模拟高应变率下的金属材料[3],具体表达式见下式(1):
2 仿真分析
根据建立的有限元仿真模型,将相关材料参数,刀具参数,切削参数输入到ABAQUS数值模拟软件中,得到不同试验参数下的温度场云图(见图2,图3)。
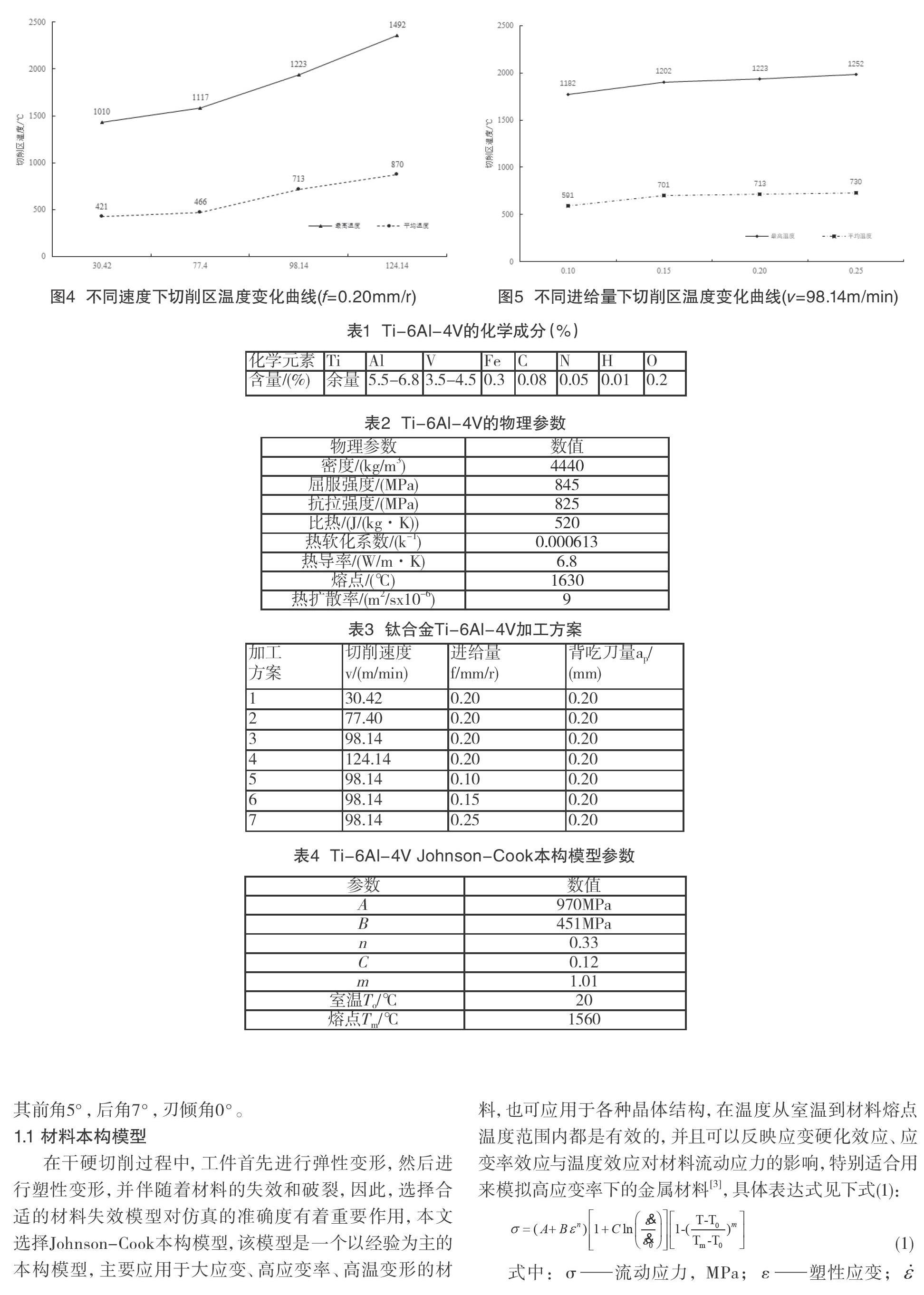
从仿真云图和温度曲线图(见图4,图5),可以看出,随着切削速度的增加,前刀面与工件的挤压程度越深,产生的塑性功和切削热更多,引起切削区温度升高,并且增长趋势越明显,但温度并未超过材料的熔点。进给量增加时,切削区温度增长不明显,这说明,切削速度对温度的影响更大。
3 结语
采用单一变量法对不同切削速度和进给量下的切削过程进行了数值模拟,得出,随着切削速度的增加,车刀和切削层的挤压越强烈,产生的塑性功和切削热也就越多,传热层厚度也在增加,切削区温度也不断升高,增长趋势越加明显,其中刀尖附近和前刀面与切屑的接触区温度较高。
随着进给量的增加,切削温度也在不断上升,相对于进给量,切削速度对温度作用更大,因此,在实际生产中可以通过优先改变切削速度来达到控制切削区温度的目的。
参考文献
[1] 张松,李斌训,李取浩,等.切削过程有限元仿真研究进展[J].航空制造技术,2019,62(13):14-28.
[2] 丁源. ABAQUS 2018有限元分析从入门到精通[M].北京:清华大学出版社,2019.
[3] Johnson G R, Cook W H. Fracture character theistic of three metals subjected to various strains strain rates, temperatures and pressures[J]. Engineering fracture mechanics, 1985, 21(3): 31-48.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
机械设计与制造(2020年10期)2020-10-21
新教育论坛(2019年27期)2019-09-10
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
轴承(2014年9期)2014-07-24
制造技术与机床(2014年5期)2014-04-27
制造技术与机床(2010年2期)2010-08-07
三峡大学学报(自然科学版)(2010年6期)2010-05-15