
汽机房行车在汽机房网架安装中的应用
2020-08-28 17:15仝全民邵志强王保军
机电信息 2020年24期
关键词:应用
仝全民 邵志强 王保军
摘 要:山西永济“上大压小”热电联产2×350 MW超临界机组工程,与一期工程共用两台QDWHX80/20 t-30.5 m桥式起重机。汽机房为现浇钢筋混凝土框架结构,跨度32 m,柱距9 m,总长度167 m。汽机房屋盖采用钢屋架、双向预应力混凝土屋面板。汽机房共设三个正交正放四角锥焊接球形钢结构网架,网架采用滑移脚手架平台的施工方法进行安装,脚手架平台搭设在一期2#行车上。利用此种方法安装,安全经济、省时省力,具有巨大的经济效益和社会效益,对同类型工程具有一定的参考价值。
关键词:汽机房行车;网架安装;滑移脚手架;应用
1 项目背景
山西永济“上大压小”热电联产工程,位于山西省永济市东南3.5 km处,采用2×350 MW超临界机组。本期工程是在一期(2×300 MW)主厂房东侧扩建端。为了便于机组维护运行及管理,主厂房在跨距、柱距、标高等关键数据上采用同一期工程一致的原则。
汽机房采用现浇钢筋混凝土框架结构,跨度32 m,柱距9 m,共18个柱距,中间设三个1.2 m伸缩缝,总长度167 m。汽机房屋盖采用钢屋架、双向预应力混凝土屋面板。网架与山墙弹性连接,能够传递风荷载。
主厂房±0.000 m标高相当于绝对标高380.300 m,室内外高差为0.200 m。行车轨顶标高24.30 m,屋架下弦标高26.90 m,A、B列网架支座梁标高29.40 m。汽机房吊车梁采用实腹式钢制吊车梁。
2 一期行车
一期2×300 MW机组于2006年底前双机投运,本期汽机房与一期汽机房共用两台行车。行车选用的是杭州华新机电工程有限公司生产的QDWHX80/20 t-30.5 m桥式起重机。
3 主要用途
安全经济,省时省力。在安装汽机房钢网架的同时,下面汽机房运转层(12.60 m)有大量的土建、安装工作正在进行施工,现场各工种交叉作业较多,利用在行车上搭设脚手架平台,做好施工平台与下面的隔离,可确保施工安全。
4 安装方案
4.1 项目范围
本期工程主厂房位置在一期(2×300 MW)主厂房东侧扩建端,16′轴→34轴,与一期主厂房贯通,汽机房共设三个网架。本期工程设有三个伸缩缝(柱中到中间1.20 m),分别是16轴→16′轴(一期扩建端与供热首站间)、19轴→19′轴(3#机组与供热首站间)和27轴→27′轴(3#与4#机组间)。
4.1.1 网架一
16轴→19轴(下面是供热首站),3跨27 m长。杆件有9种规格720个,重量30 003 kg,空心球有5种规格200个,重量7 311 kg,网架一总重37 314 kg。
4.1.2 网架二
19′轴→27轴(3#机区域),8跨72 m长。杆件有9种规格1 920个,重量71 349 kg,空心球有4种规格515个,重量17 014 kg,网架二总重88 363 kg。
4.1.3 网架三
27′轴→34轴(4#机区域),7跨62.7 m长。杆件有9种规格1 680个,重量62 944 kg,空心球有4种规格452个,重量14 860 kg,网架三总重77 804 kg。
4.2 腳手架方案
为了不影响一期两台机组正常运行,留下1#行车(西侧)保证一期两台机组正常运行需要,只利用一期2#行车(东侧)用于本期工程汽机房钢网架安装。
4.2.1 钢管材料
钢管用外径48 mm×壁厚3.5 mm的焊接钢管,扣件用机械性不低(KTH330-08)的可锻铸铁。
4.2.2 脚手架搭设
根据现场施工情况和网架安装经验,经过多种方案比较,最终选择把脚手架搭设在一期2#行车上。搭设满堂红脚手架尺寸:长31 m×宽8 m×高2.2 m,整体满堂架与行车连接牢固。整体架子上铺满架板,四周搭设附栏,架子所用的钢管、架板总重量9 t。
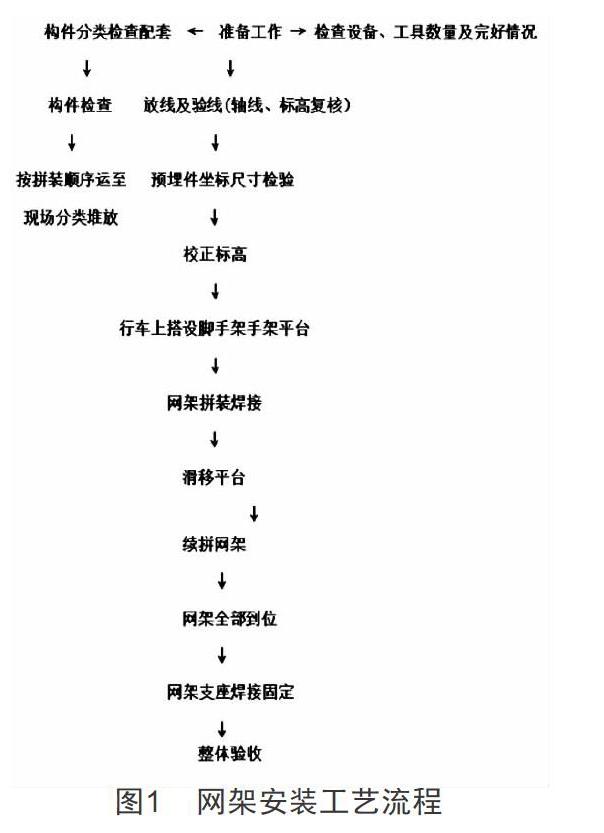
4.3 网架安装工艺流程
网架安装工艺流程如图1所示。
4.4 网架安装方案
采用滑移脚手架平移的施工方法进行网架安装。
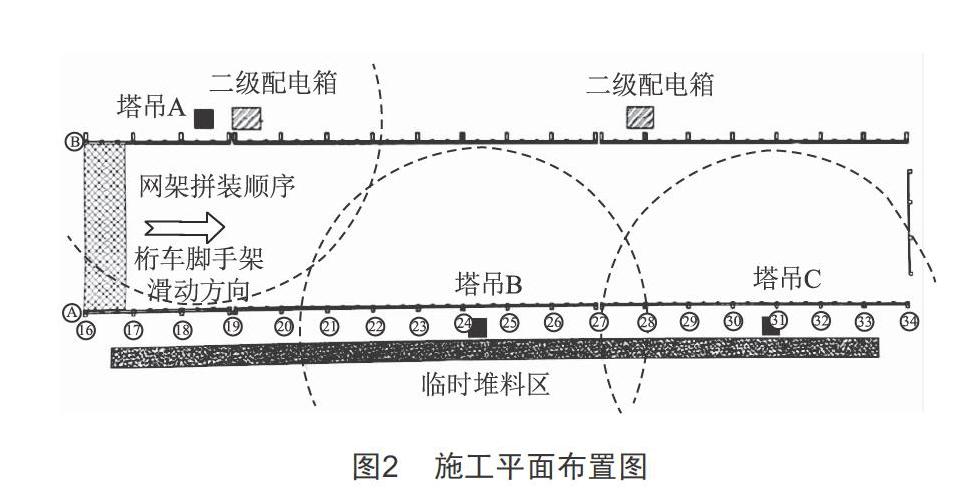
4.4.1 施工平面布置
施工平面布置如图2所示。
说明:图中塔吊A、塔吊B、塔吊C分别为A标段和B标段所建。
4.4.2 网架安装顺序
网架安装顺序是16轴→34轴(网架一→网架二→网架三)。网架杆件利用塔吊车由场地外侧吊至脚手架平台上。
4.4.3 网架安装方法
利用A标段和B标段所建的塔吊A、B、C将网架空心球、杆件等材料吊装至脚手架平台上。网架在脚手架平台进行拼装,拼装前在平台上按下弦节点位置摆放木墩作为下弦球支承点,按下弦节点位置先拼装下弦(进行操平),后拼装腹杆、上弦,拼装时按轴线位置直接就位,每次在平台上拼装的网架为6 m×32 m(即两个网格),拼装完成后进行焊接。拼装、焊接应从跨度中心往两边进行。焊接完成经检查符合要求(几何尺寸、轴线偏移、焊缝质量)后,脚手架平台向前移动6 m,进行网架续拼6 m×32 m,边续拼边焊接,完成后脚手架平台再向前移动6 m,继续续拼,依次类推,直至网架全部完成。
根据每个网架的总重量计算测得,在平台上拼装的6 m×32 m(即两个网格)网架总重<8.4 t,脚手架总重约9 t,加上工作人员(小于30人)及焊机等设备,在脚手架平台上施工总重量约30 t,远远小于行车起重量80 t。
4.5 网架拼装注意事项
网架拼装依照从16轴向34轴拼装的次序,在拼完一个6 m×32 m后,检查轴线尺寸和纵横向长度偏差,有较大偏差时及时调整,在网架拼装过程中,应严格执行工艺操作规程和有关规范要求,建立三级互检体系,未经检查验收,不得进行下道工序施工,拼装完成后进行交工检查验收,做好各项检查和验收记录。
(1)材料进场复检制度。要把好材质这关,必须坚持材料进场复验制度,并且只有当化学成分及机械性能都合格才能使用。
(2)不能忽视支承坐标高超差和约束条件的改变。网架安装在土建施工的支座上,施工误差较小的由网架安装单位采取措施解决。
4.6 网架安装工期
汽机房网架由山西汾阳网架建设有限公司设计、施工,为了保证参建各方都能正常施工,且能抢出更多施工时间,相关施工单位通过沟通协调,达成一致,即A标、B标在规定时间内将行车运行电源完成,A标先将16→19轴行车轨道安装完成,且验收合格,交付使用后,就进行网架一的安装,在此过程中A标、B标及时将后续19→27轴和27→34轴行车轨道安装完成,不影响网架二和网架三的后续安装。从开始安装网架一到网架三安装完成,历时40天。
5 关键技术和创新点
(1)在一期2#行车上按三脚架搭设规定,搭设尺寸为长31 m×宽8 m×高2.2 m的满堂红脚手架,整体满堂架与行车连接牢固,脚手架上铺满架板,四周搭设附栏。架子所用的钢管、架板总重量约9 t,没有超载行车起重量80 t。
(2)根据每个网架的总重量计算测得,每次在脚手架平台上拼装的6 m×32 m(即两个网格)网架总重<8.4 t,脚手架总重9 t,加上工作人员(小于30人)及焊机等设备,在脚手架平台上施工总重量约30 t,远远小于行车起重量80 t。
(3)网架在脚手架平台进行拼装,拼装前在平台上按下弦节点位置摆放木墩作为下弦球支承点,按下弦节点位置先拼装下弦(进行操平),后拼裝腹杆、上弦,拼装时按轴线位置直接就位,在平台上拼装的网架为6 m×32 m(即两个网格),拼装完成后进行焊接。焊接完成经检查符合要求(几何尺寸、轴线偏移、焊缝质量)后,脚手架平台向前移动6 m,进行网架续拼6 m×32 m,边续拼边焊接,完成后脚手架平台再向前移动6 m,继续续拼,依次类推,直至网架全部完成。
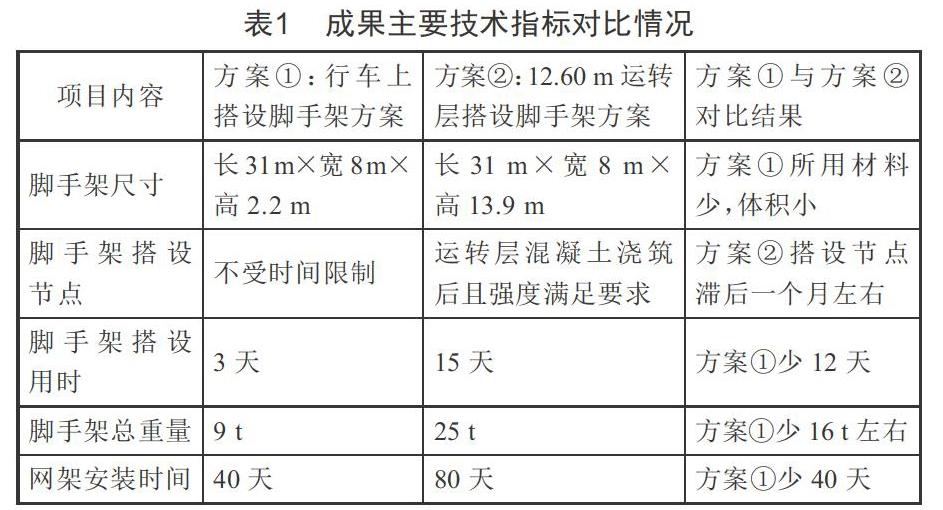
6 成果主要技术指标对比情况
成果主要技术指标对比情况如表1所示。
7 推广应用情况及前景
汽机房行车在汽机房网架安装中的应用,已在山西永济“上大压小”热电联产2×350 MW机组工程中得到了实践,达到了安全经济、省时省力的效果。该技术以其“安全、稳定、高效、经济、适用”的特点得到了专家、企业员工的好评。
8 节能减排及经济效益
8.1 节能减排
(1)节材。建筑施工主要材料耗损率小于定额损耗。
(2)节水。确定施工现场生产和生活用水定额,做到计量管理。
(3)节能。施工照明以满足最低照度为原则,照度不超过最低照度的20%。电焊机加装自动延时断电装置,可以有效限制电焊机的空载损耗。
(4)节地。临时设施占地面积按规划指标最低面积,占地面积有效利用率大于90%。
8.2 经济效益
(1)脚手架等原材料用料少,搭设工艺简单,成本低,施工人员和机械投入少,投资成本低。施工过程无尘,产生的废料少,环境治理的费用少。
(2)网架安装滑移操作简单快捷,安装历时短,可缩短工期一个多月,机组可提前一个月投产,具有巨大的经济效益和社会效益。
收稿日期:2020-06-09
作者简介:仝全民(1964—),男,山西永济人,高级工程师,从事火电生产、基建工作。
猜你喜欢
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
考试周刊(2016年76期)2016-10-09
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
