口罩熔接机PLC控制系统的开发与分析
2020-08-31 05:42曾俊福林胤
机电信息 2020年20期
曾俊福 林胤
摘要:口罩熔接机的运行质量与医用口罩的生产效率、生产质量密切相关。基于此,针对口罩熔接机PLC控制系统的开发需求,从控制系统构成、自动控制工艺流程、系统程序编制等方面,阐述了口罩熔接机PLC控制系统的开发过程,以期为口罩熔接机的自动化管理提供技术支持。
关键词:口罩熔接机;PLC控制系统;自动化
0 引言
在口罩生产中,口罩熔接机具有重要作用。传统的人工控制、管理模式,已经不能满足熔接机的生产需求。PLC作为一种具有典型自动化控制特征的管理工具,在控制产品质量、减轻人员工作压力等方面具有一定优势。因此,开发口罩熔接机的PLC控制系统具有重要意义。
1 口罩熔接机PLC控制系统的开发需求
1.1 自动化控制需求
口罩熔接机借助PLC控制系统,可实现熔接机生产的自动化控制,使其由人工控制模式向自动化控制模式转变。
1.2 安全控制需求
口罩熔接机的运行安全性直接关系到口罩的生产效率、生产质量以及工作人员的人身安全等。因此,在开发PLC控制系统时,应注意考虑口罩熔接机的安全控制需求,即确保控制系统具有安全防护、故障识别功能。
2 口罩熔接机PLC控制系统的开发
2.1 全自动口罩折叠机主要结构及运行原理
全自动口罩折叠机是口罩生产中最常见的设备之一[1]。本文以快裕达高速口罩折叠机为例,通过研究其主要结构,探讨其运行原理。从快裕达高速口罩折叠机结构来看,其主要构成包括:(1)工作台,是熔接口罩耳带等操作的台面基础。(2)主动放料装置,是实现全自动口罩生产的关键装置。该折叠机运行后,主动放料装置可根据设备运行状况,及时地将无纺布、熔喷布等医用口罩生产原料传输至工作台及其他相关装置中,以实现医用口罩的自動、高效生产。在口罩实际生产中,无纺布、熔喷布等原料及其熔接质量与医用口罩的质量密切相关[2]。(3)鼻线安装装置,可实现医用口罩鼻线的合理安装。(4)耳带安装装置,该全自动生产设备共包含两个耳带安装装置,即第一、第二耳带安装装置。(5)熔接装置,用于将耳带等需要与口罩本体熔接的部件熔接于初步成型的罩体表面。
全自动口罩折叠机的运行原理:主动放料装置针对多个布料进行放卷处理后,将其传输至鼻线安装装置中,由鼻线放料机构对鼻线料带进行进一步放卷处理,此时,由鼻线切断机按照固定长度将料带切割为长度相等的口罩鼻线,并经推送机构将其推入多层布料间。在第一拉料轮作用下,将布料送入熔接机内,熔接机中的熔接轮直接将多层布料(无纺布、熔喷布等)经超声波技术焊接为一个整体,两个耳带安装装置与熔接机共同动作,在熔接机的超声波技术支持下,将两个耳带焊接于罩体表面。随后,由罩体对折装置对布料进行对折处理,成型焊接装置则针对罩体表面形成的折痕进行超声波焊接,由成品切断装置切割、分离已经成型的医用口罩,将其转入出料轮向外输出。整个口罩生产过程中产生的废料则由拉废料结构自动输出、处理。
2.2 PLC控制系统构成
口罩的防护效能是人们的关注重点之一[3]。口罩熔接作为影响医用口罩质量的主要因素,其重要性不言而喻。在熔接机的运行管理中引入PLC控制系统,能有效保障熔接机的正常运行。根据熔接机的运行原理及特征,PLC控制系统的构成包括:(1)电机,PLC控制系统的主电机采用安川伺服电机,可以保障整个熔接机PLC控制系统的正常运行。电机的控制方法选择位置控制法。在PLC控制系统运行状态下,PLC可自动向该电机的驱动器发送控制信号(信号反映旋转方向信息及脉冲信息)。(2)CPU,考虑到熔接机运行控制工作的要求,选定CPU266作为PLC控制系统的核心。(3)扩展模块,为保障PLC控制系统的性能,在系统扩展模块部分,选择EM235模块作为系统的主要构成。
2.3 基于PLC的口罩熔接自动控制工艺流程
运用PLC自动控制技术实现口罩熔接机自动控制的工艺流程为:随着传送带的转动,带动主机各执行部件迅速动作,当口罩耳带被耳带熔接气缸完全压住(固定)后,熔接机通过超声波技术针对耳带及罩体进行熔接,促使二者充分粘合,同时,气缸的下压固定动作被中断,促使耳带熔接气缸适当上抬。此时,自动控制系统控制熔接机中的左右回转气缸带动耳带旋转,为下次耳带熔接操作打好基础。在该控制模式下,口罩压固气缸的动作主要受传送带影响。当传送带处于运动状态时,气缸迅速伸出,下压固定罩体后,迅速收缩,在水平气缸作用下,准确将罩体推至下一个托盘,并针对另一个罩体进行下压固定,即进入另一个口罩耳带熔接生产周期。
2.4 PLC程序编制
根据熔接机的运行原理,可按照自动控制原则进行PLC程序编制。主要操作对应代码如下:耳带熔接到位对应代码为I0.3;第一、第二耳带回转到位对应代码分别为I0.5、I0.6;罩体下压固定到位对应代码为I1.5;罩体传输至夹具前到位对应代码为I1.3;耳带退料向下对应代码为Q2.2;耳带熔接切断到位对应代码为I2.0。
2.5 功能调试
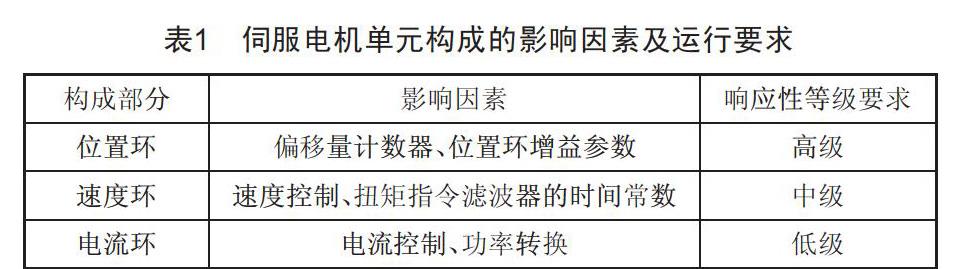
作为PLC系统的主传动部件,伺服电机的功能直接影响自动控制系统的正常运行。伺服电机单元构成的影响因素及运行要求如表1所示。在调试伺服电机期间,如通过运行测试发现,电机未达到理想运行状态,可借助手动调整方法,改善其性能。具体调试流程为:合理确定电机的惯量比参数,据此确定适宜的速度环增益值、位置环增益值以及速度环的时间积分参数。调试期间,根据电机超调状况、灵敏度等,合理变更时间参数、增益值等,直至电机各项性能均达到最佳状态为止。
2.6 应用效果分析
运行口罩熔接机PLC控制系统后,其应用效果如下:(1)口罩生产方面,在PLC系统控制下,该熔接机的口罩生产速度达到110个/min,为该熔接机的耳带自动焊接、高效生产提供良好的支持。(2)安全运行方面,运行口罩熔接机PLC控制系统后,该设备连续运行90天内,口罩生产速度较为稳定,无设备故障发生,表明PLC控制系统的引入可实现口罩生产的自动化控制、安全控制目标。
3 结语
综上所述,加强口罩熔接机PLC控制系统的开发与应用具有重要意义。为提升口罩生产效率及质量,可根据熔接机的运行特征及控制管理要求,合理设计开发PLC控制系统,借助PLC控制系统的良好控制作用,保障熔接机的安全、稳定运行。
[参考文献]
[1] 中达电通股份有限公司.台达全自动口罩折叠机方案快速支援疫情防护[J].国内外机电一体化技术,2020,23(2):37-38.
[2] 陶永亮,陈曦,向科军.聚丙烯材料在医用口罩中的应用[J].橡塑技术与装备,2020,46(8):33-36.
[3] 郎涛.医用口罩防护效能研究及使用现状分析[J].中国卫生标准管理,2015,6(5):263-264.
收稿日期:2020-07-06
作者简介:曾俊福(1978—),男,广东揭西人,工程师,主要从事项目研发工作。
猜你喜欢
教育教学论坛(2017年3期)2017-02-10
科技创新与应用(2016年34期)2016-12-23
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
电脑知识与技术(2016年5期)2016-04-14
电子技术与软件工程(2015年6期)2015-04-20
电子技术与软件工程(2015年6期)2015-04-20