活性剂对不锈钢A-TIG焊接组织及性能的影响
2020-09-25 10:01付彧任泽良肖中占国平张成高
焊接 2020年4期
付彧,任泽良,肖中,占国平,张成高
(九江海天设备制造有限公司,江西 九江 332100)
0 前言
TIG焊由于钨电极本身的载流能力有限,限制了电弧功率的上限,导致单道焊的焊缝熔深较浅,对于厚度大于3 mm的板材需要开坡口进行多道焊。增大焊接电流虽然可以增加熔深,但熔宽增加的幅度更大。活性TIG 焊(简称A-TIG焊)在待焊表面涂敷活性剂,可使熔深比常规 TIG 焊增加1倍以上,且接头力学性能和常规TIG焊相当,有利于提高焊接生产效率,降低焊接生产成本[1-5]。
目前国内外对A-TIG焊的研究主要集中在活性剂作用机理和活性化焊接应用技术的研究两个方面[6-9]。关于活性化焊接应用技术的研究,Ahmadi 等人[10]研究了4种氧化物对316L奥氏体不锈钢焊缝的深宽比和力学性能的影响。当涂层密度为2.6 mg/cm,1.3 mg/cm,2 mg/cm和7.8 mg/cm时,对应SiO2,TiO2,Cr2O3和CaO焊缝的深宽比最大。A-TIG焊能提高焊接接头的δ铁素体含量,提高焊接接头的强度。Ebrahimi等人[11]采用2种氧化物对304L奥氏体不锈钢焊缝性能进行了研究。相比于TIG焊,涂敷活性剂后δ铁素体含量从1.3 FN增加到6.2 FN。涂敷TiO2和SiO2的 A-TIG焊接头δ铁素体含量分别为7 FN和7.4 FN。δ铁素体含量的增加能提高材料的力学性能。与TIG焊相比,A-TIG焊具有更高的抗拉强度、断后伸长率和硬度。Hsu等人[12]研究了5种氧化物对316L不锈钢焊缝δ铁素体含量、组织和硬度的影响。试验结果表明,相比于TIG焊,涂敷活性剂后δ铁素体含量从1.2 FN增加到 6.1 FN,涂敷活性剂对焊接接头的硬度和微观组织没有影响。
文中试验采用国外活性剂C1、国内活性剂C2和自制活性剂C3进行A-TIG焊试验。通过正交试验确定C3活性剂成分和含量,再以C1,C2活性剂作为基础对C3活性剂加以改进,改变化学成分和比例并进行试验验证。研究不同活性剂对A-TIG焊接头组织及性能的影响,对于加深活性剂改善接头组织及性能的认识,指导活性剂的研制和应用,具有重要意义。
1 试验材料及方法
试验材料为1Cr18Ni9Ti奥氏体不锈钢板,试件尺寸为200 mm×50 mm×6 mm,化学成分见表1。采用国外活性剂C1(87.24%SiO2-12.76%TiO2)、国内活性剂C2(35%SiO2-26%TiO2-13%Cr2O3-8%MnO-8%NiO-2%A12O3-8%CuO)和自制活性剂C3(35%SiO2-26%TiO2-13%Cr2O3-6%NiO-6%MnO-8%CuO-6%B2O3)进行A-TIG焊,焊接前用砂纸将/1Cr18Ni9Ti奥氏体不锈钢板材表面清理干净,再用丙酮和酒精擦洗板材表面。试验时将活性剂和丙酮调成粘稠状溶液,然后用毛刷将活性剂均匀涂在待焊区左右各10 mm处,涂敷厚度能盖住金属表面即可,待丙酮挥发后再进行焊接。

表1 1Cr18Ni9Ti奥氏体不锈钢的化学成分(质量分数,%)
焊接设备为SOUARE WAVE TIG-355TIG焊机。平铺焊接工艺参数为:焊接电流100 A,焊接速度44 mm/min,电弧电压14 V,氩气流量15 L/min,钨极直径3.2 mm。对接焊接工艺参数为:焊接电流175 A,焊接速度80 mm/min,电弧电压14 V,氩气流量15 L/min,钨极直径3.2 mm。焊后将试件切割,并用砂轮机将表面磨平,采用5 g FeC13+50 mL HCl+100 mL H2O对金相试样进行腐蚀,时长2 min。采用WT-401MVD型数显维氏显微硬度计测定接头的硬度分布,试验所用载荷为200 g,点间距0.5 mm,每个试样取20个点。拉伸试样按GB/T 2652—2008《焊缝及熔敷金属拉伸试验方法》标准加工,拉伸试样尺寸如图1所示。
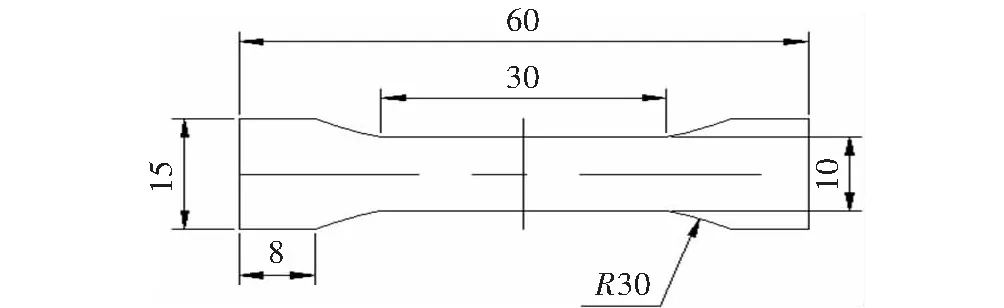
图1 拉伸试件尺寸
2 试验结果与分析
2.1 活性剂对接头成形的影响
图2为常规TIG焊及涂敷活性剂接头表面宏观形貌。由图可知,涂有C1,C2活性剂焊缝表面出现大量黑色熔渣,C3活性剂焊缝表面黑色熔渣较少。与未涂活性剂的焊缝相比,涂有活性剂的焊缝表面凹凸不平,但焊道宽度较均匀。图3为平铺接头横截面宏观形貌。由图可知,涂敷活性剂的焊缝熔深均显著高于不涂活性剂的焊缝熔深,熔宽有所减小。其中,不涂活性剂的焊缝熔深为1.38 mm,熔宽为7.32 mm,涂敷C1活性剂的焊缝熔深为3.91 mm,熔宽为7.18 mm。涂敷C2活性剂的焊缝熔深为3.98 mm,熔宽为7.26 mm,涂敷C3活性剂的焊缝熔深为4.29 mm,熔宽为7.13 mm。
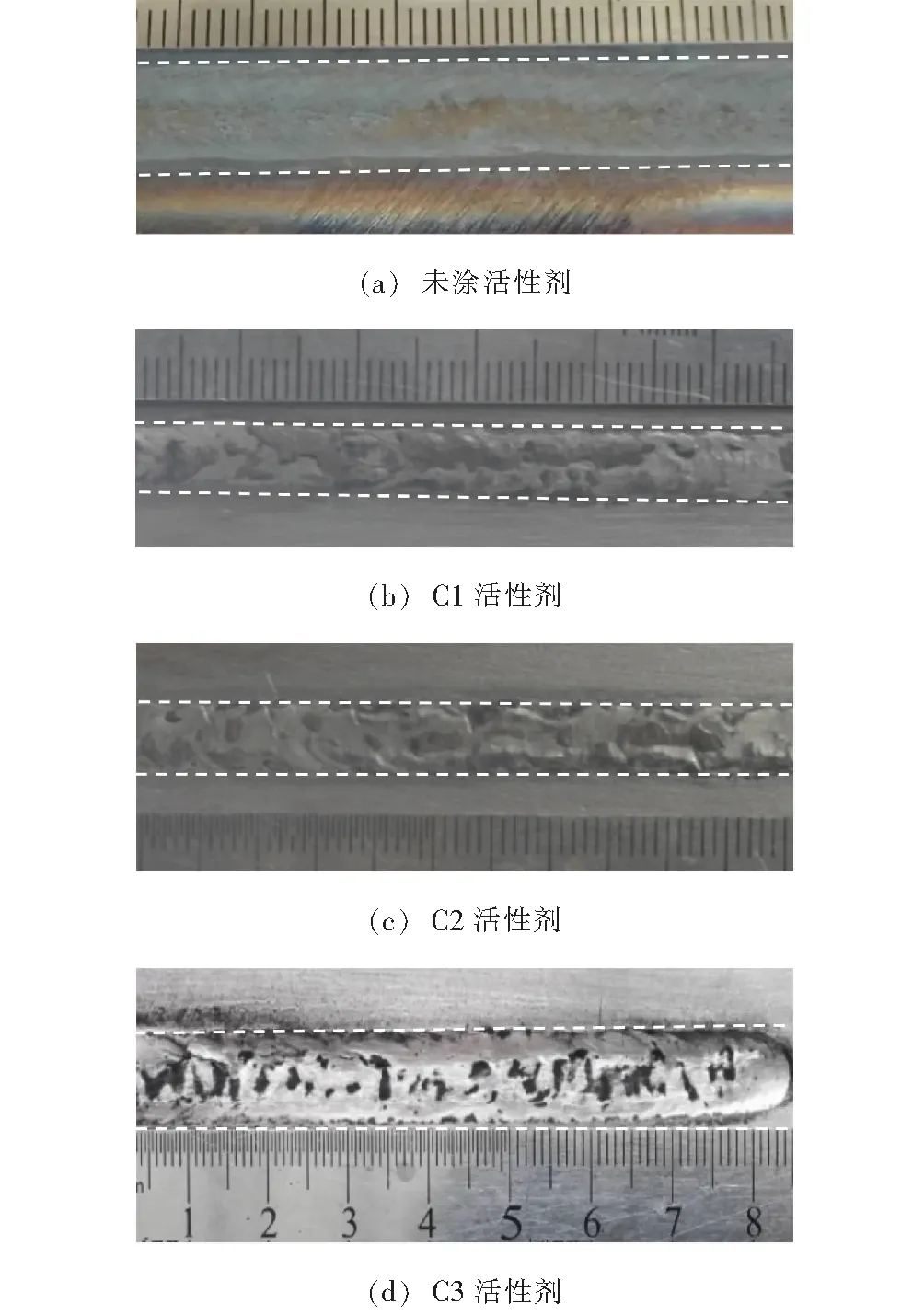
图2 焊接接头表面宏观形貌

图3 平铺接头横截面宏观形貌
2.2 活性剂对接头微观组织的影响
图4为未涂活性剂和涂敷活性剂接头显微组织。从图4a~图4d中可以看出焊缝组织为奥氏体和铁素体,基体为奥氏体,铁素体分布在晶界和枝晶处。从图4e~图4h可以看出加入活性剂后均有助于熔合线附近的晶粒细化,组织更加密集,其中涂敷C1活性剂的晶粒细化效果较明显。
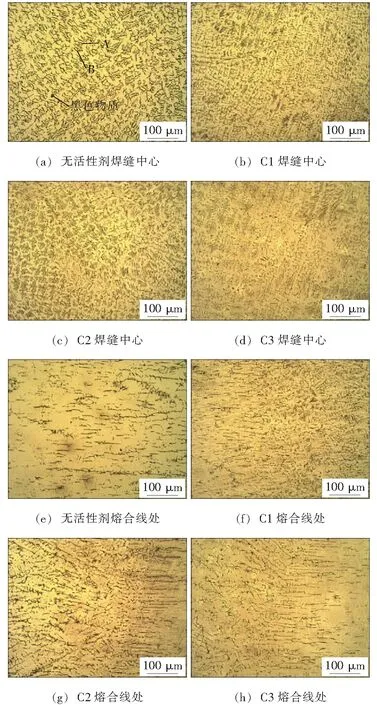
图4 未涂和涂敷活性剂接头显微组织
相比于不涂活性剂焊缝,涂敷C1,C2和C3活性剂后的焊缝晶粒得到细化,晶界的面积增加,更多晶界的出现有效地阻碍了位错的运动,起到了晶界强化的作用。从图4e~图4h可以看出加入活性剂后,在热影响区析出了更多的δ铁素体。δ铁素体在奥氏体基体上弥散分布,而且δ铁素体的增加可以提高焊接接头的力学性能。加入活性剂后均有助于熔合线附近的晶粒细化,组织更加密集。经扫描电镜能谱分析(EDS)面扫描发现涂敷C2,C3活性剂的焊缝和熔合线附近存在Al,B元素。如图5所示,Al是钢中常用的脱氧剂,钢中加入少量的铝可以促进析出反应而使钢强化,B2O3中的B元素对晶粒有细化作用。因此,对于涂敷C2,C3活性剂的接头,熔合线附近的晶粒细化是由于活性剂中的Al,B元素进入了接头,阻碍晶粒长大,增加形核率。焊缝晶粒变细小可能是由于晶界强化以及Ti,Si,B,Cr,Cu,Ni和Mn元素进入了焊缝,在液相结晶过程中形成化合物或中间相,阻碍位错的移动,增加形核率共同作用的结果。对于涂敷C1活性剂的接头,通过冶金反应,SiO2会略微增加焊缝中的 Si含量,这些对凝固模式有直接影响。Si可增加w(Cr)eq/w(Ni)eq,促进 FA 凝固模式的发展有利于铁素体的形成,促进δ相的生成。焊缝组织明显改善为细小的等轴晶组织,晶界和枝晶间的铁素体呈短棒状分布。其次,与TIG相比,A-TIG能量更加集中,有利于减少热量输入,并且具有更快的冷却速度,进一步阻碍了δ铁素体转变为奥氏体,δ铁素体含量增多,改善焊缝组织。
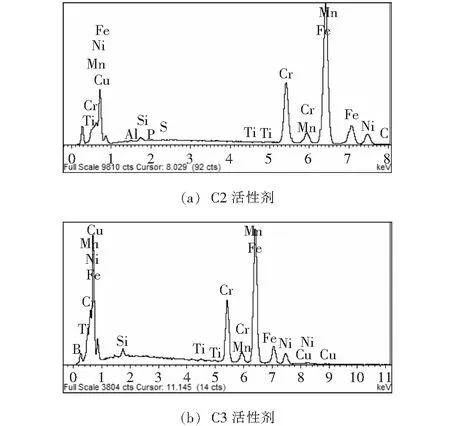
图5 涂敷C2,C3活性剂焊缝和熔合线附近能谱分析图
图6、图7所示分别为不涂活性剂和涂敷C3活性剂接头的衍射图谱。由图可知,不涂活性剂和涂敷C3活性剂接头的相组成主要是面心立方奥氏体和体心立方铁素体。但不涂活性剂接头中出现中间相Cr13Ni5Si2,而涂敷C3活性剂接头出现中间相Cr2Ni3和Fe3Ni2,衍射峰强度低于不涂活性剂接头,衍射峰越高,半峰宽越窄,晶粒越大。因此涂敷C3活性剂后接头晶粒得到细化。根据谢乐公式,D=Kγ/Bcosθ(K是Scherrer常数;D是垂直于晶面方向的晶粒平均厚度;B是测量样品的衍射峰的半高宽度;θ为衍射角;γ为X射线波长,为0.154 056 nm)计算得出,不涂活性剂接头的平均晶粒尺寸为97.13 μm,涂敷C3活性剂接头的平均晶粒尺寸为91.4 μm,涂敷C3活性剂的接头晶粒得到细化。此外,在接头的组织图和能谱分析图中既没有看到中间相也没有元素偏析现象,这说明接头中这些中间相是弥散分布的,对接头的力学性能有促进作用。
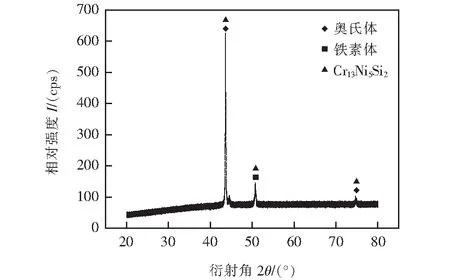
图6 不涂活性剂接头衍射图谱
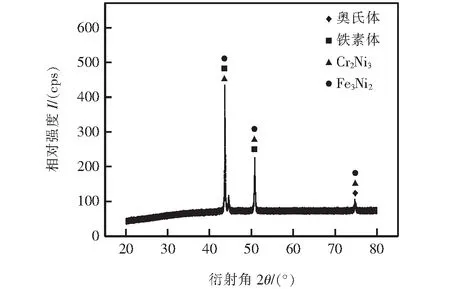
图7 涂敷C3活性剂接头衍射图谱
根据图7可以发现,与不涂活性剂相比,涂敷C3活性剂后铁素体衍射峰强度增高,说明接头中铁素体含量增多,因此本试验对铁素体含量进行了分析。如图8所示,可以看出涂敷C3活性剂后接头中铁素体含量由2.9%增加到7.8%,铁素体的增多,可以增加接头硬度和强度,因此接头力学性能越好。根据铁碳相图可知,在焊接区域由于A-TIG电弧收缩热源更加集中,相应减少了焊接热输入,因此A-TIG比TIG具有更快的冷却速度,导致更多的δ铁素体来不及转变为奥氏体,接头中铁素体含量更多。但是接头中δ铁素体不是越多越好,它存在一个范围,如果δ铁素体过多会形成较多的σ相,会消耗大量的Cr造成接头脆化,δ铁素体含量一般控制在3%~15%,该试验接头铁素体含量为7.8%,处于规定的范围内,因此涂敷C3活性剂对接头并没有恶化作用。
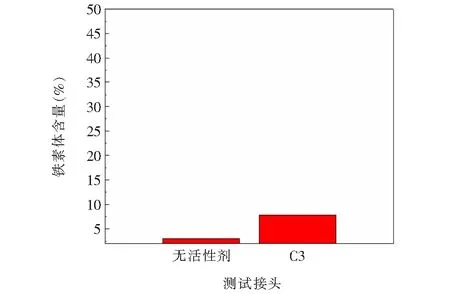
图8 接头中的δ铁素体含量
2.3 活性剂对接头力学性能的影响
图9为焊接接头的硬度分布图。由图可以看出,未涂活性剂对接接头硬度平均值为154 HV,涂有C1活性剂对接接头硬度平均值为163 HV,涂有C2活性剂对接接头硬度平均值为172 HV,涂有C3活性剂对接接头硬度平均值为161 HV。涂有活性剂对接接头硬度均高于TIG焊,这可能是因为加入活性剂后,活性剂在电弧热作用下进入焊缝,增加了焊缝合金元素种类和含量,阻碍晶粒长大,增加形核率,细化了晶粒,改变凝固模式,析出更多的δ铁素体,从而提高焊缝硬度。而且δ铁素体相比于奥氏体具有更高的强度,相比于TIG,A-TIG具有电弧能量高,冷却速度快的优点,含有更多的δ铁素体,也提高了焊缝硬度。在焊缝无论是否涂敷活性剂硬度都是最低,涂敷活性剂前后整体变化趋势一致,由焊缝到热影响区再到母材,硬度始终是一个增大的趋势,不同活性剂之间的接头硬度差异较小,没有较大的变化。
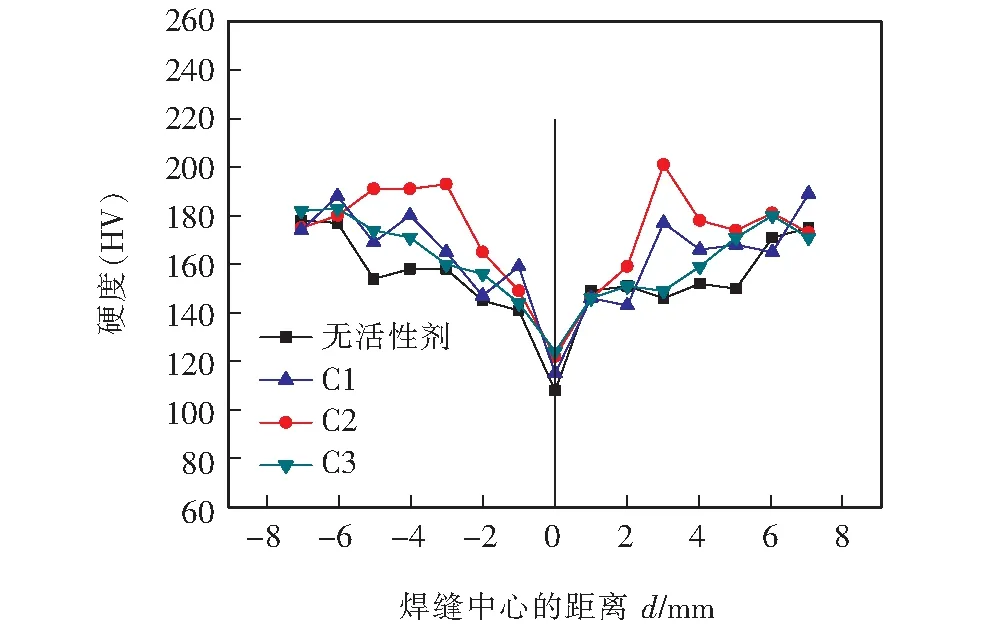
图9 焊接接头硬度分布图
图10为焊接接头的室温抗拉强度柱状图。各接头均是在打磨清理余高后所测得。从图中可以看出,未涂活性剂的对接接头抗拉强度为707.4 MPa,涂敷C1活性剂的对接接头抗拉强度为716.7 MPa,涂敷C2活性剂的对接接头抗拉强度为708.6 MPa,涂敷C3活性剂的对接接头抗拉强度为738.5 MPa。无论是否涂敷活性剂焊缝的抗拉强度均达到了母材强度的90%。试样拉伸后发现涂敷活性剂与未涂活性剂的试样均在热影响区处断裂,这可能是因为在焊缝和熔合线附近晶粒细化的情况下,由于热影响区在焊接过程中未熔化,活性剂元素没有进入热影响区,所以涂敷活性剂试样在热影响区断裂。对于未涂敷活性剂的试样,焊缝和熔合线附近晶粒没有细化,熔合线附近的化学成分、微观组织和力学性能极不均匀,是焊接接头的最薄弱环节,所以未涂敷活性剂的试样在熔合线附近断裂。此外Cr2O3的填加可以提高接头抗拉强度,这是因为铬是形成铁素体的有利元素,另外奥氏体不锈钢在焊接过程会在晶界处形成碳化物Cr23C6发生贫铬现象,添加铬可以阻止贫铬现象的发生,从而提高抗拉强度。
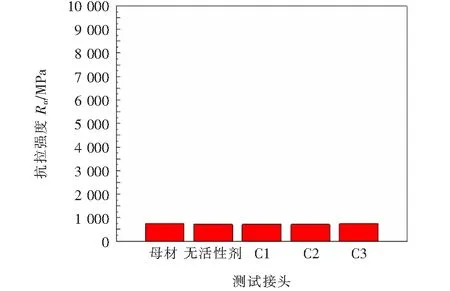
图10 对接接头的室温抗拉强度柱状图
3 结论
(1)C1,C2,C3这3种活性剂均能增加熔深。其中,涂有C3活性剂的焊缝熔深增加最大,是TIG焊的3.11倍。
(2)未涂活性剂和涂敷活性剂的焊缝组织均为奥氏体和铁素体,涂敷活性剂后接头析出了更多的δ铁素体,晶粒得到细化。对不锈钢接头进行XRD分析发现,涂敷活性剂后接头相组成发生改变,焊缝生成了中间相Cr2Ni3和Fe3Ni2。
(3)A-TIG焊焊接1Cr18Ni9Ti奥氏体不锈钢时,涂敷C1,C2和自制的C3活性剂能提高焊缝硬度,接头抗拉强度有所提升,其中涂敷C3活性剂的接头抗拉强度比不涂活性剂接头抗拉强度提升了4.3%(不处在误差带)。在不同活性剂中,涂敷C3活性剂的接头熔深、显微组织和力学性能最好。
猜你喜欢
电焊机(2022年8期)2022-09-09
汽车实用技术(2022年13期)2022-07-19
中国特种设备安全(2022年3期)2022-07-08
焊接(2021年2期)2021-05-07
中国金属通报(2019年6期)2019-08-20
电子制作(2019年10期)2019-06-17
爆炸与冲击(2018年4期)2018-07-04
中国神经再生研究(英文版)(2017年4期)2017-01-12
汽车文摘(2016年3期)2016-12-09
汽车文摘(2015年6期)2015-12-12