
关于一种涂装电泳车门备件生产器具设计及使用
2020-08-13 06:56贾帅锋
汽车实用技术 2020年14期
贾帅锋

摘 要:针对汽车涂装车间过程各种备件生产过程中的生产方式、质量标准达成、快速交付、低成本等问题进行分析解决,文章主要从备件器具设计要求与理念、过程捆绑规范、PVC打胶快速转接、质量问题解决来解决备件生产过程的各种难题,确保备件快速生产和交付。为后续各种备件生产及器具设计、质量标准达成、快速交付奠定基础。
关键词:涂装;备件;器具
中图分类号:U463 献标识码:A 文章编号:1671-7988(2020)14-156-03
Abstract: To analyze and solve the production, quality, delivery, cost and other problems in the production of various spare parts in the automobile painting workshop, this article mainly from the spare parts and appliances design requirements, process binding specifications, quality problems to solve the spare parts production process to ensure rapid production and delivery of spare parts. For the follow-up of various spare parts production and equipment design, quality standards, rapid delivery to lay the foundation.
Keywords: Painting; Spare parts; Appliance
CLC NO.: U463 Document Code: A Article ID: 1671-7988(2020)14-156-03
引言
现阶段国内小型汽车产销量持续不断增长,汽车拥有量也在逐年增加,而且我国汽车保有量占全球比重呈上升趋势。我国从汽车小国逐步成为全球汽车最大的销售市场,保有量正在快速追赶发达国家。正由于这样,日常行驶过程中,避免不了各种事故的发生,客户就需要对汽车备件进行修复或更换,车型备件需求量较大。为满足市场及客户需求,今天我们重点说的是涂装备件生产及器具设计,本实用新型涉及汽车涂装技术领域,尤其是涉及一种涂装电泳车门备件生产器具。
1 问题背景
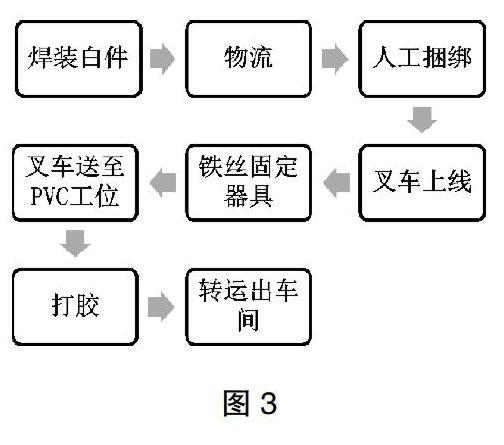
目前汽车涂装车间在现有生产电泳备件过程中,投入大量人时操作和物力资源,生产效率低下,主要体现在门备件生产中,首先捆绑固定繁琐,为避免备件捆绑不牢电泳过程掉落,需要浪费大量人员、时间对门备件上下左右固定牢固在备件框;电泳完后,门备件四周折边需要PVC胶条密封,现有器具无法实现直接过线操作(如图1),需要将电泳完成的备件逐个拆卸放入专用器具,然后在推入焊缝密封工位,逐个拿出完成PVC胶条操作后放入器具再推出车间,整个备件生产过程繁琐且效率低下,过多重复拆卸上下生产线的过程,电泳备件漆膜产生大量磕碰、划伤等质量问题(如图2),需要再投入大量人时打磨,喷涂防锈漆修补。
2 原因分析过程
从调查过程中发现,原使用器具过程造成备件与器具接触,捆绑方式复杂、过程涂胶困难,器具无法正常转接进入下个工位,导致生产备件过程生产人员、动能、返修能造成浪费,如果需彻底解决,各种备件需专门设计专用器具、固定装入数量、方便过程操作,才能将问题彻底解决。
3 对策实施
针对现有技术不足和不满足质量要求,组织科室成员进行头脑风暴策划,确定最终生产方案,为解决本次难点,设计了本次实用新型所要解决的技术问题是提供一种涂装电泳车门备件生产器具,其减少捆绑点,解决备件之间的接触、提高生产效率、降低过程返修,并且备件可直接通过自动转接进入PVC線操作。
为了解决上述技术问题,本次团队成员设计的实用新型器具所采用的技术方案为:该涂装电泳车门备件生产器具,包括主体框架,所述主体框架包括底架和支撑架以及顶架,所述顶架通过支撑架设在底架上,所述顶架的侧面设有用于悬挂车门的定位杆,所述定位杆上设有用于与车门门框内侧边缘配合的卡槽。进一步的所述定位杆上的卡槽为沿定位杆轴向设置的一组卡槽。所述底架上设有吊具支点支架。所述支撑架上设有用于捆绑车门定位的定位孔。所述顶架为方形框架结构,对应顶架每个侧面均设有一组定位杆。所述定位杆为丝杠螺纹杆,丝杠螺纹杆上的螺纹间距形成一组卡槽。
本实用新型备件器具与现有生产方式相比,具有以下优点:
该涂装电泳车门备件生产器具结构设计简单、合理,门框上部牙边卡在定位杆的卡槽上,固定备件且上部无需进行捆绑等操作,仅需将门框下部与绑在主体框架上,减少了捆绑点,解决PVC打胶过程中备件晃动的问题,大幅提高了生产效率;并且利用底部的吊具支点工艺支架满足器具入电泳槽完成电泳并转接滑橇直接进入PVC工位操作,完成胶条密封操作,有效提高备件生产效率与质量。
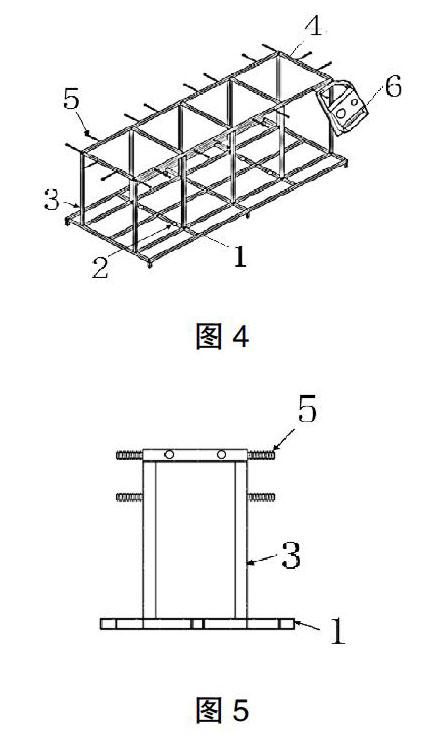
附图说明:下面对本次自主创新设计各幅附图所表达的内容及图中的标记作简要说明:图4为本实用新型器具立体结构示意图以及备件的悬挂固定方式。
图5为本实用新型器具端部侧面示意图。
具体设计和过程实施方式:下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明。
如图1和图2所示,该涂装电泳车门备件生产器具,包括方形的主体框架,主体框架包括底架1和支撑架3以及顶架4,顶架4通过支撑架设在底架上,顶架的侧面设有用于悬挂车门的定位杆5,定位杆上设有用于与车门门框6内侧边缘配合的卡槽。
底架1和顶架4均为方形框架,支撑架为一组竖杆,支撑架的下端与底架焊接相连,支撑架的上端与顶架焊接相连,形成整体的框架结构,结构强度可靠;并在底架的四角下部设有支脚。
定位杆5上的卡槽为沿定位杆轴向设置的一组卡槽,便于门框上部悬挂定位操作。支撑架上设有用于捆绑车门定位的定位孔,通过钢丝绑定车门门框6,定位可靠不易脱落。
顶架为方形框架结构,对应顶架每个侧面均设有一组定位杆5;定位杆5为丝杠螺纹杆,丝杠螺纹杆上的螺纹间距形成一组卡槽,结构简单,成本低。
利用器具丝杠上的螺纹,形成密集的卡槽,将车门备件上部门框牙边垂直悬挂在丝杠螺纹形成的卡槽,下部用铁丝拉紧固定在器具上,操作过程仅需固定一端,可确保门备件在电泳过程吊具摇摆与水流冲洗不掉落,解决备件在电泳过程中接触,造成电泳不良。
将器具框架预留车门厚度间距,备件在捆绑过程中将车门内侧需操作密封胶条的部位朝向操作人员,方便后续工位人员操作,电泳完成后进入烘干炉进行烘干,利用滑翘直接通过焊缝密封工位,人员使用粗细密封胶枪,完成胶条密封操作。
底架上設有吊具支点支架2,利用门下部工艺孔穿插铁丝固定在主体框架上,利用吊具支点支架满足器具入电泳槽完成电泳并转接滑橇完成PVC胶条密封操作。实现电泳与胶条密封一次性过线生产,提高备件生产效率的同时降低故障返修率。
5 实施结论
本实用新型中在实际的投入验证和使用中缩短了门备件捆绑时间,原来捆绑单个门需要4分钟,利用新设计器具仅需2分钟;节省门备件二次拆卸上线时间30分钟;提高备件质量:减少备件捆绑划伤的部位,减少备件二次拆卸上线过程中漆膜磕碰、划伤,降低备件返修率的同时提高备件电泳漆膜防腐外观质量;减少人员劳动强度,节约人员成本,由于之前捆绑、拆卸繁琐,生产备件原来需要人员5名,利用新设计器具仅需生产备件人员3名,减少人员劳动强度,并有利于其他工作合理分配(见表1)。
上述仅为对本设计较佳的实施例说明,上述技术特征可以任意组合形成多个本发明的实施例方案。上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
6 成果推广
本次科室团队成员经过反复的验证和使用,将前期问题进行了彻底解决,汽车备件是各种各样的,结合本次成功案例,大家也制定了后续的优化计划和设计方案,确保所有备件都能快速交付,满足质量需求,以下表2是我们制定的后续优化计划:
7 结语
本实用新型公开了一种涂装电泳车门备件生产器具,包括主体框架,所述主体框架包括底架和支撑架以及顶架,所述顶架通过支撑架设在底架上,所述顶架的侧面设有用于悬挂车门的定位杆,所述定位杆上设有用于与车门门框内侧边缘配合的卡槽。门框上部牙边卡在定位杆的卡槽上,仅需将门框下部与绑在主体框架上,减小了捆绑点,大幅提高了生产效率;并且利用底部的吊具支点工艺支架满足器具入电泳槽完成电泳并转接滑橇完成胶条密封操作,有效提高备件生产效率与质量。
参考文献
[1] 王锡春.汽车涂装工艺技术[M].北京:化学工业出版社,2005,29- 124.
猜你喜欢
中国电气工程学报(2020年14期)2020-11-18
中国电气工程学报(2020年14期)2020-11-18
品牌与标准化(2019年6期)2019-02-06
商情(2018年7期)2018-03-28
中国高新技术企业(2017年9期)2017-06-01
科学启蒙(2017年4期)2017-04-10
时代英语·高三(2014年5期)2014-08-26
新媒体研究(2009年5期)2009-04-09
