
塑料制品成型缺陷的检测与控制
2020-08-04 12:20范炜亮王克俭
塑料包装 2020年3期
范炜亮 王克俭
(北京化工大学机电工程学院)
1. 引言
塑料制品具有质量轻、比强度高、绝缘、良好的耐腐蚀性和化学稳定性等优点,塑料工业的迅速发展使塑料制品广泛地应用于工农业、建筑、包装、航空航天工业和日常生活等多个领域。然而,塑料制品在加工和成型过程中不可避免地会产生一些缺陷,在成型过程中对缺陷的控制和在使用过程中对缺陷的检测对塑料制品应用于生产生活具有重要的意义。本文对塑料制品成型过程中产生的缺陷类型、缺陷的控制及改良措施以及缺陷的检测方法进行了讨论。
2. 塑料制品的成型缺陷和控制措施
塑料制品的加工方式不同于金属制件,很少使用刀具进行切削加工,大部分高聚物的加工成型都伴随着熔体的流动和形变。热塑性塑料加工的主要方式是注塑成型,这种方法应用广泛,占据了塑料加工业的80%。注塑成型工艺的优点有生产周期快、生产率高、适应性强以及易于自动化等。然而,品种繁多的塑料原材料、复杂型腔结构的模具、物料的流变、力学性能差异以及成型设备不同的控制运行状态等因素都会影响塑料的加工成型,使成型的塑料制品上存在各种各样的缺陷。注塑成型的制品存在三大类常见缺陷,即外观缺陷、工艺缺陷和性能缺陷[1],下文介绍几种典型缺陷的产生原因和控制措施。
2.1 熔接痕
注塑制品的熔接痕大多由温度差引起,来自不同方向的熔融树脂交汇时,树脂前端部分被冷却,在结合处融合不完全就会产生熔接痕。熔接痕通常只影响外观,但严重时会影响到制品的强度[2]。控制熔接痕的工艺调整方案包括:
(1)控制熔体保持适宜温度。温度过高时,塑料的粘度小,流动性强,熔接痕会变细;温度较低则有利于减少气态物质的分解。当树脂的流动前锋的汇合温度与注射起始温度的差值在20℃之内时,熔接痕的质量比较好。(2)提高模具的温度。(3)提高注射速度,值得注意的是,当型腔内的空气或挥发物阻碍树脂熔体汇合时,应适当降低注射速度。原因是高注射速度可促进熔体在降温前快速汇合,而低速注射有利于充分排出型腔内的气体。(4)提高注射压力,延长注射时间。(5)尽量避免熔接痕在承力或外观要求高的位置形成。(6)降低锁模力以利于排气。(7)减少使用脱模剂,使物料可以顺利融合。
2.2 翘曲
翘曲是制品成型时在空间上产生额外旋转或扭曲的现象。注塑产品存在翘曲的典型表现是产品的外观平坦,但在部分位置出现起伏的情况,弯曲或扭曲发生的位置一般在直角边上(面向内部或外部方向)。翘曲缺陷会导致制品无法正常使用,塑料制品的翘曲如图2所示[3]。
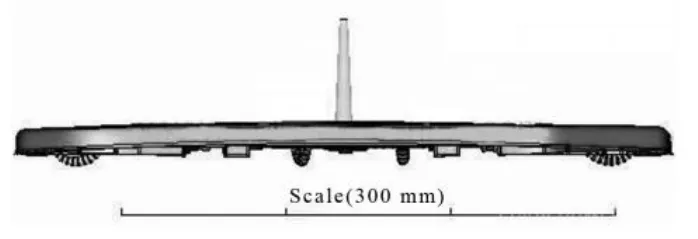
图2 制品翘曲[3]
多种因素都会导致塑料制品成型产生翘曲。在外界温度变化时,塑料的内部分子链的位移会导致翘曲现象,塑料分子自身内部的应力也会导致扭曲。这些物理因素的影响不易消除,但在注塑工艺、模具方面使用一些改进措施可有效减少翘曲的发生:
(1)控制模具的内压力和温度,避免内压力过高或温度过低。(2)提高熔料的注射速度,使熔料流动前端处的粘性满足要求。(3)提高料筒的温度使熔料温度达到预定值。(4)通过优化模芯的形状和尺寸避免产品在截面厚度上发生剧烈变化。
2.3 气泡和气孔
气泡缺陷是指空气或气体包裹在塑料制品内部而产生空洞的现象。塑料制件在冷却时,发生体积收缩,在壁厚部分会形成空隙,塑料中的水分与挥发物含量过高会在成型时产生气泡并包封在制品内部。
真空气泡是制件壁厚太大造成的,其解决措施包括:(1)根据壁厚优化浇口和浇道尺寸。(2)降低注射速度,提高注射压力。(3)延长注射、补缩时间。
气泡缺陷是由挥发性气体造成的,解决的方法有:(1)使塑料保持充分干燥;(2)降低塑料的熔融温度,避免塑料产生分解。
2.4 喷射流
喷射流是指熔融树脂从浇口射入型腔时沿着流动方向所形成的蛇形形状的弯曲痕迹。塑料熔体在高注塑压力下由狭窄区域进入到较宽的区域时,塑料熔体不与模壁接触而发生喷射、蜷曲,喷射流会在折叠处形成,如图3所示。正常充填时塑料熔体以层流的状态从浇口到达型腔终点,如图4所示。喷射流会导致注塑制品的强度降低,并形成表面斑点和内部缺陷[4]。
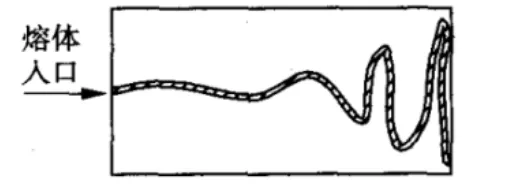
图3 喷射示意图[4]
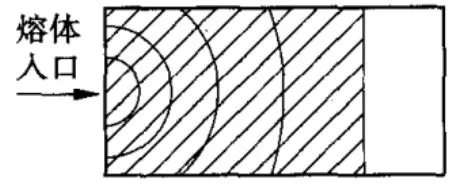
图4 正常填充模式示意图[4]
喷射流形成的主要原因一般为充填速度过快,因此,减小或避免喷射流的措施有:(1)降低注射速度。(2)升高模具温度。(3)加大浇口横断面积。
2.5 顶白
注塑制品正面对准喷嘴的位置可能存在顶白缺陷,即在顶出的模具位置出现对应力发白或对应力升高的情形。顶白缺陷不仅导致制品的外观变差,也会影响到制品后期的使用。
产生顶白缺陷的原因是生产初期对脱离模具的压力设置过高,或在顶出杆的过程中应对的表面积较小造成的。因此,合理控制注塑工艺中的压力参数有利于控制顶白缺陷的产生,具体措施为:(1)根据材料的实际特征进行保压调整。(2)适当减少保压时间。(3)保证保压交替的及时性。(4)延长冷却的实际时间,确保制品冷却充分。
2.6 收缩
塑料制品表面上材料熔体堆积的区域存在凹痕,在塑料制品壁厚较大或壁厚尺寸改变的地方易发生收缩。塑料制品冷却时,外层靠近模具壁的部分先冻结,同时制品的中心产生内应力。当应力过大时,外层的塑料发生塑性变形造成了制品的收缩[5]。
为了避免收缩的产生,可以改良加工工艺参数,例如:(1)提升保压压力,增加保压时间。(2)调节模具外壁温度。(3)降低熔料的温度。此外还可以在设计方面采取改良措施,如:(1)缩短材料顶端的长度,增加其横截面积。(2)将材料的顶端置于厚的外壁位置。(3)避免材料堆积数量过于密集。
2.7 龟裂
龟裂通常指制品表面产生的裂纹缺陷,特别是制件含有尖锐的突角时,常伴随着裂纹缺陷,龟裂主要是由应力变形导致的。塑料中产生残余应力的主要原因有填充过度、镶嵌件和脱模顶出三种[6]。
减少龟裂缺陷可采取以下措施:(1)采用多点分布浇口、侧浇口等方式避免浇口处的残余应力过大。(2)降低熔融塑料粘度,提高流动性以减小应力。(3)适当缩短保压时间或进行二次保压。(4)增大脱模斜度、降低模具型腔及型芯表面粗糙度、增加顶杆数量、增加顶杆与塑件接触面积来降低残余应力,减少龟裂。(5)增大塑件龟裂处的壁厚、选择热膨胀系数小的塑料(如玻璃增强塑料)并在成型前对金属嵌件预热。
2.8 其他缺陷
塑料制品的成型方法除了注塑成型外,还包括挤出成型、吹塑成型、压延成型、流延成型等工艺。压延成型常用来生产PVC、PVDC等塑料包装片材,该工艺会产生厚度、直线度和平整度的缺陷。挤出成型则用于制造 PET、PP、HIPS等塑料片材,挤出成型过程中会导致断裂缺陷、厚度不均等,通过对压延机辊筒和挤出机机头的改良可以有效控制这些缺陷的产生。
3. 塑料制品缺陷的检测方法
塑料制品在成型时受到生产工艺和技术水平等因素的影响,难免会产生缺陷,影响到制品的性能和使用安全。无损检测技术通过探查材料局部缺陷对声、光、电、磁、热信号的变化反馈出缺陷的位置和深度信息,无损检测技术能够有效地检测出制品缺陷,帮助使用者及时排查安全隐患,保障制品的使用寿命。无损检测技术是产品质量保证中重要的基础技术。在多种无损检测技术中,应用于塑料缺陷检测的方法主要有三种:红外热成像检测、声发射检测、超声波检测[7]。
3.1 红外热成像检测
红外热成像无损检测是根据红外线辐射原理,通过测量物体内部能量的流动情况,直观上对缺陷进行判断的方法。该方法使用红外热像仪显示检测结果,可以通过分析热图来推断缺陷情况。红外热成像检测操作简单、成本低、检测用时短,可检测到缺陷的具体位置,但检测能力受到缺陷深度、材料结构和热特性的制约。
秦亚等[8]以玻纤增强尼龙为材料,使用红外无损检测和数字射线检测两种方法进行缺陷检测并进行对比分析,结果表明红外无损检测的适用范围广、效率高,适合大尺寸产品内部的缺陷检测。
江海军等[9]运用脉冲红外热波成像和锁相红外热波成像技术对碳纤维复合材料在冲击作用下的断裂、开裂、分层、破碎等缺陷进行检测,得到的可见光图像和脉冲红外图像清晰地反馈了缺陷的位置信息。
3.2 声发射检测
声发射检测技术在试样加载过程中采用声发射检测设备来获取缺陷的动态信息,进而确定声发射源或缺陷。声发射检测法具有获得连续变化的损伤信号的优势,适用于在线监测和预测。声发射法利用声信号的发射特点和强度值可以准确检测出材料上的裂纹、裂缝以及微观形变。该技术在检测纤维增强的热塑性塑料时还可准确判断出复合材料层板间的断裂状况。
张燕南等[10]将声发射(AE)和数字图像相关(DIC)技术结合,实现了对复合材料表面微变形的准确检测和对内部损伤源声发射响应特征的动态描述,研究了三维编织复合材料的损伤演变规律。
3.3 超声波检测
超声波检测利用材料及其缺陷在声学性能上的差异,可以对材料内部缺陷的尺寸和位置的进行无损检测。超声波检测的优点是灵敏度高,速度快,能对缺陷进行定位和定量。目前,超声波检测是无损检测技术中最常用的方法,它能够实现对塑料制品中孔隙、裂纹、气泡等多种缺陷的检测。传统超声波检测法的弊端在于需要使用偶合剂,无法使用同一探头检测多种缺陷。近年来新兴的激光超声无损检测技术具有高效、检测信号清晰、适用于多种材料、环境等优势,具有广阔的发展空间。
王文林[11]用相控阵超声检测法对空心悬式复合绝缘子的内部缺陷进行检测,成功检测到绝缘子的中部断层缺陷和气孔缺陷,相控阵超神波检测仪能测出直径0.5 mm的气孔缺陷,说明该方法具备较高的检测灵敏度。
4. 结语
塑料制品在注塑成型的过程中可能产生熔接痕、翘曲、气泡、喷射流等多种缺陷,通过优化模具和加工工艺可以减少或避免缺陷的产生,提高塑料制品的质量。在塑料制品的使用过程中,对缺陷的无损检测可以及时地获取材料的结构信息和缺陷情况。因此,缺陷检测对保障产品的正常使用具有重要意义。超声波检测、红外热成像检测和声发射检测可以有效地测出塑料制件的缺陷,减少安全隐患。然而,由于各种方法检测原理的不同,对仪器、设备的要求也存在一些差异,在检测时要按照实际情况选取适当的方法。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
今日农业(2019年11期)2019-08-15
消费导刊(2017年15期)2017-11-07
消费导刊(2017年15期)2017-11-07
中成药(2017年6期)2017-06-13
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2015年10期)2015-10-14
少儿科学周刊·少年版(2015年3期)2015-07-07
中国塑料(2014年1期)2014-10-17
