某型机箱提升线束可靠性措施
2020-10-14 16:10刘波
科学导报·学术 2020年14期
刘波
摘 要:针对某型机箱在功能振动试验过程中发生了母板焊盘处有导线断裂的问题,本文从根本上分析了导线断裂产生的原因和线束设计方面的不足,分析并排除故障后从工艺方面提出增强该型机箱的线束可靠性的优化措施,从而提升了该型机箱线束在功能振动条件下的可靠性。
关键词:功能振动;导线应力;双绞屏蔽线;涂胶加固
某型机箱在功能振动试验开始约10分钟后发生该型机箱外接的显示器出现的显示画面冒亮线的故障,故障现象具体表现为在振动条件下显示器画面上陆陆续续地出现一些杂乱的亮线,当功能振动停止时,显示画面又恢复正常亮线消失了。持续几个振动-停止周期后,外接显示器画面彻底变为了黑屏无画面。
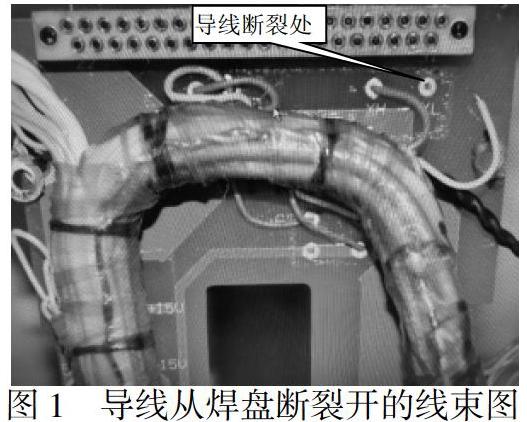
打开该机箱上盖板,在机箱通电的情况下通过用示波器测量机箱插座上的显示画面信号,发现亮度控制信号消失,进一步查找原因发现在该机箱的母板上焊接的传输亮度控制信号的导线从母板根部的焊点处断开,从母板焊点处断开的导线位置如图1所示,在机箱通电的情况下拿镊子夹住断开的导线头与母板上断开的焊盘接触后外接显示器画面重新恢复正常。因此可以断定该机箱刚开始功能振动时此焊点没有完全断裂但已经发生了接触不良,于是亮度控制信号时断时续导致显示器画面出现冒亮线的故障,多次振动后该传输亮度控制信号的导线彻底从母板焊盘处断开,导致亮度控制信号无法传输到该机箱外接的显示器,最终导致了显示器黑屏无画面的故障。
从设计方面来看,该机箱的母板上需要焊线的焊盘的分布比较散乱,导致了该母板上线束敷设路径比较弯曲,使得线束产生了一定的应力,且主线束和从主线束中引出来的双绞屏蔽线都没有采取加固措施,对该型机箱在功能振动条件下的可靠性有一定的影响。
如图1所示,经查询该型机箱的接线图样,从母板焊盘处断开的导线规格型号为FPFQ-250-0.14,该类导线属于外层带绝缘层的双绞屏蔽线,这种屏蔽线材料比较硬,导线在弯曲时对焊点处施加的应力较大。由于该机箱内的主线束并没有固定措施,在功能振动试验时主线束会发生轻微的晃动,主线束的晃动又带动了传输亮度控制信号的双绞屏蔽线开始晃动,本来母板上焊点就因双绞屏蔽线材料较硬而受着一定的应力,在功能振动时双绞屏蔽线又发生来回晃动,导致焊点处反复受到更大应力的冲击,焊点逐渐受到破坏,双绞屏蔽线与该机箱母板焊盘的接触变得时断时续,随着振动次数和振动时间的增加,此焊点最终发生断裂而导致双绞屏蔽线与母板焊盘的接触彻底断开。
为提升该型机箱线束在功能振动条件下的可靠性,从工艺方面拟采取的优化措施主要为以下几种:
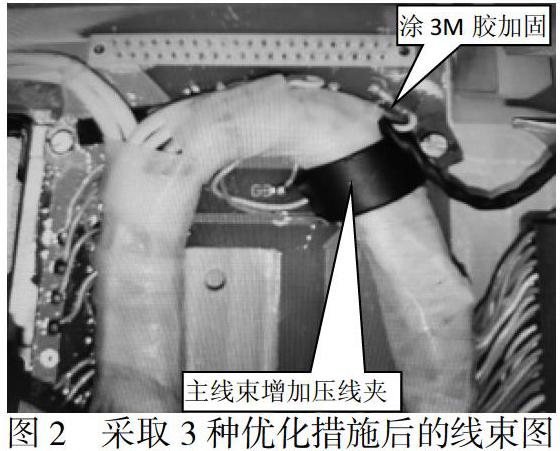
优化措施1:为了避免在功能振动试验时主线束会发生轻微的晃动,采用在主线束的拐弯处增加一个压线夹,压线夹的位置如图2所示,同时在母板的压线夹相应位置处增加安装孔,用于使用紧固件将压线夹固定在母板上,压线夹卡住主线束从而避免了功能振动试验时主线束会发生晃动,从而大大的减轻了传输亮度控制信号的双绞屏蔽线在功能振动时的晃动量。需要注意的是,由于该压线夹材料为金属,压线夹的边缘有一定的棱角,直接安装压线夹卡住线束可能会造成在功能振动过程中压线夹金属边缘棱角与母板上主线束接触的地方的发生磨损,可能会磨破缠包在主线束最外层的聚四氟乙烯薄膜,甚至磨破主线束内部的导线,因此安装压线夹之前需要用黑色热缩套管缠包住压线夹并用热吹风热缩到位,之后再用紧固件将压线夹卡住母板上的主线束。
优化措施2:改变双绞屏蔽线的焊接方式,双绞屏蔽线原先的焊接方式为立焊,采用立焊的方式会有焊锡导致的导线硬化高度较高。因此提出将双绞屏蔽线的焊接方式由立焊改为趴焊,即双绞屏蔽线贴着母板一定距离到达焊盘后在进行焊接,这样由焊锡导致的导线硬化高度相比较立焊的方式降低了不少,增强了双绞屏蔽线的焊接可靠性。
优化措施3:为了保护双绞屏蔽线的焊点,防止双绞屏蔽线的焊点处受导线应力过大,采用在距离双绞屏蔽线的焊点大约5毫米处对双绞屏蔽导线涂3M胶加固的措施。需要注意的是,为了防止双绞屏蔽线在3M胶固化前可能翘起,可以先使用纸胶带在涂胶点的两侧将双绞屏蔽线压平粘贴固定在母板上,然后在对双绞屏蔽线的涂胶点处涂3M胶进行加固,待3M胶固化24小时后,再将纸胶带拆除,此时双绞屏蔽线即可被牢固的粘接在母板上,使得焊点处受到的导线应力大为减小。3M胶在双绞屏蔽线上的加固位置如图2所示。
将采用上文中提到的3种优化措施后的该型机箱重新通电,外接显示器画面恢复正常,重新对该机箱进行了约30分钟的功能振动试验,功能振动过程中外接显示器的画面一直正常没有冒亮线,从而证明了本文提出的母板主线束加装压线夹、双绞屏蔽线采用趴焊方式且在双绞屏蔽线距离焊点处约5毫米的位置点3M胶加固的3种优化措施确实能够有效的提升该型机箱的线束在功能振动条件下的可靠性,该型机箱在功能振动过程中外接显示器的显示画面冒亮线的故障成功排除。
结论:
本文针对某型机箱在功能振动过程中发生显示器画面出现冒亮线的问题,从根本原因上分析了母板焊盘处导线断裂的产生的原因和设计方面的不足,从工艺方面提出将母板主线束加装压线夹、双绞屏蔽线采用趴焊方式且在双绞屏蔽线距离焊點约5毫米位置点3M胶加固的3种优化措施,最终排除了该型机箱在功能振动过程中显示器画面出现冒亮线的故障,有效的提升了该型机箱线束的可靠性。
参考文献
[1] 樊融融.现代电子装联工艺可靠性 [D].北京:电子工业出版社.
[2] 樊融融.现代电子装联焊接技术基础及其应用[D].北京:电子工业出版社.
[3] 庄奕琪.电子设计可靠性工程 [D].西安:西安电子科技大学出版社.