浅谈IFV气化器监造注意事项
2020-06-15 06:58陆帅范广森王常青南京三方化工设备监理有限公司江苏南京210023
化工管理 2020年14期
陆帅 范广森 王常青(南京三方化工设备监理有限公司,江苏南京210023)
0 引言
中间流体式气化器是以海水为热源,丙烷为中间换热介质,将高压LNG 进行气化的装置,是LNG 接收站的关键核心设备[1];其工作原理是以海水或近邻工厂的热水作为热源,用此热源去加热中间介质(丙烷)使其气化,再用丙烷蒸气去加热气化LNG。该气化器由三部分组成:①海水(或其他热源流体)和丙烷换热部分;②丙烷和LNG 换热部分;③天然气过热部分,即用海水对LNG气化后的NG(气体天然气)再次加热。这种气化器解决了海水(或其他热源流体)的冰点问题,在海上浮动储存与气化、循环加热、冷能发电等得到广泛的应用[2]。近年来随着IFV 气化器国产化进程的发展,我国部分企业在IFV 气化器研发创新和制造方面取得了长足的进步发展,但由于设备结构复杂,材料特殊,制造难度大,过程控制和检验存在较大难度。
1 设备工艺以及结构特征
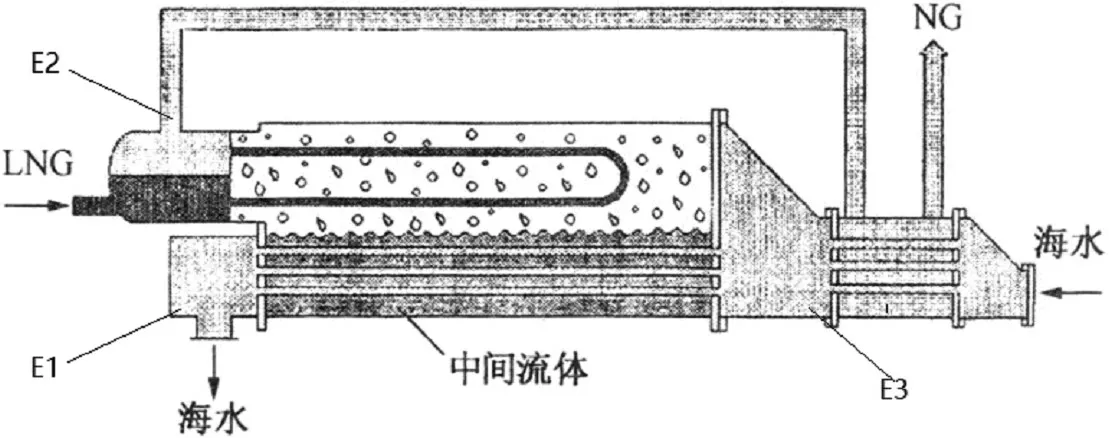
图1 IFV气化器主要结构
如图1所示,IFV气化器主要由3组管程和2组壳程组合而成,按照管程对每段分别定义为E1换热器、E2换热器、E3换热器。其中E1和E3管程的介质为海水,E1和E2公用壳程的介质为丙烷,E3壳程和E2管程介质分别为LNG/NG。
LNG 在常压下沸点温度为-162℃,丙烷在常压下沸点为-42.09℃,且均为易燃易爆介质,属于《容规》中的第Ⅰ类介质,且使用工况属于低温工况,应注意对设备材料、焊材的特殊要求,以及标准中对焊接和制造工艺中的特殊要求。。
2 材料要求
按上文中的结构描述,与低温LNG介质相接触的材料需有良好的抗低温能力,SS304不锈钢材料作为奥氏体不锈钢,具有良好的低温下强度和机械性能,其使用温度范围-196~800℃,常被用于各种低温工况下,能保持性能稳定。低温冲击试验是衡量低温性能的一个重要指标,SS304的性能指标见下表:

表1 SS304材料性能参数
同样的,对于于与丙烷介质相接处的材料,应选取适用于-40℃左右的低温钢材料,一般可选用的材料有16MnDR,15Mn⁃NiDR,09MnNiDR 等。以16MnDR 板材材料为例,需按标准GB3531-2014标准以及设计要求验证其性能指标,应满足下表要求:

表2 16MnDR材料性能参数
由于海水中存在较多悬浮物,容易对材料产生磨蚀,而钛材可以有效抵抗化学腐蚀、微生物腐蚀和海水点蚀,高等级的钛材更有良好的耐磨蚀性能,和抵抗70℃以下的海水缝隙腐蚀能力[3];故而与海水接触的介质材料优先选用钛(比如换热管SB338 GR2、板材SB265 Gr2等),其性能指标如下:

表3 钛材的性能参数
此外,材料相关性能应还应符合相应项目的技术要求中引用的材料标准以及相关的技术条款。
3 焊接工艺评定的编制
由于涉及到低温材料以及特材焊接,应根据NB/T47014-2011的要求进行相关焊接工艺评定,以确保实际产品焊接工艺的正确性和实际产品焊缝的实用性。按照PWPS(预焊接工艺规程)进行焊接工艺评定试板的焊接作业,控制其焊接电流、焊接电压、焊接速度,保证其热输入量在合理范围内。低温钢焊接后应进行消应力热处理,以保证焊接接头的优良性能。工艺评定焊接试板应进行RT 探伤,确认RT 合格后,按照NB/T47014-2011中第6.4条要求在焊接工艺评定试板上进行取样,并按标准进行拉伸试验、弯曲试验以及相应温度的低温冲击试验,其性能数据应不低于前述表格中的要求。
确认焊接评定试验合格后,对试样进行整理并保存不少于5年,根据PWPS和试验结果编制WPS及PQR(焊接工艺评定),WPS作为进行设备焊接工作的依据。在进行监理工作时,应在设备制造前审核厂方编制的焊接WPS 和PQR,确认内容满足要求。
4 钛材焊接和贴条
空气中的氮、氧和氢元素对钛材的焊接不利,氮元素和氧元素容易导致钛刚度和强度增加,抗变形能力增加,塑性和韧性下降;氢元素导致焊缝金属冲击韧性下降,氢化物也容易导致焊接接头的脆性。故而一般采用氩弧焊,在焊接过程中应全程使用浓度不低于99.99%的氩气进行保护,直至焊缝熔池冷却。对于钛材的焊材,应根据钛母材进行选择,一般采用与母材同级别或者稍高级别的焊材。
此外,由于普通车间空气中往往存在大量的铁离子,容易在焊接过程中产生铁离子的渗入问题,会在使用过程中产生材料点蚀而导致失效。所以钛材的焊接作业应在洁净空间内进行作业,在焊接前对焊接区域进行清洁,可采用酒精或者乙醚对焊接区域擦拭清洗,并采用蓝点试液检查焊接区域是否还存在铁离子污染。对于空气质量检测采用菲绕啉检查,在作业空间周围放置湿润的菲绕啉试纸且不低于20点,放置时间不少于8 小时,如超有过两个点试纸变成橘红色则表示环境不适合钛材的焊接,需要重新进行清理。
由于钛和不锈钢或者低温钢之间不具可焊性,换热管和复合管板(锻件爆炸复合钛板)采用角接形式:钛复层之间采用垫条+盖板焊接角焊缝的形式连接(见下图),避免和基层金属直接接触。其中垫板要求安装后基本与复层平齐,既不能高出太多影响到盖板的安装后与复层上产生间隙,也不能安装过低而与盖板之间产生间隙,控制偏差在±0.5mm范围;当间隙存在时,在内压试验过程中由于间隙导致盖板受压产生变形,容易因焊缝强度不足导致开裂。

图2 角焊缝钛层连接形式

图3 纵环焊缝钛层连接形式
5 消应力热处理
由于纯钛在的加工硬度效应明显,会导致内部应力升高,为避免在使用过程中由于内应力存在引起的开裂失效,在材料冷成型后(内衬筒卷制、翻边成型等)应进行消应力退火处理。但是过高的温度会引起材料晶粒增长,温度不足又起不到消除应力的作用,因此优选退火温度在钛的再结晶温度之下(纯钛的再结晶温度在550~650℃之间),保温时间根据材料的厚度进行计算,但不应导致晶粒继续增长。
6 压力试验
在最终压力试验之前,钛盖板焊接部位应先进行泄漏性检查,以确认钛角焊缝的焊接质量,通常采用从基层检漏孔通入检测气体,由于钛焊缝强度不高,且通道空间小,通入气体压力不能过高,以免引起盖板鼓起导致焊缝开裂。可以从外侧检漏孔通入适当的氨气,在贴条部位贴湿润的酚酞试纸进行检测,保压足够时间后,试纸未变红则可判定焊缝质量合格。
由于IFV 气化器为多腔换热器,且不同换热组件之间存在串联,故而压力试验需要考虑多重腔体串联进行,根据图1中结构所示,可考虑按下述串联试验:E2管程+E3壳程+两者之间的连通管串联压力试验;E1管程+E3管程串联压力试验;E1、E2壳程单独压力试验。
水压试验按照GB/T150.4-2011 中第11 条按程序进行压力试验,试验压力下保压时间不低于30min,再降至设计压力并保压一段时间后,检查无泄漏、无渗水、无异常声响、无可见变形为合格。水压试验用水应为清洁水源,水压前检测氯离子含量不超过25ppm。
水压试验后,排净试验用水,并在原腔进行泄漏性试验,从检漏嘴以及密封面、焊缝部位进行检测。试验方法按照HG/T20584-2011 附录B 进行,采用吸枪法检测,设定报警值为1×10-6Pa.m3/s,过程检测中如未超出报警值且无明显显示数值变化,则表示合格。
7 结语
IFV气化器结构复杂,制造难度大,检验流程及检验程序复杂,通过对IFV气化器结构的分析,提升对设备结构的理解以及对制造工序的合理排布;同时对设备特殊材料的制造焊接、压力试验进行综述,有助于实际过程中对关键节点进行把控,提升设备制造质量。
猜你喜欢
辽宁化工(2022年7期)2022-08-11
化学工业与工程(2022年1期)2022-03-29
一重技术(2021年5期)2022-01-18
环境卫生工程(2021年4期)2021-10-13
煤气与热力(2021年7期)2021-08-23
化工设计通讯(2021年6期)2021-07-06
化学工业与工程(2021年2期)2021-04-22
能源工程(2021年1期)2021-04-13
化工时刊(2021年5期)2021-01-08
诗林(2019年6期)2019-11-14