
电子膨胀阀壳体焊接工艺研究
2020-08-31 05:41张锦
机电信息 2020年17期
摘要:对某电子膨胀阀壳体结构及材料特性进行了分析,确定了焊接方式。对平板样件采用不同的焊接参数进行焊接,通过金相检查、焊缝深宽比测量、强度拉伸试验等,确定了最佳工艺参数。将验证结果应用于产品试焊,焊接效果良好,满足产品外观、强度、压力试验方面的要求。
关键词:电子膨胀阀;结构;焊接工艺;参数验证
0 引言
电子膨胀阀是机载蒸发循环制冷装置热控制系统的关键节流元件,其工作性能直接影响系统制冷量的调节。在电子膨胀阀的制造过程中,壳体焊接是其中的关键工艺之一。电子膨胀阀壳体的焊接,除了需要满足足够的焊接强度、密封性要求外,还需要对焊接深度、宽度进行严格控制,以免对产品内部其余部件造成损伤。因此,研究壳体焊接工艺尤为必要。
1 产品结构及材料
1.1 产品结构
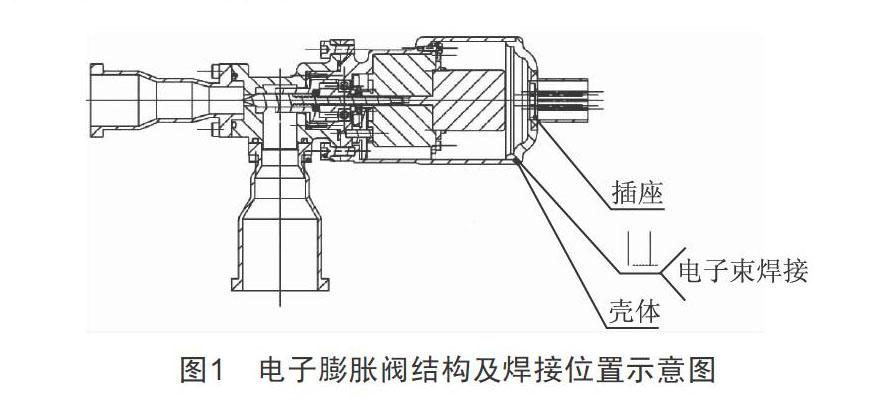
电子膨胀阀结构及焊接位置示意图如图1所示。电子膨胀阀尾部电连接器与壳体为止口配合,需要在整机完成装调后,将两个配合面焊接在一起。
1.2 材料及焊接要求
对应焊接的零件分别为机壳、插座壳体,两者焊接面材料均為1Cr18Ni9Ti,接缝深度为3.8 mm,焊接宽度不大于3 mm。要求焊缝符合《钢件硬钎焊技术要求》(QJ 1156B—2014)中的Ⅱ级焊接接头要求,并能承受3 MPa压力而不发生泄漏,焊接强度不低于母材强度的90%,且焊接时不能损伤插座密封性能及产品绝缘性能。
1.3 材料特性分析
1Cr18Ni9Ti为奥氏体不锈钢,其以优良的抗腐蚀、耐高温和综合力学性能而广泛应用于机械、化工、核电等行业的结构零件中。1Crl8Ni9Ti含有大量的铬和镍等合金元素,常温下为奥氏体组织,焊接性能较好,可与同种材料、铜材、镍基高温合金等较好地焊接在一起。
2 样件焊接验证
2.1 电子束焊接简介
电子膨胀阀的焊接选用电子束焊接(EBW)方式。EBW是利用高速电子束撞击工件所产生的热量进行焊接的一种熔化焊方法。该方法不使用保护气体,也不施加外部压力。电子束的功率密度可达105~107 W/cm2,焊接功率为1~40 kW。
EBW的主要优点是具有巨大的熔透能力。电子束轰击到母材表面时,以极高的速度冲击工件表面,在到达较浅的深度时,将其动能转变为热能,使工件受冲击的部位温度剧烈升高(局部可达13 000 ℃)。持续的电子轰击使该部位熔化并产生金属蒸汽,电子束在金属蒸汽中的运动要比在坚硬金属中容易得多,这使得后续电子束穿透到更大的深度。因此,电子束焊接的焊缝深宽比可超过20:1,超过现有其他任何焊接方式。针对工件而言,在焊接深度一定的前提下,电子束焊接具有最小的热影响区,对非焊接部位影响最小。
2.2 焊接参数验证
2.2.1 验证方案
采用δ(厚度)=6 mm×40 mm×120 mm的1Cr18Ni9Ti板依次焊接6条焊缝。焊接时采用不同的焊接参数,然后分别截取金相试样件,利用金相试样检查焊缝宽度、深度,选择焊接深度满足要求、热输入最小的参数作为产品焊接参数。
2.2.2 焊接
将焊接样件用抛光砂纸打磨光滑,并用无水乙醇进行清洗,然后放入MEDARD43型真空电子束焊接机,分别按表1所示的参数焊接样件。加速电压根据设备及经验选取,取相对较高的加速电压(60 kV),保证焊缝具有较大的深宽比。聚焦电流在加速电压确定的情况下,调节至光斑最小并对准焊缝。
2.2.3 金相检查
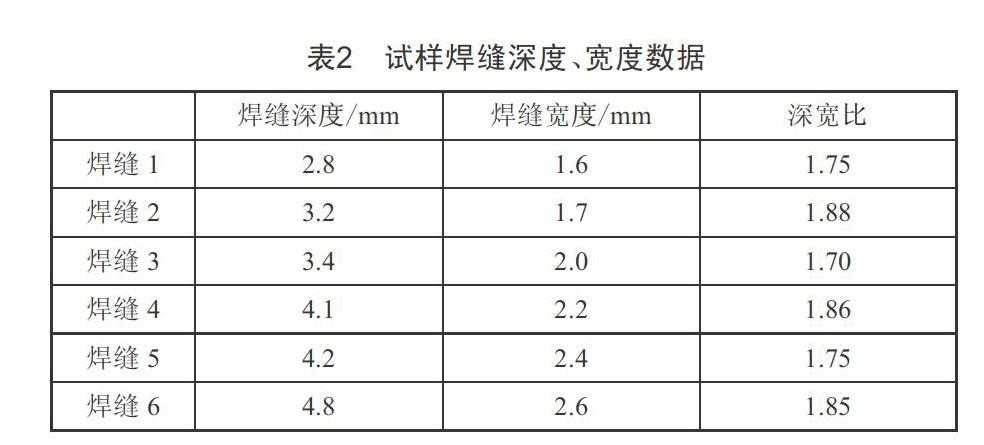
采用线切割的方式垂直焊缝切开。切割面用金相砂纸打磨,打磨后用王水腐蚀,再用金相显微镜观察焊缝处。处理后的焊缝区与过渡区有较为明显的分界,且焊缝呈典型的“钉子状”,可观察到焊缝深度、宽度。测得的焊缝1~焊缝6的深度、宽度数据如表2所示。
从表2可以看出,在焊接速度不变的情况下,束流增加,可显著提高熔深;在束流值一定的情况下,降低焊接速度(即增加单位焊接时间),焊深增加不多,焊宽增加相对较多,深宽比下降。焊缝4焊接深度刚好满足要求,且深宽比较好,在相近焊接深度的前提下,热量输入最少,对产品内部结构造成损伤的可能性最小。因此,拟定焊缝4的焊接参数作为产品焊接参数。
2.3 拉伸试验
同时采用同批次材料加工的同样尺寸的整体式拉伸试样,对两者进行拉伸试验,焊接试样的抗拉强度为513 MPa,母材强度为545 MPa,焊接强度为母材强度的94%,满足焊接强度大于母材强度90%的要求。
2.4 产品焊接及检测
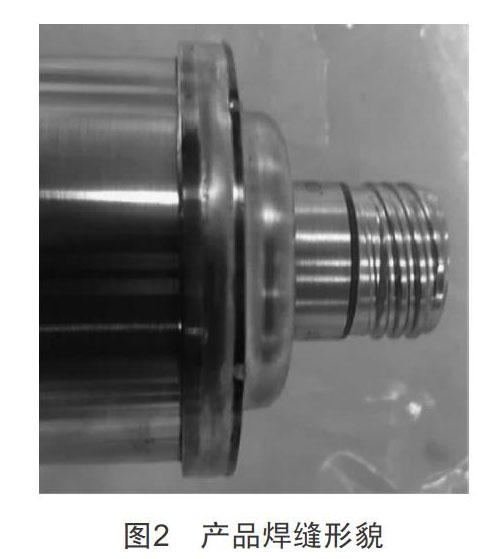
经过以上验证,我们对产品进行了焊接,焊缝形貌如图2所示。
产品的检测项目包括:(1)外观检查:焊点连续、光亮,无砂眼、裂纹。(2)耐压测试:对产品进行3 MPa、5 min的耐压试验,产品无泄漏,满足要求。(3)产品性能测试:对产品进行通电测试,绝缘及内部结构完好,各项性能指标满足要求。
3 结语
本文通过对焊接材料的特性分析、工艺参数的对比验证、焊缝深宽比的测量、焊缝拉伸强度测试、金相检查等,有效地解决了产品的焊接问题,产品得以顺利生产;掌握了相应的技术和方法,为后续类似产品的研制生产奠定了良好的基础。
[参考文献]
[1] HOWARD B C,SCOTT C H.现代焊接技术[M].6版.陈茂爱,王新洪,陈俊华,等译.北京:化学工业出版社,2010.
[2] 沈显峰,黄文荣,许超.1Cr18Ni9Ti电子束焊接工艺参数与焊缝形状的关系研究[J].热加工工艺,2009,38(9):112-115.
收稿日期:2020-05-26
作者简介:张锦(1984—),男,湖北监利人,工程师,研究方向:电机与机电系统工艺技术。
猜你喜欢
中学生数理化·高一版(2017年1期)2017-04-25
初中生世界·七年级(2017年2期)2017-01-20
山东工业技术(2016年24期)2017-01-12
中学化学(2016年10期)2017-01-07
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
新高考·高三数学(2016年4期)2016-08-10
科技视界(2016年1期)2016-03-30
作文大王·低年级(2016年3期)2016-03-11
湖南文学(2012年4期)2012-05-22
