水工基于PLC技术的机械电气自动化控制装置设计
2020-09-10 12:53查庆
看世界·学术下半月 2020年7期
查庆
摘要:在水利工程系统当中,利用PLC技术可以很好的实现对于多台水泵电机的自动启动以及停止运行,同时,还将水泵的电机控制纳入到相关的自动控制系统当中,而压力的传感器则很好地将电信号,传输至相应的控制模块当中,根据实际压力的大小,来对高压泵的启动和停止进行控制和操作,全面地保障了高压泵的运行安全,同时,还利用了电阻率表以及电导率表等,进行实时的水质量监测,保障了水处理系统的高效、高质量、简易操作以及流畅运行。在硬件方面本文主要采用PLC、交流伺服电机及其驱动器、触摸屏等构成,本章主要进行硬件的选型与设置、硬件电路的设计与安装。
关键词:可编程控制器;数控机床;伺服电机
一、PLC的结构概述
PLC和一般的微型计算机基本相同,也是由硬件系统和软件系统两大部分组成的。PLC的硬件系统由微处理器、存储器、输入输出部件、电源部件、编程器、I/O扩展单元和其他外围设备组成。在硬件上采用隔离、屏蔽、滤波、接地等抗干扰措施;在PLC够成的控制系统中,只需要在PLC的端子上接入相应的输入/输出信号线即可。
二、控制系统的硬件设计
(一)硬件总体结构设计
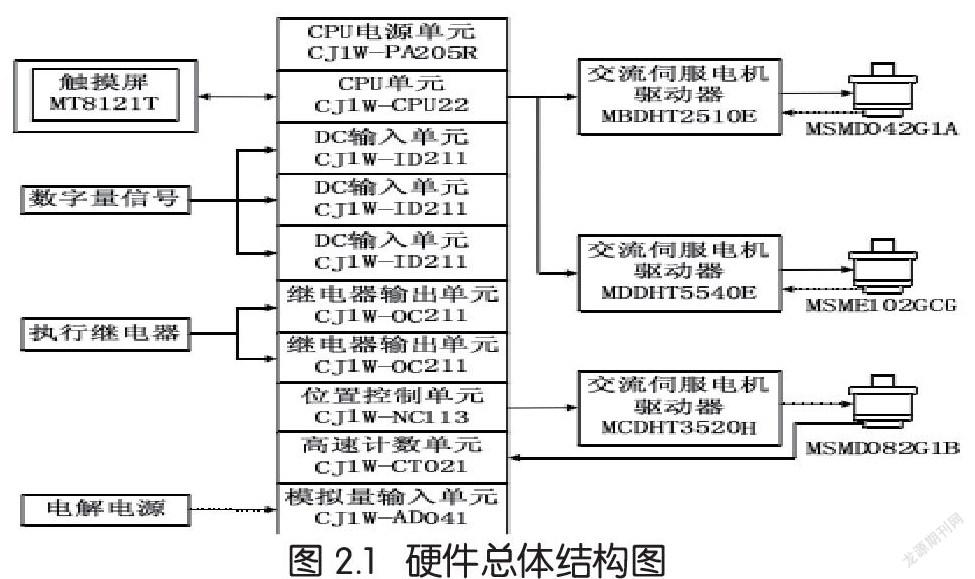
为了实现加工机床的加工要求,根据控制系统总体设计方案,设计了如图2.1所示的基于PLC控制系统的硬件总体结构图,其具体结构如下:
在许可范围内数控轴的配置控制信号的变动,只要通过更改编程就可以使相应的配置立即生效。这也使得相同的数控系统可以灵活地应用到不同配置的数控机床上。
(二) PLC硬件接线设备
1. PLC选用
PLC的硬件结构是由电源、存储器、CPU、输入接口、输出接口等部分组成,本文选用S7-200PLC,采用此型号PLC是考虑到它计算能力强大,它可以对多个PID运算控制过程进行处理,另外它的程序可以用多种语言编写。在软件中也采用了故障诊断和数字滤波等措施。选用西门子公司sp200系列作为本文中数控机床的核心控制系统,可以减少企业对操作人员培训,降低使用成本,减少消费者对产品使用的顾虑。
2.西门子变频器
本文采用的西门子变频器MM440包括有用于把变频器连接于PROFIBUS-DP通信网络的PROFIBUS通信模块。通过此通信模块,就可以实现主站和变频器的数据交换。变频调速系统起动大都是从低速开始,频率较低。变频器给电动机加上一个直流电压,进行制动,则无需另加制动控制电路[1]。
(三)系统电路设计
1. 交流伺服电机
为了实现低速大转矩,以及频繁的启动、制动、正反转的要求,伺服电机还应当具有比较长的过载能力。我们需要将PLC的输出通过ULN2003进行放大以后接入步进电机中予以驱动。速度和转矩控制模式是通过输入的模拟量对电机进行控制的,可以直接用PLC模拟出时序信号,采用集电极开路输出,输出电流大,故可以直接驱动继电器或固体继电器(SSR)等外接控制器件,也可直接驱动步进电机。
2. 电源电路的设计
utu2410-S-V3.0 2410开发板电压设计采用5V输入主板,经电压稳压,提供I/O端口需要的电压3.3V。要核心板上采用稳压模块供CPU内核电压(2.5V或1.8V)。
3. PLC的网络接线设计
当用PLC进行网络设计时,其难度比单机控制大得多。首先应选用自己较熟悉的机型,对通信接口、通信协议、数据传送速度等也要考虑。
对于现场总线应该注意事它是一种网络通讯技术,故障的确定与排查难度还是较大的,需要通过总线串行交换,其实时性受到限制。采用数字信号的网络传输方式在可靠性上要远远高于模拟信号的回路传输方式,特別是当传输距离较远时,这种优势更为明显。
三、自动化控制装置软件设计
(一)步进电机的主程序设计
1. 步进电机控制系统软件设计
在主程序中完成的主要功能有:在通电的开始,先将输出口Q0.0初始化置零;设定电机的转动方向;调用子程序完成步进电机的前进和返回控制;电机的启动和停止控制。
2.正反转程序设计
PLC在接收到键盘的指令后,通过驱动电路发出脉冲信号驱动电机,以使得步进电机能按照键盘的输入做出正确的转向。步进电机换向时,一定要在电机降速停止或降到突跳频率范围之内再换向以免产生较大的冲击而损坏电机。换向信号一定要在前一个方向的最后一个CP脉冲结束后以及下一个方向的第一个 CP脉冲前发出。
(二)报警电路的设计
由于条件有限,报警电路的设计较为简单,利用I2.1~I2.7作为各电动机故障信号。程序运行流程如下:
故障产生;按下试灯、试铃按钮→故障指示灯亮,报警电铃响→按消铃按钮关闭电铃,报警指示灯变为常亮→消除故障→报警灯熄灭
(三) 断电保护程序设计
由于整个设备的工作流程是连续循环进行的,因此断电之后再起动必须仍然恢复断电前的状态。程序设计选择具有断电保护的内部辅助保持继电器和数据,将电机的运行状态和参数进行保存,实现断电保护。
总结
随着计算机控制技术的发展,PLC的功能越来越强大,处理速度越来越快,用微小型的PLC系统构成的各种数控机床控制系统,具有控制简单、运行稳定、开发周期短、性价比优越等特点,是一种切实可行的数控机床控制方案。在PLC控制数控机床的控制系统中,以辅助系统为控制对象,用西门子S7-200PLC为核心控制器,设计了数控机床硬件控制系统,用软件代替硬件控制,增强了系统的通用性和灵活性、成本也大大降低,有着十分广阔的应用前景。
参考文献:
[1]王黎明.浅谈西门子MM440变频器的安装与使用[J].价值工程.2015(01)
[2]王钟,崔大勇.论数控机床生产管理[J].科技信息.2013(08)
[3]王大鹏,王涛,苏孝国.基于TIAPortal环境的S7-1200的OPC通讯[J].可编程控制器与工厂自动化.2014(09)
[4]葛恒安.中国数控机床设备行业现状与发展趋势[J].建设机械技术与管理.2014(10)
[5]赵胜斌,孙小蕾.浅析数控机床控制系统及其发展[J].科技创新与应用.2013(04)
[6]郭泉江,凌玉华,廖力清. 数控机床控制系统[J].自动化与仪表.2014(01)
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
发明与创新·中学生(2020年1期)2020-08-03
信息技术时代·上旬刊(2019年4期)2019-09-10
发明与创新·小学生(2018年7期)2018-08-06
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
科技创新与应用(2016年34期)2016-12-23
科技视界(2016年18期)2016-11-03
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14