闸门槽埋件安装工艺的改良及应用
2020-07-21 01:58魏凯杰
河北水利 2020年6期
□魏凯杰 王 杰
闸门门槽预埋工作是一个技术复杂的工作,其安装精度和质量直接影响后期的闸门工作的安全可靠性,预埋件通常包括底坎、主轨、反轨、门楣等,预埋精度都求控制在厘米级别,这与混凝土浇筑精度要求有着天壤之别。闸门预埋按施工工艺的不同,预埋方法通常分为一期浇筑安装法和二期浇筑安装法,一期浇筑预埋法安装精度高、施工安全性好,但其准备工作量大,费用高,通常适用于大型和特大型项目,对于一般工程仍普遍采用二期浇筑工艺法,但常规二期预埋法焊接调整工作量大,现就如何提高施工质量和施工速度进行详细阐述。
1.工程概况
帕图卡Ⅲ水电站修建在洪都拉斯奥兰乔省帕图卡河上,电站总装机容量为2×53MW,是一座兼顾发电、防洪和灌溉的综合性水利工程,电站金属结构工程量大,根据设计施工图,大坝工程设有5个弧门检修闸门、5个表孔弧门、7个进水口拦污栅及配套清污机构、2个进水口快速闸门及相应检修闸门、一个排沙孔工作门和相应的检修门,厂房尾水设有4个机组检修闸门,电站每个闸门槽的尺寸高度均在22m以上,最高44m,全站共计36个闸门槽。
在施工期间由于各个工序之间的衔接问题,闸门槽的施工直接影响了项目的直线工期。为了加快施工速度,在确定安装工艺时查阅了大量资料并进行了讨论。一次性浇筑新工法,安装速度快,但前期准备工作量大,且价格相对昂贵,不适用于此项目;项目最终仍采用传统二期浇筑工法,但对二期浇筑工法中预埋件的安装进行了改良,保证了安装精度,同时也提高了工作效率。
2.施工工艺及流程
2.1 施工工艺
传统工法中多采用预埋插筋,在二期浇筑时将门槽焊接在预埋插筋中,此方法施工难度大,调节费时且精度不高,后来经过演变将预埋插筋改为单螺母调节螺杆,减少了调节时间,但在精度调节方面仍不是太高,二期浇筑时容易出现变形。此时有技术人员提出了双螺母调节工法,此法调节精度高调节速度,但工法中提到的双螺母螺杆加工难度大且不易焊接,项目结合往期工程经验并据此对该工法进行了改良。
改进后的工法取消了螺杆底部的方形钢板,将螺杆的样式改为L型,这样就直接省去了直螺杆底板铁板钻孔与焊接步骤,简化了埋件的加工程序,改良后既保留了安装调节速度快,调整精度高的特性,同时也方便后期螺杆与预埋钢板的焊接,改良后的样式及施工样图如图1、2所示。
L型双螺栓埋件技术安装轨道与常规方法比,现场安装工作量小、焊接工程量减半、质量控制操作简单,该工法可应用到水利水电等工程闸门轨道埋件安装,包括平板闸门、弧门、门机等轨道埋件安装,同时可推广应用到需要精调的二期浇筑预埋件安装的类似施工。
2.2 施工流程
施工前首先做好相关准备工作,成立各专业施工小组,包括埋件加工、测量、模板、浇筑等,各小组之间通过小组负责人进行联络沟通;施工时提前做好计划安排,保证各工序之间的衔接。
在施工时对图纸进行详细审阅,确认设计无误后开始准备施工材料,并在施工前对施工人员进行技术交底。在进行一期混凝土浇筑施工期间,要做好二期浇筑准备工作,包括埋件的加工及相关轨道防腐处理,待一期混凝土模板拆除后开始闸门轨道的安装,安装结束后进行二期混凝土的浇筑,整体安装工艺流程如图3所示。
3.注意事项
3.1 螺杆加工
根据设计图纸加工所需螺杆长度,螺杆加工时注意末端焊接长度,要保证端部与预埋钢板的接触面积,同时注意端头螺杆螺纹的长度。
3.2 轨道混凝土接合面处理
轨道埋入混凝土部分在出厂前已涂刷一层改性水泥基涂料用作临时防腐,涂层厚度为500μm,在长期运输及存储过程中涂层表面容易出现氧化,在吊装前应打磨掉氧化层。
3.3 吊装焊接
门槽吊装前,先将L型双螺母螺杆固定在门槽上,并根据设计图纸预先调整好螺杆相应长度。吊装到位后选上中下3个部位用吊坠法对闸框进行粗调,调整包括垂直性及共面性,粗调精度控制在±5mm内,调整好后将上中下3个部位螺杆焊接在预埋钢板,然后进行下一步的精调。对于分段轨道安装,上下段之间通过电焊固定,焊接后对接缝处进行打磨,在焊接检查合格后进行焊接位置的防腐处理。
3.4 精调
埋件精调时采用经纬仪或全站仪,调节范围包括门槽垂直度、共面性、对门槽中心、进水孔中心等,调整时依据标准NB/T35045-2014《水电工程钢闸门制造安装及验收规范》中的要求进行。
调整时仍先调上中下3个部位,调整好后将螺杆两侧螺母固定好,然后调整其他部位螺杆并焊接牢固,焊接时要保证焊接质量并做好焊接后的复测工作,防止由于焊接变形引起公差变大。各轨道槽调整完毕后将两侧螺母点焊,防止浇筑时螺母松动。

图1 原理样图
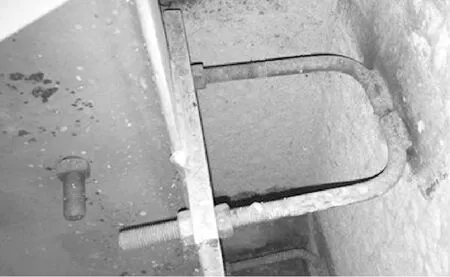
图2 施工样图
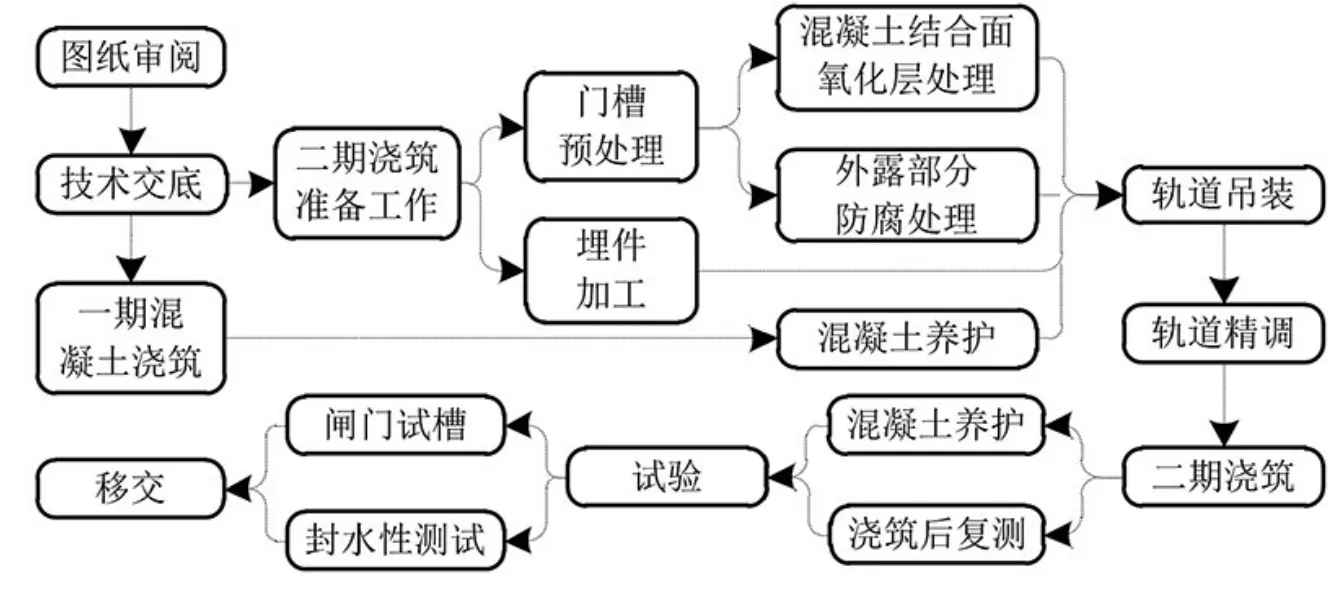
图3 工艺流程图

表1 平板闸门主轨、反轨安装检查

表2 弧门侧轨安装检查
3.5 二期浇筑复测
当焊接调整完毕后开始二期混凝土浇筑工序,在浇筑过程中做好对重点部位的监测工作,防止浇筑过程中受外力影响导致埋件变形。待二期模板拆除后进行复测,待整体浇筑完毕后,清理门槽内杂物并对轨道安装进行整体复测,做好检测记录。
3.6 试槽测试
在闸门正式挡水前,对门槽进行测试,检验闸门槽整体安装质量。试验前应先检测闸门本体的静平衡特性,静平衡特性调整好后缓缓将闸门吊入轨道门槽内,然后起落3次,起落过程中闸门应起落自如且无卡阻。在闸门落到底部后用塞尺检查密封条各部位间隙并调整,避免闸门密封局部间隙过大降低闸门整体封水性。
4.应用效果
4.1 施工质量
采用新安装工艺,闸门门槽安装精度和质量得到了有效提升,根据实验验收数据,不管是弧门侧轨还是平板门门槽主轨、反轨,各项数据均满足并优于设计要求,闸门试槽实验期间闸门起落平滑,密封良好。现场验收数据如表1、2所示。
目前帕图卡III水电站已正常蓄水,如图4所示。在蓄水期间各闸门漏水量均表现优异,这和闸门门槽的预埋工作有着直接联系。
4.2 施工周期
采用L型双螺栓预埋技术,在项目实施过程中有效缩短了施工工期,闸门预埋工作整体工期计划比原计划提前45天完成,节约工期约30%,缓解了项目直线工期压力,为后续作业面施工创造了有利条件。
4.3 经济社会效益
美洲区域劳动力价格昂贵,普通作业人员与技术工人的工资薪酬相差数倍,由于采用新工艺,预埋工作降低了对人员技能操作要求,施工时普通作业人员即可完成相应工作,由此可为项目节约数倍工资支出。总体结合缩短的施工周期和劳务人员工资,根据财会核算,采用L型双螺母施工工艺可直接为项目带来约173.8万美元经济效益,这大大提高了项目的盈利能力,对工程有着重要意义。
5.结束语
L型双螺母调节法在实际应用中是成功的,该法的应用缩短了施工时间,减少了埋件的加工成本,同时提高了调节精度,无形中降低了施工成本。此项工法操作性强、适用性高,工效高,工程进度和质量均得到保障,可广泛应用于平板闸门、弧门、导轨等埋件安装,此工法的广泛应用可进一步带来更大的经济效益。科技在不断进步,未来随着闸门轨道制造工艺的改进及一期浇筑新工法的广泛应用,在大中型规模项目应用中会变得更加规模化和现代化,但L型双螺母调节法在中小型项目中的应用仍有很大优势。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
机械工业标准化与质量(2022年7期)2022-08-12
电子乐园·上旬刊(2022年5期)2022-04-09
商品与质量(2021年43期)2022-01-18
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年7期)2021-07-16
门窗(2019年6期)2019-12-17
智能建筑与工程机械(2019年1期)2019-09-10
建材发展导向(2019年11期)2019-08-24