
挤出复合在包装领域的应用和新技术
2020-08-04 12:20梁艳艳许锦才黄伟伦沈金强黄汉雄
塑料包装 2020年3期
梁艳艳 许锦才 黄伟伦 沈金强 黄汉雄
(江门市辉隆塑料机械有限公司;华南理工大学)
1 前言
近几年,食品安全事件不仅将食品企业推到了风口浪尖,也将作为食品生产最后一环的食品包装企业带入了公众的视线[1]。食品包装作为食品的“贴身衣物”,能够起到保护、宣传食品的作用,同时也会对食品质量产生直接或间接的影响。为了实现食品药品的宣传、保护、阻隔等功能,常见的食品药品包装膜通常由多层具备不同功能的薄膜复合而成,即表层、印刷层、阻隔层、热封层等[2]。
目前,制备多层复合膜的方法主要有:干式复合、挤出复合和无溶剂复合。干式复合采用经溶剂稀释的胶黏剂作为粘接层,将各种基材粘合起来构成多层复合膜[3];挤出复合采用挤出机挤出的聚合物熔体作为粘结层,将将各种基材粘合起来构成多层复合膜[4];无溶剂复合直接采用双组分的胶黏剂作为粘接层,将基材粘合起来构成多层复合膜[5]。不同的复合方法使用的粘结料的形式不同,因而呈现出不同的特点。
干式复合采用经溶剂稀释过的胶黏剂,因此复合过程中有挥发性有机物(VOC)排放,由于溶剂无法完全挥发,后期会出现气泡、白点、溶剂残留等问题;由于经溶剂稀释后的胶黏剂在基材表面的铺展性好,其具备较高的复合牢度(也即剥离强度)和较广泛的基材种类。挤出复合采用聚合物熔体作为粘结料,复合过程环保,不易出现白点、气泡以及溶剂残留等问题,但是会出现漏复、晶点等,且复合牢度相对较低。
无溶剂复合采用不含溶剂的胶黏剂作为粘结料,复合过程无 VOC排放,但其胶黏的分子量较低,复合后易出现迁移等安全问题。三种复合方式均存在其优点,但也含有一些不足。因此,开发出复合过程无 VOC排放,复合产品安全且具备较高剥离强度的复合方式势在必行。
2 挤出复合生产线
如图1所示,挤出复合生产线主要由放卷装置、电晕装置、涂胶及烘干装置、挤出机、复合装置、收卷装置以及中央处理器构成[6]。

图1 挤出复合生产线
放卷装置将基材放卷,应具备以下条件:①给予基材适当的张力以实现平整、稳定的放卷;②新基材切换时,接卷容易、损失少;③确保基材在一定的位置上;④上卷容易。
电晕装置的作用是将基材膜电晕,从而使其达到一定的表面张力,促使粘结料在基材表面的铺展[7]。
涂胶及烘干装置主要应用于要求高剥离强度的场合,可采用干式复合的胶黏剂或水性胶黏剂作为底涂剂,上胶量较少[8,9]。
挤出机作为挤出复合的核心部件,塑料在挤出机内的塑化情况、T型模头流出熔体的均匀性将直接决定着复合产品的优劣[6,10]。
复合装置的主要作用是把熔融的片材树脂均匀平整地涂覆在基材薄膜上,主要由冷却辊、橡胶压力辊、支撑辊、修边装置、防粘喷粉装置等组成。挤出机下型模头挤出的片状树脂熔体引入到橡胶辊和冷却辊之间,经展平辊展平的基材薄膜也进入橡胶压力辊和冷却辊之间,片状树脂熔体与基材薄膜在压力作用下实现复合。特别地,冷却辊的冷却效果与表面状态能够影响复合膜的透明性及表面粗糙度等。
收卷装置是将一种或几种基材经复合后的复合膜收紧卷取的装置,通常要求松紧度适中、无褶皱、纸管安装和下卷方便。
中央处理器是整个挤出复合机的中控系统,控制着挤出机各段的温度、背压力、螺杆转速以及整机的机械速度、收放卷张力等。
3 挤出复合工艺
挤出复合(Extrusion lamination)是将热塑性树脂,如聚乙烯(PE)、聚丙烯(PP)、乙烯-醋酸乙烯酯共聚物(EVA)、乙烯-丙烯酸共聚物(EAA)等,由挤出机熔融塑化后经T模头挤出在一种基材上,同时与另一基材复合贴压在一起,冷却后制成复合薄膜的一种复合方法[10,11]。
在实际应用中,通过将挤出涂布(Extrusion coating)也归为挤出复合。挤出涂布是将热熔性树脂连续均匀地挤出,在一种基材上直接冷却收卷成复合薄膜,不与另一基材贴合的工艺[12]。挤出复合工艺中影响复合膜质量的主要参数如下:
1) 温度——挤出复合生产线中的温度主要为挤出温度和冷却温度。挤出温度的设定主要由所采用的树脂决定,合理的温度设定对挤出复合极为重要。温度太低,复合膜的剥离强度差、塑化不良、外观暗淡[13];温度太高,则塑料易分解、复合膜脆硬、挤出膜的收缩率增大[14]。另外,T型模头较宽,两端易散发热量,故模头两端的温度设定可提高 2~3℃。冷却辊的温度一般设定为10~30℃,也可根据挤出料和基材的实际情况进行调节。一般地,冷却辊表面温度适当提高,可增加复合膜的剥离强度,但是温度过高时又会出现粘辊现象,不利于操作[15]。
2) 气隙——从T模头的模唇口到冷却辊、复合压力辊接触线的距离称为气隙。气隙大,则复合温度低、复合牢度差、透明度不好;另一方面,气隙大增加了熔体表面的氧化程度,促进了复合膜剥离强度的提高。一般将气隙控制在50~100 mm。另外,T模头挤出的塑料熔体膜要略向复合橡胶辊方向倾斜,避免因熔体急剧降温而降低复合膜的剥离强度。
3) 过滤网——过滤网的作用是过滤熔体,使熔体流动均匀,并形成背压作用。过滤网的设置组合有多种形式,如40/60/80/20、20/100/20、80/100/120/80、80/100/120/120/80等。较细的网目可使熔体流动均匀,塑化良好,但会提高背压力[16,17]。
4) 速度——速度控制主要是螺杆转速、牵引速度与产品厚度和性能的匹配关系。螺杆转速高,牵引速度慢,薄膜厚度大;螺杆转速小,牵引速度快,薄膜厚度小[18,19]。如果挤出量偏大,牵引速度过快,会造成薄膜的透明度下降,纵向取向增大,使薄膜的机械方向性增高。当挤出量和薄膜的宽度一定时,薄膜的厚度可以通过涂布的速度来调整。
5) 缩幅控制——熔体膜在模头下垂过程中会发生弹性回复,使得两边有一定的缩幅,不但使复合膜两边增厚,影响收卷及成品质量,还会使挤出复合宽度难以控制。缩幅与树脂本身的性能以及挤出温度和牵引速度息息相关[20]。
4 挤出复合分类
目前,基于实际生产过程的要求,可根据挤出复合生产线中挤出机台数及模头数量将挤出复合分为:单联单挤挤出复合生产线、单联共挤挤出复合生产线、双联单挤挤出复合生产线、双联共挤挤出复合生产线、三联共挤挤出复合生产线等。通常,为了直接将挤出复合设备与其功能联系起来,可根据挤出复合生产线的用途,将其划分为:彩印包装挤出复合生产线、预涂膜(保护膜)挤出复合生产线、离型纸(标签纸)挤出复合生产线、纸杯纸挤出复合生产线、液体包装挤出复合生产线。
1)彩印包装挤出复合生产线
彩印包装挤出复合生产线所采用的基材一般为塑料薄膜,通常为双向拉伸聚丙烯(BOPP)、双向拉伸聚对苯二甲酸乙二醇酯(BOPET)、取向尼龙(ONY)、铝箔(AL)、镀铝聚对苯二甲酸乙二醇酯(VMPET)、镀铝聚丙烯(VMCPP)、流延聚丙烯(CPP)、吹膜聚乙烯(IPE)中的一种或几种等。
常用的复合结构如下:
a. 食品轻包装,包括方便面包装(BOPP/exPE、BOPP/exPP、BOPP/exPP*PE、BOPP/exPE/VMCPP 等)、冷饮外包装(BOPP/exPP*PE、BOPP/exPP)、糖果(BOPP/exPE/LDPE)、饼干内袋(BOPP/exPE/LDPE、BOPP/exPE/VMCPP)、冷冻(BOPP/exPE/LDPE)、奶粉袋(BOPP/exLDPE*EAA/VMPET/CPP、BOPP/exLDPE*EAA/VMPET)、奶粉小包(BOPP/exPE/LDPE、BOPP/exPE/CPP)、膨化包装(BOPP/exPE/VMCPP、BOPP/exPE/VMPET/CPP)等;
b. 非食品轻包装,包括洗衣粉(BOPP/exPE/LDPE)、洗发水(PET/exPE/MLLDPE、PET/exPE/VMPET/MLLDPE)等;
c. 纸塑铝高阻隔包装,包括瓜子袋(纸/exPE/AL/exPE/LDPE)、方便面碗盖(PET/纸/exPE/AL/exLLDPE*EVA、纸/exPE/AL/ exLLDPE*EVA);
d. 果冻膜(ONY//LDPE/exPE/EVA);
e. 果冻外袋(OPP/exPE/CPP);
f. 牙膏片材(LDPE/exPE/LLDPE/exPE/MDPE、LDPE/exPE/EAA/AL/exEAA/PE/LDPE)。
2)预涂膜挤出复合生产线
预涂膜是指预先将塑料薄膜上胶、复卷后,再与纸张印品复合的工艺。其一般以 BOPP或BOPET为基材,基材经涂覆水性底涂剂后,涂覆一层熔体膜。
目前,预涂膜挤出复合生产线使用的塑料一般为EVA,生产设备和工艺过程相对来说比较简单。其生产流程一般为:基材放卷-电晕-涂胶-干燥-挤出涂覆(加臭氧)-复合-电晕-收卷。

图3 预涂膜挤出复合生产线
3)离型纸(标签纸)挤出复合生产线

图4 离型纸挤出复合生产线
离型纸又称隔离纸、防粘纸、硅油纸。是一种防止预浸料粘连,又可以保护预浸料不受污染的防粘纸。
离型纸的制备过程一般为:纸基材-挤出涂覆PE-涂硅-干燥。
4)纸杯纸挤出复合生产线
纸杯纸挤出复合生产线以纸为基材,在纸基材上挤出涂覆一层塑料后,用于制备一次性纸杯、纸碗等日用品。其工艺过程一般为:纸基材-挤出涂覆-符合-收卷。

图5 纸杯纸挤出复合生产线
5)液体无菌包装挤出复合生产线

图6 无菌包装专用三联多层共挤挤出复合生产线
液体无菌包装由纸、聚乙烯薄膜和铝箔复合而成,可有效隔绝光线、氧气及外界的污染,从而保证包装内容物无需冷藏和防腐剂即可拥有较长货架期。既解决了长途运输对产品保质期的挑战,又避免了食品的浪费。
特别地,液体食品包装通常采用三联多层共挤挤出复合线进行生产,其工艺过程一般为:纸基材放卷→挤出涂覆 LDPE→反转→二放卷 AL→挤出涂覆 LDPE→复合→三层共挤 EAA/LDPE/PE→收卷。
5 挤出复合的新工艺及发展方向
1)低成本高强度无底涂挤出复合工艺
江门市辉隆塑料机械有限公司于 2018年 4月23日在其江门工厂内演示了“食品药品软包装无AC剂挤出复合工艺”。该技术的创新点在于:基材表面极化处理,产生较多活性基团;挤出树脂改性与微层共挤结合,成本仅比LDPE高0.02元/m2;氧化区加装导能装置,高效活化挤出树脂表面;全幅宽复合材料平整度控制;纵向厚薄均匀度调节。
演示会上主要演示了两种结构:PET/印刷(全版面)/P1-LDPE-P1/VMPET/P1-LDPE-P1/吹膜 PE和 PET/印刷(全版面)/P1-LDPE-P1/AL/P1-LDPE-P1/吹膜PE,加工速度均为120 m/min。经第三方机构检测,本工艺制备的复合膜的剥离强度、热合强度均达到药品类多层复合膜国标标准,且未检出溶剂残留。本技术的优点如下:①层间剥离强度更高,达到2 N/15 mm或以上;②有机溶剂零排放,零残留;③生产工艺更加简单,无需涂布AC剂,成本降低;④外观无气泡、白点;⑤粘合层无毒,挤出粘合复合膜100%安全。
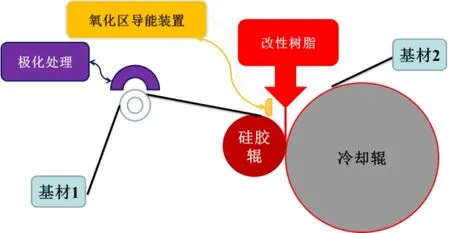
图7 低成本高强度无底涂挤出复合工艺示意图
2)可循环单一材质挤出复合工艺
限塑令实施至今,由多种膜复合而成的复合膜袋仍难以进入循环经济。如何将废弃包装材料回收以及回收后变为质量可媲美纯净、未使用的初生材料的原材料仍面临着挑战。在塑料原料、塑料加工企业的共同努力下,单一材质可回收的多层复合膜应运而生。目前,埃克森美孚发布了以埃奇得™XP、埃奇得™、埃能宝™以及 Exact™高性能聚乙烯(PE)为原料生产的 PE单一材料复合膜,认为此复合膜可提供优异的包装完整性,穿刺能和出色的光学性能,同时具备可回收性[21]。单向拉伸聚乙烯(MDO PE)与其他基材相比具有优异的光学性能、相似的雾度、出色的纵向模量、较非MDO PE可减薄28%并能够支持柔印和凹版印刷的特性可使其作为单一包装材料的外层基材使用[22]。另外也有研究表面,EVOH经MDO工艺处理后,其阻隔性能可提高三倍以上[23]。基于此,江门市辉隆塑料机械有限公司推出了最新的关于单一材料的挤出复合技术,制备了结构为MDO PE25μm/exPE15μm/IPE45μm的复合膜,工艺过程为:基材(MDO PE)放卷-电晕-基材(IPE)放卷-挤出涂布 PE-复合-收卷。更进一步的,可采用含EVOH或氧化物阻隔层为基材,制备可回收的阻隔性多层复合膜。
3)可生物降解一次性口杯纸的挤出复合工艺
淋膜纸常见于我们的生活,如纸水杯、方便面碗、咖啡杯、纸购物袋等。通常,作为一次性用品的淋膜纸在使用后即被丢弃。因其表面涂覆有一层或两层塑料膜,丢弃后不可降解的塑料会大大加重环境的负担,引起一系列的问题。基于此,人们期望采用可完全生物降解的塑料作为涂覆材料,使制得的一次性淋膜纸制品能够在环境中被微生物分解吸收,转化为二氧化碳和水,避免污染环境。
然而,我国当前约有300台纸塑复合机生产一次性不可降解纸塑复合制品,包括纸杯、纸碗等,且其生产速度较高,约为 200 m/min。生产一次性可降解纸塑复合制品的淋膜机约为20台,生产速度较低,约为50 m/min,从而导致可生物降解的一次性纸塑复合制品的价格相对较高,不利于大量进入市场。因此,降低可生物降解的一次性纸塑复合制品的价格迫在眉睫。与此相对应的,开发出可降解纸塑复合制品的高速淋膜机势在必行。基于此,江门市辉隆塑料机械有限公司开发了新型淋膜机,当以PBS为淋膜料时,速度可达180 m/min;以PLA为淋膜料时,速度可达70 m/min。
猜你喜欢
合成材料老化与应用(2022年5期)2022-10-25
合成材料老化与应用(2022年4期)2022-08-25
沈阳理工大学学报(2022年1期)2022-06-09
印制电路信息(2021年10期)2021-12-08
科学技术创新(2021年12期)2021-05-20
文化产业(2019年6期)2019-09-11
重型机械(2019年2期)2019-04-28
橡塑技术与装备(2018年10期)2018-05-18
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
