
基于RFID的物料与在制品追踪智能终端的应用设计
2020-08-21 09:09姜贞勇
数字技术与应用 2020年7期
关键词:智能终端
姜贞勇
摘要:一般的生产企业所关心的主要问题是:是什么人在什么设备上生产什么产品,生产的数量、质量如何?这些信息是否实时的体现到了企业管理者面前?大多数企业都能够通过纸质手段利用人工抄录方式将这些信息收集起来,但这些信息存在不及时(滞后)、容易出错或造假等问题。本文旨在设计一种基于RFID技术、433MHz无线通信技术的智能终端,进行企业车间生产实时信息的采集,尽快提升企业制造业信息化水平,使企业信息尽快达到“实时化、智能化、无纸化、可视化”。
关键词:RFID;智能终端;MES;实时信息
中图分类号:TN98 文献标识码:A 文章编号:1007-9416(2020)07-0174-04
0 引言
我国制造业在信息化建设方面的起步比较晚,许多企业过于注重上层管理级和设备级的建设,而相对忽略了车间生产制造层面的信息化。制造执行系统MES(Manufacturing Execution System)從产品生产过程的全生命周期出发,专注于企业车间级的生产信息管理,能够从生产现场的执行层对企业进行更直接有效的生产资源配置优化,为企业迅速地提升产品的质量,降低各种资源的损耗,全面地提升企业的综合竞争能力。
在“中国制造2025”、“以信息化带动工业化,以工业化促进信息化”、科技与经济结合的相关国家政策指引下,设计新一代的基于RFID的实时数据采集智能终端[1],通过RFID电子标签与人、设备、在制品(生产产品)进行信息的绑定,实现生产物料及在制品的实时追踪管理[2],是本文为企业提供“产品设计理念创新,制造模式层次创新,经营管理方式创新”的目的,达到“什么人在什么地方(产品线)用什么设备(或什么工艺)生产了什么产品、多少产品,产品的质量如何”等等完全透明的企业质量安全的大数据平台支撑体系。
1 需求分析
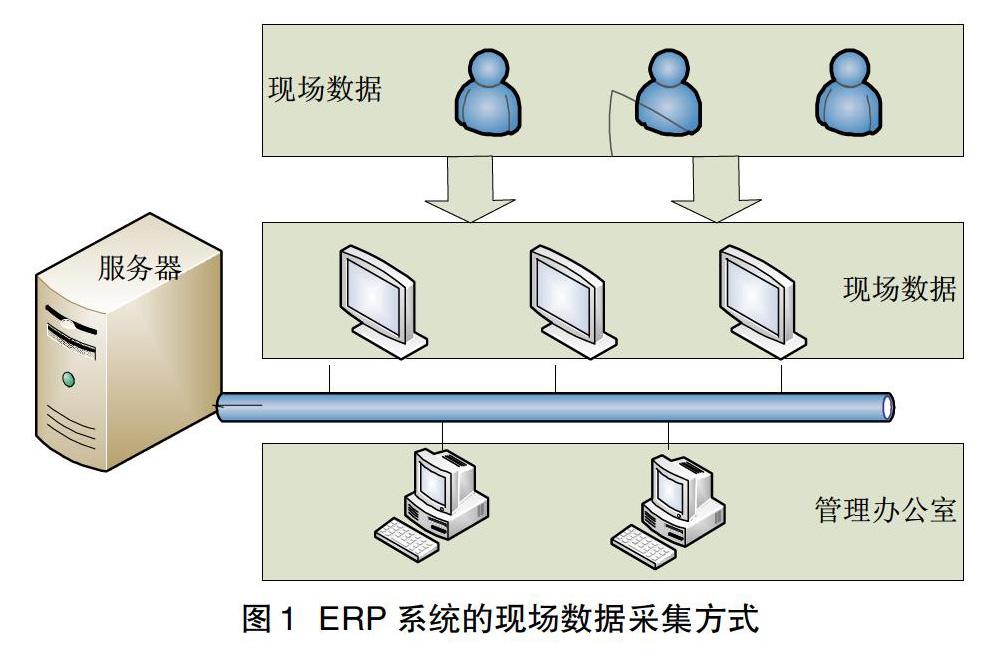
一个ERP系统,如图1所示,其生产车间、现场的数据是通过纸张录入,人工传递的方式加载到系统中的,它不能实时体现产品的如下实时生产信息。
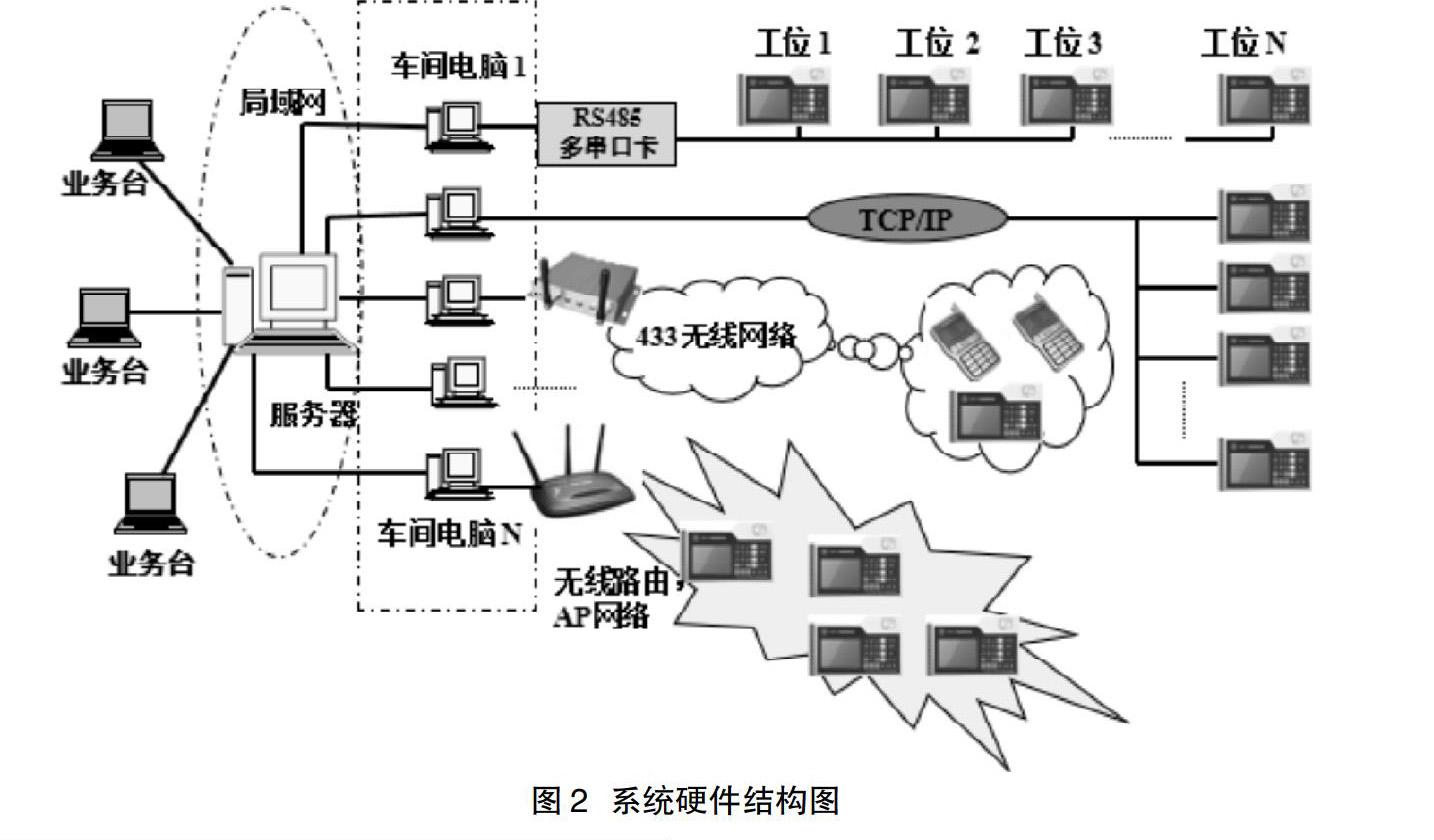
如果在ERP系统与车间现场之间增加一个实时数据采集的桥梁;或者对没有实施ERP的企业,通过一个系统直接将车间实时信息管理起来,这就是MES的功能了。根据ERP特点和存在的问题,我们所设计的MES在物理上将系统划分为三个部分:基于RFID的硬件平台(智能数据采集终端)、生产车间信息采集的软件平台,整个企业信息管理的软件平台,其物理设计架构如图2所示。
2 产品硬件设计
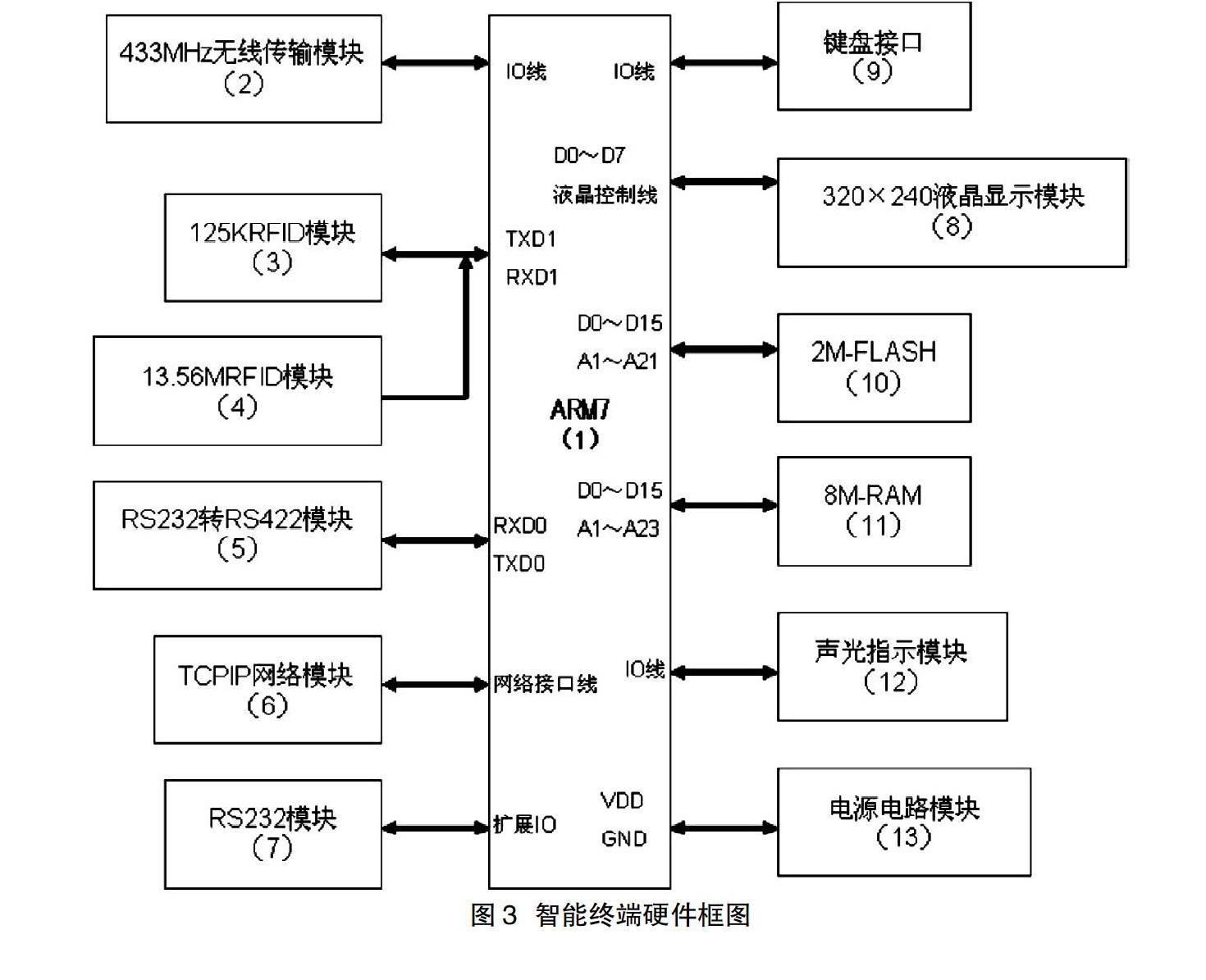
本文所设计的智能数据终端以Samsung S3C44B0嵌入式微处理器ARM为核心[3],通过各种不同功能模块的搭配,实现各种不同的功能。该终端的硬件接口框图如图3所示。
2.1 RFID模块设计[5]
RFID射频识别(即Radio Frequency Identification)技术是从90年代兴起的一项自动识别技术。它利用无线射频方式进行非接触双向通信,以达到识别目的并交换数据。与磁卡、IC卡等接触式识别技术不同,RFID系统的电子标签和读写器之间无须物理接触就可完成识别,因此它可实现多目标识别和运动目标识别,可在更广泛的场合中应用。
本智能终端的RFID阅读模块采用125K的低频频率,该模块与智能终端的接口采用RS232,因此该模块自带一个CPU。由于它的功能简单,只负责RFID的ID的读取,因此其CPU选用ATMEL公司的AT89C2051。射频读写芯片采用U2270B,满足ISO 1800-2低频标签国际标准,它将电源供电、数字调制、载波振荡器以及线圈驱动集成在一个芯片上,设计开发十分便捷。
2.2 通信模块设计
本智能数据采集终端的无线传输模块采用CC1020微功率433M频率无线接口芯片进行设计,通过合适的功率和天线设计,可以保证在空旷的环境下无线传输距离500米,可满足一般生产厂房的传输距离的要求,在一些生产厂房不适宜用有线方式与上位机进行通信的场合,就采用433M无线通信的方式进行信息的传输。
2.3 液晶显示模块
液晶显示模块应用的是320×240点阵,与ARM的接口完全使用IO接口。本设计在ARM的数据存储模块中固化标准汉字库,保证液晶显示模块的汉字显示。
2.4 键盘接口
本设计的键盘为8×4阵列,可以对生产实时信息进行及时的输入,也可以进行输入法的转换,满足不同信息输入的需求。
3 终端的软件实现流程
本智能终端开机显示对应企业的LOGO,然后显示对应企业MES系统的名称。该部分为针对企业的定制软件,可以针对不同的企业进行修改。
终端在对企业LOGO和MES系统名称显示大约2秒后,就会自动显示终端的通信地址,终端目前在什么车间的什么设备上工作,目前该终端在什么班组,班组有哪些成员(工人)等等信息。然后界面静止在当前信息状态N秒,如果不对终端进行操作,则界面会熄灭以节电保持休眠。时间N参数可以通过终端键盘设置,只要按任意键或刷RFID卡终端就会正常恢复显示。
应用程序的实现流程如图4所示。
为了防止非岗位人员操作终端,只有刷卡(员工卡)进行身份认证后,才能对终端进行操作,否则终端不会响应。员工进行刷卡确认时,终端系统同时实现对员工的考勤进行记录。
由于终端在开机状态下,会通过上位机进行实时时钟的更新,所以员工的考勤记录是真实的。
智能终端上能够识别的RFID卡除了员工身份卡外,另一种则是产品身份卡。该卡在产品生产的第一个工位(或者工序)开始生成,并随着工序的流动与产品共生存,直到该产品生产完毕,产品身份卡就会重新作为另一个产品的身份继续重复利用。为了确保产品的质量可追溯,RFID卡的卡号后面会跟着附加产品生产起始时间的年月日信息,作为产品的正式身份信息,从而保证产品身份信息的唯一性[4]。
操作工人通过刷卡唤醒智能终端后,如果终端确认刷卡刷的是产品卡,终端就会显示该产品目前应该生产的产品工艺信息,工人对工艺信息进行核对,核对正确才能生产产品,信息不对,则可以通过终端键盘反馈该产品信息,提醒专门的操作工人来该工位将产品取走并归位到正确的生产工序上。
操作工人核对完该产品应该在该工位(设备)用什么工艺生产多少件产品后,开始生产产品,生产完毕才能将生产信息录入到终端里。终端程序设置有输入导引,工人按照导引输入相关生产信息如:总共花了多少时间生产了多少件产品,好件多少,坏件多少,坏件的缺陷信息是什么等等。信息录入完成,终端还要求刷员工卡以确认是谁在什么时间生产了该批次产品。由于是刷卡操作,终端会自动记录生产过程时间,这就避免了操作工人伪造生產时间信息,为计时或计件来计薪提供了依据。
终端在休眠状态下,其实还在与上位机在不停的进行信息沟通,比如上位机是否要终端把生产信息传送给上位机,上位机是否要求终端进行终端程序的远程更新升级(比如前述企业LOGO、企业MES系统信息)等等。
4 结语
本设计配合MES软件系统,可直接将企业的生产计划、工艺下达到车间的相关工序或设备, 直接指导设备加工、减少工艺错误,防止跨工序加工,减少手工输入、纸张传递过程,及时修正工艺错误、缩短工艺纠正周期,完成质量信息采集与分析。
展望未来,随着现代信息技术的迅猛发展,5G无线通信技术已经迎来大规模的应用,因此,基于5G技术的新一代智能终端在生产企业的大数据信息采集方面必将发挥重要的作用。
参考文献
[1] 刘泽禧,戴青云,周科,等.基于MES的嵌入式智能数据交互终端的设计[J].仪器仪表用户,2008(02):64-65.
[2] 戴青云,罗天友.基于RFID的在制品追踪与管理系统[J].电脑与电信,2006(07):10-15.
[3] 陈海宾,欧习洋,汪龙峰,等.基于MSP430F6736的全SOC单相智能电能表设计[J].电测与仪表,2015(04):8-12.
[4] 张秋月,徐人恒,曲井致,等.基于RFID技术的电能表数据采集方法[J].电测与仪表,2014(18):10-12.
[5] 游战清,李苏剑.无线射频识别技术(RFID)理论与应用[M].北京:电子工业出版社,2004.
