基于IGES 的激光扫描投影文件解析方法研究
2020-06-16 01:42范成博张梦梦刘继强陈雨情李丽娟侯茂盛
应用光学 2020年3期
范成博,张梦梦,刘继强,陈雨情,李丽娟,侯茂盛
(1. 长春理工大学 光电工程学院 光电测控与光信息传输技术教育部重点实验室,吉林 长春 130022;2. 北京卫星制造厂有限公司,北京 100094)
引言
近年来由于模型定义、数字孪生等技术在我国制造业的拓展和深入,先进装配制造技术领域朝着数字化、智能化和柔性化方向不断发展。对于飞机制造业而言,机械臂、激光跟踪仪等数字化设备已在国内主要先进制造企业得到广泛应用。在日趋激烈的竞争环境下,各先进制造企业如何通过数字化设备来提高产品精度,如何提高生产效率就成为各企业所关注的核心问题。对于飞机装配的定位问题,小型连接件约占飞机零件总数的30%,数量极为庞大,外形多样且装配工艺繁多,但目前却仍采用固定夹具,量尺划线,钻铆模板等人工装配方式[1]。上述加工装配方法存在着定位精度低、效率差等问题。这些问题是目前先进制造装配业中亟待解决的技术瓶颈。
激光扫描投影技术是将零部件的三维CAD 数模,通过驱动二维振镜扫描系统使激光器出射的光线被快速转折,绘制出由激光线快速循环扫描形成的零部件外形轮廓线框。其利用激光在待安装和加工区域扫描形成的清晰、明亮的零部件轮廓线框,帮助技术人员得到更加直观和实用的信息,使其操作更加精确、高效。这种方法有效地将数据模型与实际制造和装配衔接起来[2-3]。
长春理工大学在激光扫描投影技术方面已进行了多年的研究,完成了基于四元数法的坐标转换参数求解方法的研究,提高了所研制激光扫描投影系统的校准精度[4],可实现对3D 投影空间进行智能定位分析[5],并应用反远距结构提高动态自聚焦精度要求[6],采用Fleury 算法优化了投影路径[7]。本文为了使自主研发的激光扫描投影系统可直接读取三维数模,更快速智能地实现激光扫描投影,研究了一种多特征图元提取与投影文件自动生成方法,可以直接获取CAD 数模中扫描投影轮廓线框图形所需的点、线、面等特征数据,并对这些数据进行分析处理形成激光扫描投影控制文件。
1 IGES 文件分析
IGES(Initial graphics exchange specification,初始图像交换规范)作为一种CAD/CAM 间的产品数据交换文件方式被普遍接受。通过这种文件的结构与使用数据和字符串的表达方式,可对几何及非几何产品数据进行规定[8]。
1.1 IGES 文件格式表述
IGES 的整个文件由若干行组成,每行固定有80 个字符,行数任意,采用二进制格式[9]。
IGES 文件一般由五、六个部分构成,每一部分的行数各异,各部分的标志都被记录于该行文字的第73 个字符上,这些标志来源于英文释义首字母,如目录条目段(directory entry section)的数据便采用目录的英文首字母D 来标记,用P 对参数数据段(parameter data section)进行标识,结束段(terminate section)会以字母T 来注明[10]。
目录条目段的作用如同一本书的目录索引一样,引导读者于数据段查找对应信息,该段记录了图形的种类与数据的编号等。
参数数据段记录了如三维坐标,绘制形式等所绘实体的数据参数,按照绘制种类,参数坐标的顺序排列。
结束段位于文末对其他段落行数进行交代。
1.2 IGES 文件的具体解析方法和流程
IGES 文件中描绘框图的数据信息被尽数记录于目录段和参数段。其中目录段记录了该图形中所有实体的基本属性信息。每个实体信息需占据两行目录条目段来记录,记录次序为任意的,表1列出了目录段各条目信息[11-12]。

表 1 目录条目段数据信息Table 1 Data information of directory entry segment
其中实体类型号是对实体类型进行编码,用以区分不同实体,参数数据起始号即为该数据于数据段的首行号;层为该实体所占据的图层号,二维图形的图层为0;变换矩阵是指2 个坐标系下对图形进行映射的矩阵指针号,不需要变换矩阵时其值为0;状态号是由4 个双字节来表征其可见、从属、使用、标志属性;线宽为所绘制线段可见宽度,其最值受限于全局段,最小值为0;颜色号为区分图形颜色所设的数字代号;参数行计数代表着该数据于参数数据段所占行数,格式号为在原有解释上的再说明[13-14]。
从参数数据段可获得边框图形的坐标数据。通过对D 段以及P 段分析可以获得轮廓图中有关图形种类、图层、端点坐标等数据信息,可用来指导工人进行零部件的定位安装。
如图1 所示,这是一份IGES 文件的TXT 格式打开。目录段的实体类型号106 代表所画图形为矩形;参数数据起始行号为1,表示这个数据占据数据信息段的首行;由上图目录段信息可知图层,线性模式均为0;无变换矩阵,线宽代号为70;其中颜色代号为8,代表所画矩形为白色;参数行计数为1,代表该信息在数据信息段仅占一行;由状态号可看出,该图形为可见、独立、几何,层状态为总体自顶向下的,格式号为63。

图 1 长方形IGES 文件Fig. 1 Rectangular IGES file
从参数数据段我们可以获悉,这个矩形是通过第1 种方式绘制的,即依次序给出5 个关键坐标点(首末端点重合)的坐标信息而绘制成。通过其坐标信息可以得知该图形是一个以原点为起点,长为200 mm,宽为100 mm 绘制在第四象限的矩形。
鉴于以上对IGES 文件的研究,自主研发出一套可进行多特征图元提取和文件自动生成的程序,进而控制激光扫描投影系统。
1.3 IGES 文件数据信息提取及.ply 文件生成
为获取一个可控制激光扫描投影的.ply 格式文件,可先从三维设计软件中进行创成式设计。边框提取获得该数模轮廓图,将得到的轮廓图存储为IGES 格式。将IGES 文件导入自主研发的多特征图元提取和文件自动生成程序中,进行文件解锁分析。
将文件导入后,程序首先会访问其目录条目段,获取其第4 列偶数行信息。通过这条信息来判断该图形在参数数据段的起始位置及占用的存储空间。经程序做出初步判断后会对占用两行及两行以上的数据信息进行拼接。待数据信息处理好后将其进行循环判断,并根据图形的类型进行分类。如首行信息为100 的是圆形,需将其归总到圆类,然后获取其圆心坐标和半径。当实体类型号为106 时该图形为多边形,需判断其边数及绘制方法,进而获取关键点坐标。将分类好的参数信息按照图形的关键点数据,利用拆分、重组、导入结构体等方法将关键数据存入对应形状的元胞中按照其所属类别导出。
最后需根据装配所需求的加工方式、材料以及加工步骤的不同,将从元胞中导出的数据加以整理生成.ply 文件。.ply 文件首先根据图形的类型将不同的元胞数据做组别区分,每一组包含一个完整的图形信息;之后按照图形所属整体图形的不同区域进行项目划分;最后按照加工工艺、加工技术、图层等因素进行图层划分。整个.ply 文件遵循由组别到项目,最终到图层的层层递进方式设计而成。在.ply 文件的控制下,激光扫描投影系统便可进行分图层投影,从而指导工人在工件上进行零部件的装配加工。图2 为IGES 格式经多特征图元提取和文件自动生成程序处理后转换成.ply 格式的结果图。
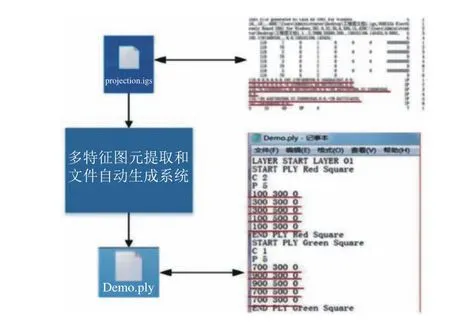
图 2 IGES 转换成.ply 结果图Fig. 2 Result diagram of IGES converting to .ply
2 基于IGES 文件的投影系统实验
2.1 新型激光扫描投影系统设计
基于多特征图元提取和文件自动生成的激光扫描投影系统主要由可调谐激光器组模块、聚焦模块、二维振镜模块、反馈光强探测模块、驱动控制模块以及数据处理模块组成[15]。其中驱动模块是由基于自主研发系统生成的.ply 文件完成的。通过对数控开关的开合延时以及对二维振镜偏转轨迹的控制,该系统可以将计算机辅助设计的CAD 模型以激光束轮廓线的形式按照1∶1 的比例精确地成像到工作面上,从而指导工人装配[16]。该套系统能够将CAD 工程设计与激光辅助制造衔接起来,直接指导工人在主体上进行零部件装配。
搭建的激光扫描投影系统的结构图与实物图如图3 所示。

图 3 激光扫描投影系统Fig. 3 Laser scanning projection system
激光经过聚焦模块进行准直扩束,透过分束镜激光到达二维振镜模块,通过二维振镜的快速偏转使激光束在被投影工件表面进行投影。到达靶标面后光线沿原路返回,在分束镜处反射进入探测模块。其中二维振镜转动受自主研发程序处理后生成.ply 文件。在投影过程中依照从组别到项目最终到图层,由低到高顺序投影便可实现分图层指示多种材料及多种处理工艺的零部件装配。这种方法可提高工作效率,减少人工成本。基于自主研发程序处理的激光扫描投影系统工作流程图如图4 所示。
2.2 新型激光扫描投影系统实验
从SolidWorks、CATIA 等画图软件数模中提取出所需要装配部分的结构图,如图5 所示。将提取出的结构图存储为IGES 格式,该结构图的IGES文件如图6 所示。通过对IGES 文件分析处理生成含有投影图像三维坐标的.ply 文件。将.ply 文件输入激光扫描投影系统,通过对二维振镜及数控开关的控制可实现在投影面根据不同加工工艺、不同加工材料投影出复杂图形,进而指导装配。

图 4 激光扫描投影系统工作流程图Fig. 4 Flow chart of laser scanning projection system work

图 5 装配部分三维数模及其结构图Fig. 5 Assembly part 3D digital model and its structure
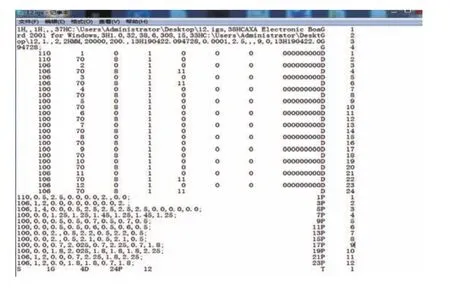
图 6 结构图的IGES 文件Fig. 6 Structure diagram of IGES file
从图6 所示IGES 文件目录段信息可以看出,目录段信息为每两行描述一个信息,根据末行的D24 可以知道整个结构图由12 个图线组成,分别为7 个“圆形”,4 个“矩形”和1 条直线,且均在一个图层并且颜色相同。
对照前文表1 目录条目段数据信息,可以获知第2 列的奇数行代表其起始行号,第4 列的偶数行代表着该实体类型数据信息占据行数。根据这些信息有助于在实验阶段从参数数据段中挑选诸如端点坐标、圆心坐标、以及半径等关键数据信息。并可预先了解到某些参数数据会占据多少行,对其进行拼接处理以方便后续操作。
将IGES 文件导入自主研发的程序中,程序将在去除起始段、全局段和结束段等与投影无关段落,从而直接访问目录段与数据信息段。在此过程中程序将依据句首数字信息对其种类进行判断,进而将其分类输入对应结构体中。将处理好的数据导入对应元胞,并依据图形种类分类存储,可得到如图7 所示的分类存储元胞。

图 7 分类存储的元胞Fig. 7 Classification of stored cellulars
基于圆心坐标和半径,根据下式去拟合图7 中圆上点坐标信息的元胞:

式中:a 为圆心横坐标;b 为圆心纵坐标;r 为半径;c 为圆上点横坐标;d 为圆上点纵坐标;j 为从1~36的整数值(×0.017 5 表示取弧度)。
最后将元胞中的数据依据其不同材料以及不同加工工艺,通过程序将其按照组别、项目和图层由低到高分类生成可供投影的.ply 文件,如图8 所示。
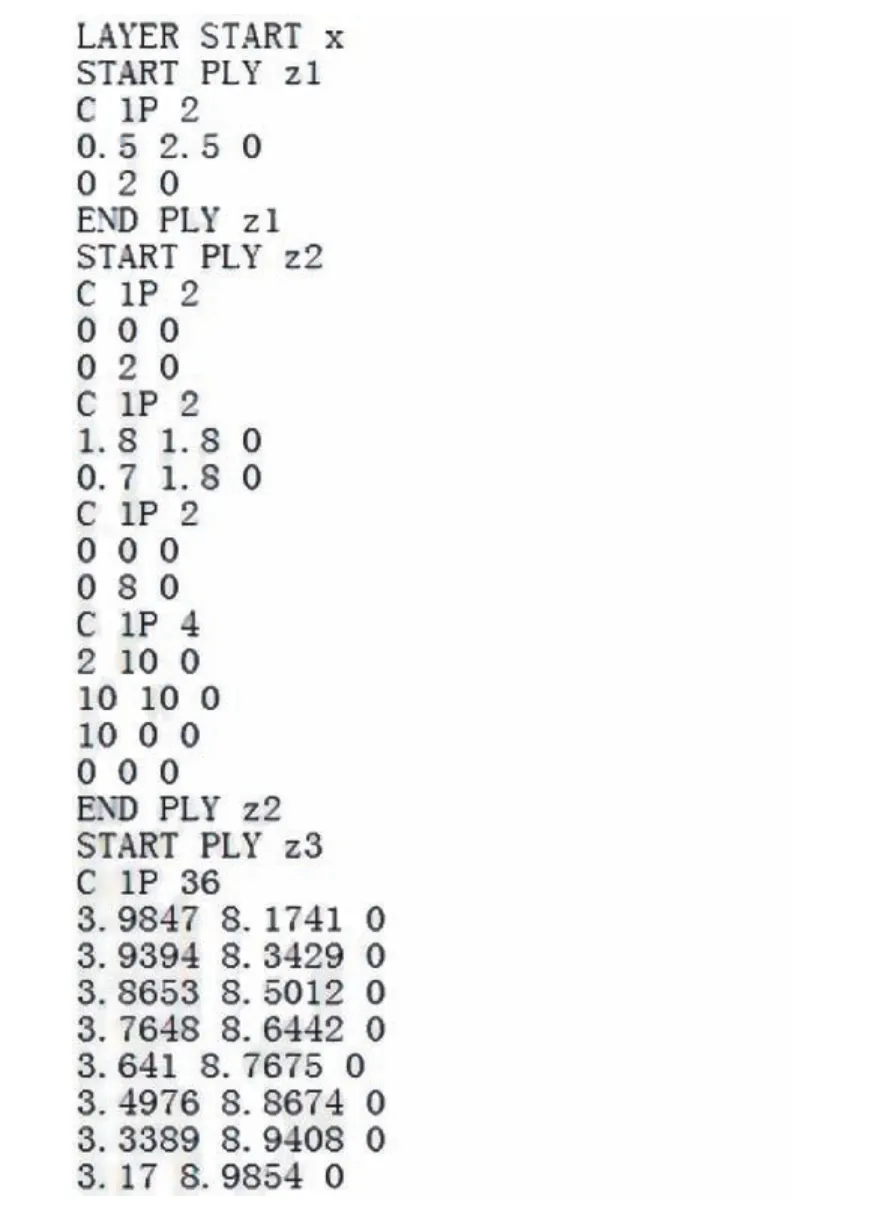
图 8 可供投影的.ply 文件Fig. 8 .ply file for projection
将.ply 文件导入激光扫描投影系统,通过Fleury 算法对其路径进行优化并控制激光器通断,可以改善由于二维振镜惯性引起的端点模糊[7],跳转线未空白等问题。经过多次优化改良的实际投影图像如图9 所示。
经多次实验验证,该套系统可处理IGES 格式的CAD 文件,自动生成可供激光扫描投影系统进行投影的.ply 文件,且激光轮廓线宽优于0.3 mm。
3 结论

图 9 优化后的激光扫描投影图像Fig. 9 Optimized laser scanning projection image
本文研究了一种新型的可直接识别投影对象的三维数模的激光扫描投影方法。该方法通过自主研发的多特征图元提取和文件自动生成程序将存储在IGES 中的图形颜色、尺寸、图层、样式等数据信息提取出来,并按照实体类型样式等信息对提取出的数据进行分类,最终以元胞的方式存储在.ply 格式文档中。通过.ply 文件对数控开关进行延时控制以及对二维振镜轨迹进行操控。上述方法可达到直接识别IGES 文件进而指导激光扫描投影系统在工作面上进行投影的目的。结合长春理工大学所研发的激光扫描投影系统可广泛应用在航空航天制造工程中的飞机零部件装配、复合材料铺层、图案喷涂等工作中。通过该技术辅助装配可以大幅度提高生产效率及产品精度。
猜你喜欢
昆明医科大学学报(2021年6期)2021-07-31
数学物理学报(2021年1期)2021-03-29
科学(2020年5期)2020-11-26
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
学生天地·小学低年级版(2019年5期)2019-06-05
学生天地(2019年15期)2019-05-05
小哥白尼(趣味科学)(2019年2期)2019-04-17
摄影之友(影像视觉)(2018年1期)2018-03-22
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
影像研究与医学应用(2015年6期)2015-08-15