GD 包装机条包大透明偏移检测装置设计
2020-09-24 06:19陈天丽林云飞
设备管理与维修 2020年15期
陈天丽,桂 圆,林云飞
(湖北中烟工业有限责任公司武汉卷烟厂,湖北武汉 430040)
0 引言
意大利GD 公司生产的软硬盒包装机组,包装速度为400包/min,目前在国内烟草企业中应用广泛。在实际应用中,该机组经常出现条包透明纸包装偏移、缺失等质量问题。GD 包装机组的条包透明机CV 部分,原设计中没有透明纸包装质量检测装置[1],透明纸在包裹烟包过程中,若出现散包或烂包现象,不合格条包就会流入成品中或者堵塞在条烟输送线上,从而影响卷烟品牌形象和生产运行。目前烟草行业通常采用视觉检测系统检测透明纸偏移、缺失烟,由于视觉检测透明纸受光线影响较大,同时受条盒颜色影响,因此误剔率和漏剔率较高,检测效果不理想[2]。另外,受到包装机结构紧凑限制,一些烟厂条外观视觉检测装置安装在装封箱设备前,包装机生产的大透明质量缺陷条包会导致条烟输送线堵塞,导致设备停机,影响生产运行。因此,通过分析条包透明纸包装成型的工艺流程,采用中央控制器PLC、光电传感器、继电器等设计一种CV 条包透明纸检测系统,解决条包透明偏移、缺失问题。
1 问题分析
GD 本机没有条包大透明偏移检测装置,由于设备运行时有很多不稳定因素,经常会有大透明缺陷条烟的出现,造成条烟上提升机后引起条烟输送线堵塞或缺陷条烟直接流入市场,影响生产运行和产品质量。针对现有设备条包质量检测不足和要求,条包大透明偏移检测装置要解决的技术问题是提供一种检测装置和控制系统,保证缺陷检测的可靠性和缺陷条包剔除的准确性。
2 系统设计
CV 条包透明纸检测系统主要由检测器、PLC 及原机的剔烟装置组成。检测器主要检测条包到位、条包大透明纸折角、缺陷条包移位的位置,当检测到透明纸折角位置不正确时,将信号传送给PLC[1],由PLC 控制移位步数后控制原机剔除阀剔烟,从而对透明纸的偏移、缺失缺陷和剔除整个过程进行监控。
2.1 检测器
该系统选用美国Banner 公司PBCT46U 光纤及DF10UPFPG 光纤放大器检测透明纸的有无、偏移。在GD 包装机辅机CV 条包第一提升通道到第二提升通道中间位置,安装条透明偏移检测器盒体,结构示意图如图1 所示。在CV 第一提升通道安装反射式同步光纤,触发条透偏移检测光纤工作。为了检测第一提升通道条烟是否往第二提升通道提升,在检测器盒中间安装一个条包到位反射式光纤检测条包是否到位,以检测器盒体中点为基准左右等距离平行安装2 个反射式光纤,判断透明纸的折角位置是否正确,2 个反射光纤距离可调动,常规硬包大透明定长切割宽度为350 mm,暂设置为340 mm。2 个光纤中任何一个未检测到透明纸折角时,判定透明纸偏移、缺失,PLC 中央处理器接收到信号后将该烟包剔除。检测器盒体结构示意图如图1 所示。
2.2 电路设计
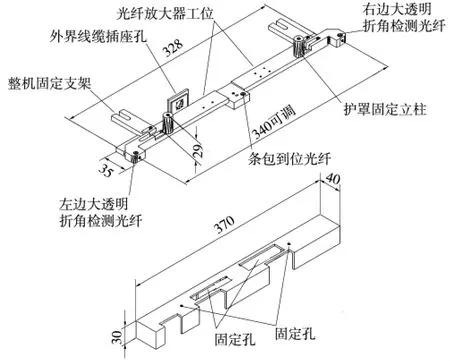
图1 检测器盒体结构示意

图2 检测系统电路
选用西门子S7-200 CN PLC 作为中央处理器。PLC 通过450 号线(24 V 正),451 号线(24 V 负)供电,7 芯电缆将输入点和剔除继电器常开触点连接到电柜3X500 插头内。PLC S7-200 CN 设计5 个输入信号和1 个输出信号,电路连接如图2 所示。I0.0 为检测器盒体内条包到位反射式检测光纤信号,I0.1、I0.2 为大透明左右两边折角有无反射式检测光纤信号,I1.0 为CV 第一提升通道同步检测光纤信号,I1.1 为条包剔除口移位反射式检测光纤信号。其中I0.0 接到3X500 的A1 脚,I0.1 接到3X500 的A2 脚,I0.2 接到3X500 的A3 脚,I1.0 接到3X500 的A4 脚,I1.1 接到3X500 的A5 脚。PLC 的Q0.0 输出点接剔除继电器的A1 脚,A2 脚接451 号线(24 V 负),剔除继电器一对常开触点接到3X500 的A6、A7 脚。剔除电磁阀采用原CV 剔除口的电磁阀,PLC 的剔除信号传递给原机器上的剔除按钮,由原机的控制器控制电磁阀剔除不合格条烟。
2.3 程序设计
条烟到达检测器盒体正下方时,第一提升通道上同步检测会触发一次,同步检测给检测盒一个使能信号,盒体内条包到位光纤检测条包到位,左右两边的光纤检测大透明折角。在检测到条包到位的条件下,正常包装的条包,大透明在CV 第一提升通道到第二提升通道中间折角完整,可被光纤100%检测到的,左右两侧光纤有任意一个或两个同时没有检测到折角,判定大透明发生了偏移或缺失。检测出大透明缺陷条包后,PLC 控制CV条包出口光纤开始计数。条透明偏移检测点到剔除点的移位步数为固定步伐,当程序判断缺陷条包到达剔除口时,PLC Q0.0输出接通控制剔除继电器,继电器得电后常开触点闭合给CV本机剔除口信号,利用原机剔除阀,准确剔除缺陷条包。
3 应用效果
材料:黄鹤楼硬金砂产品(由湖北烟工业有限责任公司武汉卷烟厂提供),大透明定长切割长度为350 mm。
设备:ZB45 包装机组(上海烟机有限责任公司)。
环境:在车速慢速运行380 包/min 稳定运行30 min 情况下,再进行试验。
方法:人为每隔2 min 制造4 条包透明纸缺失条烟产生。人为调试使得以检测器盒体中点为基准左右等距离平行安装2个反射式光纤距离为340 mm 时,每隔2 min 制造4 条包透明纸偏移(大透明分别向左、向右边偏移5 mm 条烟各2 条)条烟产生。人为调试使得以检测器盒体中点为基准左右等距离平行安装2 个反射式光纤距离为346 mm 时,每隔2 min 制造4条包透明纸偏移(大透明分别向左、向右边偏移2 mm 条烟各2条)条烟产生,检查CV 出口接烟盒缺陷烟条数。条透明缺陷识别结果见表1。
由表1 可见,该检测装置能够准确地对所有条包透明纸缺失和偏移进行检测识别。在测试缺陷收集盒中,有4 条无透明纸缺陷条烟和8 条透明纸偏移缺陷条烟,检测准确率达到100%。
4 结束语
设计一种GD 包装机条包透明纸缺陷检测系统,应用效果表明,GD 包装机安装条包透明纸偏移检测系统后,条包透明纸散缺失和偏移的不合格条烟剔除率为100%,条烟输送线上因条包散开造成堵塞导致设备停机事故次数为0,检测装置应用检测结果表明,解决了GD 条包透明纸质量缺陷检测问题,减少条烟输送线堵塞问题。

表1 条透明缺陷识别结果
猜你喜欢
中国农村水利水电(2022年1期)2022-01-24
家园·电力与科技(2021年12期)2021-12-22
锦绣·下旬刊(2021年11期)2021-10-12
煤气与热力(2021年5期)2021-07-22
实用临床护理学杂志(电子版)(2020年43期)2020-11-17
中国电气工程学报(2020年2期)2020-07-28
中国林副特产(2020年1期)2020-04-16
科技视界(2019年20期)2019-08-29
科技风(2018年34期)2018-05-14
科技创新与品牌(2017年4期)2017-05-12