仿生功能膜处理染料废水的研究
2020-07-22 05:16莫嘉豪梁文钟周伟坚邓德珩潘文锐黄乔炜
工业水处理 2020年7期
莫嘉豪,梁文钟,周伟坚,邓德珩,潘文锐,黄乔炜
(1.广东工业大学环境科学与工程学院,广东广州510006;2.生态环境部华南环境科学研究所,广东广州510655;3.广州华科环保工程有限公司,广东广州510655)
染料废水主要来源于印染、造纸、纺织、制革行业企业,具有水量大、有机污染物含量高、高毒性及致癌等特点,是一种严重威胁生态环境和人类健康的工业废水〔1〕。其中,合成类染料是工业上应用最为广泛的染色剂。漆酶是在动植物中广泛存在的一种新兴绿色环保高效催化剂〔2-4〕。但由于漆酶的不稳定性,人们常将漆酶固定在载体或分离膜上,通过特定的介质提高转化效率后再加以研究应用〔5〕。
吸附功能膜(AFM)是一种由吸附材料,如碳纳米管(CNT)和石墨烯(GO)加载到超滤或微滤膜表面形成动态层的复合膜,具有吸附及膜分离双重去污能力〔6-7〕。然而,膜处理运行达到一定时间后,污染物会逐渐累积在吸附剂中直至达到吸附饱和状态,最终导致复合膜污染物的去除率和膜过滤能力迅速衰减。因此,吸附饱和问题严重限制AFM 的长期稳定运行,如何实现吸附剂的再生及膜分离能力的恢复成为AFM 应用研究不可或缺的问题。为此,笔者利用酶可固定在吸附层的特性,将漆酶、CNT 和膜三种材料通过物理吸附和过滤方式制备出一种可深度处理染料的仿生功能膜(BFM)。与AFM 相比,该膜显著地提高了抗污染能力、延缓了CNT 吸附饱和的时间及膜的寿命。
1 实验部分
1.1 实验装置与试剂
实验装置由氮气/空气瓶、减压阀、磁力搅拌器、超滤杯、电子天平及计算机组成,如图1 所示。首先将膜片安装在超滤杯支撑层上,然后把超滤杯放置于磁力搅拌器上,通过调节磁场大小改变T 型转子转速,使超滤杯中产生不同的剪切力。氮气瓶为超滤杯运行提供恒定的压力, 电子天平型号为Scout SE202FZH(OHAUS,USA),和计算机连接可定时自动采集记录一定间隔时间的滤液质量。超滤杯型号为Amicon8050(Millipore,Billaica,USA),由顶盖、杯体、T 型转子、支撑层组成,过滤容积为50 mL,最大承受压强为0.5 MPa,有效过滤面积为1.34×10-3m2。

图1 实验装置
药品材料:亚甲基蓝购于阿拉丁(上海)公司,分析纯;漆酶购于酷尔化学有限公司;碳纳米管来自成都有机化学有限公司,质量分数95%。商用膜片为迈纳德公司超滤膜片,型号UP150,表面材料聚醚砜(PES),分子质量150 ku,水渗透通量1 500 L/(m2·h·MPa)。
1.2 实验方法
1.2.1 AFM 的制备
实验准备阶段,预先用去离子水过滤清洗干净新膜片,用天平称取CNT 所需量,并投入100 mL 去离子水中至悬浮状态,然后将悬浮液放置于水浴超声发生器(Aquasonic 250HT)中30 min,随后将悬浮液倒入超滤杯中并进行过滤,直至滤液全部流出,在膜表面负载一层CNT,最后用去离子水进行清洗,操作步骤与清洗新膜片相同。至此,碳纳米管层被稳定地负载在膜表面,AFM 制备完成。
1.2.2 BFM 的制备
用去离子水将新膜片以死端过滤的形式在超滤杯中清洗干净,直至膜通量保持稳定。同时,用天平称取CNT 和漆酶所需量,分别放入100 mL 去离子水中搅拌成悬浮液和溶液状态,最后放置在水浴超声发生器中运行30 min,使得CNT 和漆酶在液体中均匀分布。本实验采用两种制备方法(顺序固定和混合固定)进行实验对比并选出最优方案。对于顺序固定法,先将CNT 悬浮液倒入超滤杯进行过滤,直至滤液全部流出,CNT 层完全负载在膜表面上,然后过滤漆酶溶液,从而形成BFM。对于混合固定法,将CNT 悬浮液和漆酶溶液一起倒入超滤杯中,调节磁力搅拌器搅动10 min 后加压过滤,直至滤液完全流出,仿生层完全负载在膜表面,BFM 制备完成。两种方法制备的BFM 均采用去离子水在0.05 MPa 的压强条件下过滤清洗至膜通量保持稳定。
1.2.3 过滤实验
本实验过程均在20 ℃室温条件下进行。另外在每个测试环节中,需确保旧膜的膜通量能恢复至新膜的初始通量,否则均采用新膜开展实验。实验前,新膜均需浸泡在去离子水中,当需进行实验时,先用去离子水将膜在超滤杯中以压强0.1 MPa,转速300 r/min 的条件过滤清洗直至膜通量保持稳定。
1.2.4 全循环测试
为了快速评价在不同转速和跨膜压差的条件下的膜性能,全循环测试将滤液和剩余液循环使用,以控制超滤杯溶液的体积变化在10%以内。测试前为保证膜的稳定性,在最低的跨膜压差和100 r/min 转速条件下将膜预先过滤10 min。为了使前后测试点在过滤期间产生的浓差极化最小,每组实验均采用相同的膜,跨膜压差为0~0.5 MPa,转速为0~300 r/min。此外,实验过程中压强定期减少至0.05 MPa,以便模拟反冲洗和减少膜污染。实验选用一个跨膜压差或转速进行测试5 min,当膜通量渐趋稳定后,再开始收集滤液进行后续测试。
1.3 分析测试项目
滤液的染料浓度采用紫外分光光度计(Perkin-Elmer,Lambda 35)进行分析测试。实验前后的AFM及BFM 的表观特征采用扫描电子显微镜(SEM,SN-3400,日本东芝)进行表征。BFM 中酶的催化性能以酶活力(U)来衡量,反映了漆酶氧化ABTS 为ABTS+的速率,其具体为每分钟ABTS 转化为ABTS+的量,单位是mmol/min〔8-9〕。
以染料进出膜前后浓度变化计算去除率,以污染膜清洗后与新膜膜通量的对比计算膜通量恢复率。
2 结果与讨论
不同的运行参数对BFM 过滤性能有不同的影响,本实验通过改变CNT 和漆酶负载量、染料浓度、剪切力和TMP 五个运行参数,研究BFM 对染料废水的处理效能。
2.1 CNT 负载量的影响
在0.1 MPa,100 r/min,15 mg/L 染 料,74.6 g/m2漆酶条件下,考察了CNT 负载量对膜通量及染料去除率的影响,结果如图2 所示。
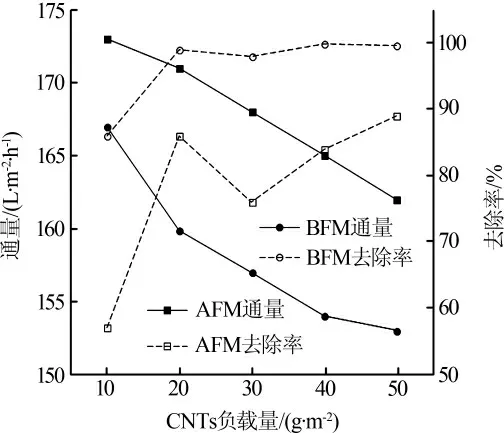
图2 负载量对膜通量和染料去除率的影响
随着CNT 负载量的增加,AFM 和BFM 的膜通量均有不同程度的下降,表明CNT 负载量越大,膜的过滤阻力越大。实验中,当CNT 负载量超过20 g/m2时,BFM 的膜通量呈缓慢下降;而AFM 的膜通量呈直线下降趋势。对于BFM,添加的漆酶可改善CNT的内部空间和可渗透的结构,并缩小CNT 颗粒间的紧密度。此外,利用吸附和催化降解的综合效应可有效在线去除污染物(染料)。因此,BFM 的抗污染能力更佳〔10〕。对于AFM 和BFM,由于CNT 和漆酶的负载量增大,膜过滤阻力也随之增大,因此,膜渗透通量都呈现下降趋势,其中AFM 更明显。
BFM 对染料处理效率明显优于AFM。首先,逐渐增加的CNT 负载量强化了动态吸附层的吸附和分离能力。其次,固定在CNT 上的漆酶可降解被CNT 吸附的染料,因此在一定程度上延长了BFM 动态仿生层的吸附饱和时间,并原位在线地再生CNT吸附能力。此外,当BFM 的CNT 负载量从20 g/m2增加到50 g/m2时,其染料去除率仅有轻微上升幅度(3%以内),表明酶降解效应可减少CNT 的吸附负担,从而降低CNT 用量及其潜在的生态风险。
2.2 漆酶负载量的影响
在0.1 MPa,100 r/min,15 mg/L 染料,20 g/m2碳纳米管条件下,考察了漆酶负载量对膜通量及染料去除率的影响,结果见图3。
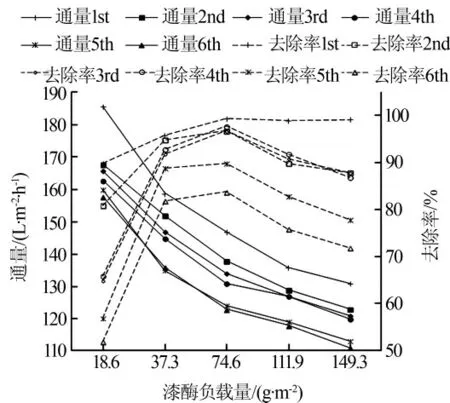
图3 漆酶负载量对膜通量和染料去除率的影响
由图3 可以看出,随着漆酶负载量增加,BFM的膜通量明显减小,原因主要是越来越多的漆酶负载在仿生层表面形成一层致密层,使得CNT 孔径缩小。同时,由于仿生层的孔径随过滤进行逐渐紧密〔11〕,且漆酶层厚度增加〔8-9〕,膜通量随循环测试次数增加而减小。此外,当漆酶负载量超过74.6 g/m2后,其活性显著减小,不利于高效去除污染物。
对于染料去除率,在低漆酶负载量的条件下,因为历经数个循环测试后漆酶的活性开始失效,故BFM 的染料去除效率随着循环测试次数增加而显著衰减,同时CNT 趋于吸附饱和状态。另一方面,小漆酶负载量意味着低酶活性,且仿生层更为疏松,此时漆酶需要耗费更长时间与染料接触,同时部分染料可能直接透过膜进入滤液中。然而对于高漆酶负载量的环境(37.3~149.3 g/m2),仅仅在第3—第5 个循环测试期间,染料去除率明显下降。漆酶的负载量越大,处理染料的去除能力越稳定,因为增加的漆酶负载量促进了酶降解效率。此外,实验分别对5 个漆酶负载量的酶活性进行了分析,漆酶负载量为74.6 g/m2时,酶活性最高,可能是碳纳米管和漆酶的配比最优,结合度最好;而过大的漆酶负载量(高于74.6 g/m2)并非有助于增加漆酶活性及质量传输效率〔8-9〕。因此,基于材料损耗量、生态风险及膜阻力等方面考虑,本实验以74.6 g/m2的漆酶负载量作为后续研究测试的最佳值。
2.3 染料浓度的影响
在0.1 MPa,100 r/min,20 g/m2碳纳米管,74.6 g/m2漆酶条件下,考察了染料浓度对膜通量及染料去除率的影响,结果见图4。
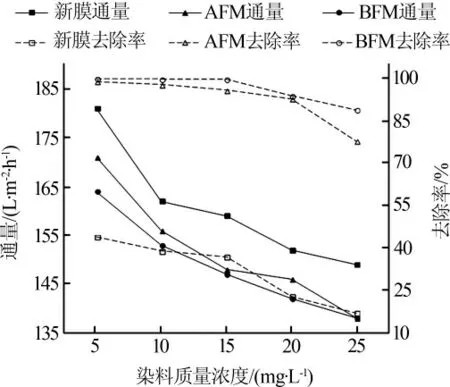
图4 染料浓度对膜通量和染料去除率的影响
由图4 可以看出,新膜、AFM 及BFM 的膜通量均呈相似的变化趋势,对应的通量大小为新膜>AFM>BFM,原因是没有功能化吸附层的新膜具有更低的过滤阻力,而BFM 由于添加了漆酶,比AFM 具有更佳的污染层及更小的膜通量。此外,随着染料浓度增加,越来越多的污染物进入AFM 的吸附层和BFM 的仿生层,造成更严重的浓差极化现象,因此,膜通量随过滤染料浓度增加而减小。对于染料去除率,新膜的效果最差,去除率最低,在染料为25 mg/L条件下还不到25%。而BFM 由于仿生层的吸附催化综合效应降低了染料浓度而表现出最好的染料去除率(大于90%)。对于AFM,随着越来越多的染料被吸附过滤,CNT 层的吸附能力开始弱化,染料可相对轻易透过疏松的污染层和膜,从而降低了其染料去除率。综上所述,BFM 可有效处理低浓度染料废水。
2.4 剪切力的影响
通过逐渐增加的剪切力〔12〕,可营造良好的湍流水力条件,从而减缓膜污染。在0.1 MPa,15 mg/L 染料,74.6 g/m2漆酶,20 g/m2碳纳米管条件下,考察了剪切力对膜通量和染料去除率的影响,结果见图5。
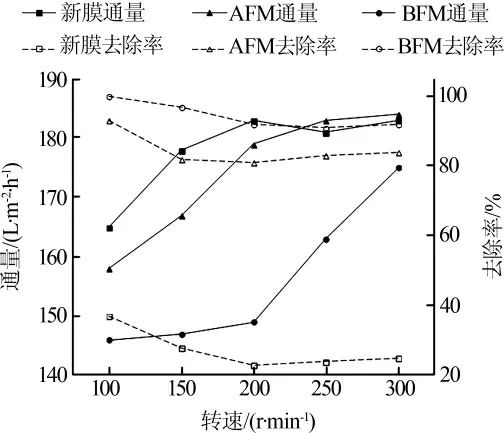
图5 转速对膜通量和染料去除率的影响
由图5 可以看出,当转速在100~300 r/min 范围内逐渐增加时,剪切力从0.01~0.16 Pa 范围内相应增加,对应新膜、AFM 和BFM 的膜通量也显著增加。该过程浓差极化现象得到减缓,同时孔堵塞、滤饼层及污染阻力均有所降低。当转速达200 r/min 以上后,新膜和AFM 的膜通量增量减小并保持稳定,而BFM却显著增加,主要原因是过大的剪切力可能破坏了BFM 的仿生层和弱化了过滤阻力〔13-14〕,导致CNT 和漆酶从膜表面脱离重新回到本体溶液中。
通常由于质量传输得到强化〔15〕,BFM 处理染料去除率随转速增加而增大。然而在高剪切力环境中,染料去除率实际为轻微下降,原因在于在该条件下,部分CNT 重新回到本体溶液中,导致漆酶固化量减少,进而降低酶的活性。虽然高剪切力可显著增加膜通量,但为了保持仿生层的稳定性和尽可能高的染料去除率,最佳转速应控制在200 r/min 以内。
2.5 TMP 的影响
在100 r/min,15 mg/L 染料,74.6 g/m2漆酶,20 g/m2碳纳米管条件下,考察TMP 对膜通量和染料去除率的影响,结果见图6。

图6 跨膜压差对膜通量和染料去除率的影响
由图6 可以看出,在低跨膜压差的条件下,膜通量尚未达到临界通量〔16-18〕,三种膜的通量随TMP 增大而大致呈线性增加,染料的去除率随TMP 增大而逐渐下降;相比新膜和AFM,在低TMP 条件下,BFM均具有较高的污染物去除率, 染料的去除率达到92.5%以上,主要因为BFM 具有更合理的过滤结构和催化降解的仿生层,并且膜通量在一定程度上可以影响染料去除率〔19〕。如在低膜通量下,增加TMP可增加滤液中含水量,进而产生“稀释效应”,降低滤液中染料浓度;在高膜通量下,高TMP 可产生更大的膜通量,同时使得更多染料沉积在膜表面〔20〕,增加染料和滤液中的染料浓度梯度,更多的染料可透过膜进入滤液中。另外,由于AFM 和染料的接触时间缩短,降低了吸附效率,而固定在BFM 的漆酶,可改善优化膜的结构,提高膜的催化性和渗透性。因此,BFM 能稳定保持较高的染料去除率。
2.6 膜污染微观形态分析
在3 000 倍扫描电镜下观察了CNT 和漆酶不同配比制备的BFM 表观形态。可以看出,仿生层和纯漆酶层共同构成均匀多孔结构,其中CNT 是通过搅拌混合黏附在漆酶上面, 表明漆酶可稳定固定CNT,并提高生物活性。随着漆酶负载量增加,越来越多CNT 黏附在呈球形的漆酶,并在膜表面逐渐形成双层结构,上层为过量的纯漆酶层,下层为CNT和漆酶共同形成的仿生层。此外,纯漆酶层随漆酶量增大逐渐变厚和紧密,可提高对染料的截留作用。另一方面,虽然CNT 对人体和生态环境的危害尚未明确,但实际应用中应控制CNT 的负载量在适当范围。
3 结论
(1)采用物理吸附和混合过滤CNT、漆酶方法制备BFM,可发现漆酶与CNT 结合固定,形成均匀多孔的仿生层,不但提高BFM 的吸附过滤性能,还赋予BMD 酶促降解特性。
(2)采用20 g/m2CNT 和74.6 g/m2漆酶制备的BFM 在转速100 r/min 和TMP 0.1 MPa 的运行条件下,达到最佳的吸附、膜分离及酶促降解效果,且染料去除率和抗污能力均比较高。
(3)通过扫描电镜图可知,相比新膜,BFM 具有稳定的均匀多孔结构,更强的抗污能力。
(4)基于上述研究,BFM 是一种具有应用潜力的水处理功能化膜材料。
猜你喜欢
化学工程师(2023年1期)2023-02-17
橡塑技术与装备(2022年10期)2022-10-03
水利科技与经济(2021年11期)2021-12-04
理化检验-化学分册(2020年12期)2021-01-26
上海农业科技(2019年1期)2019-02-22
中国果业信息(2018年5期)2018-01-17
安徽农学通报(2017年8期)2017-05-12
浙江大学学报(工学版)(2016年2期)2016-06-05
湖北农业科学(2014年10期)2014-09-22
江苏农业科学(2014年4期)2014-07-11