关于TBS干扰床分选机在洗煤厂中的实践应用研究
2020-10-18 09:45张磊
机械管理开发 2020年9期
张 磊
(西山煤电集团马兰矿选煤厂, 山西 太原 030205)
引言
随着科学技术的发展,我国近年来洗煤技术水平有了显著提升,很多洗煤工艺已经发展非常成熟[1]。重介旋流器是洗煤过程中必不可少的重要装备,为了提升洗煤效率,该设备未来会朝着大型化方向发展[2]。另外,煤泥浮选也是洗煤工艺中的重要工序,煤泥选择性絮凝是未来的发展趋势[3]。重介旋流器在发展过程中,使得其分选粒度下限逐渐攀升。而在浮选工艺中,煤泥选择性絮凝使得浮选粒度上限在逐渐下降。这就导致了粒度处在浮选上限和重介旋流器下限之间的粗煤泥无法进行有效分选,这种粗煤泥的粒度范围通常在0.25~1 mm之间[4]。如何对该粒度范围的粗煤泥进行有效分选,是所有洗煤厂面临的技术难题。所以有必要对该问题进行研究,提升粗煤泥的分选效果,避免对精煤造成一定程度的污染,同时还可以提升商品煤的产量和质量[5]。为了解决该问题,国内很多洗煤厂从国外采购了TBS干扰床分选机,该设备在实践应用过程中取得了非常好的效果,有效解决了粗煤泥的分选问题[6]。
1 TBS干扰床分选机的基本结构和原理
在重力选矿中TBS干扰床分选机是常用设备,工作时将水作为介质。设备在运行时,介质中包含的物质在干扰水流的综合作用下,根据物质颗粒大小、粒度大小和密度大小等进行分选。依据的原理是不同颗粒和密度的物质在干扰水流的作用下,沉降速度会存在差异。当物质的颗粒和密度比较大时,沉降速度比较大,而颗粒和密度比较小的物质其沉降速度相对较小。
如图1所示为XGR-3600型粗煤泥干扰床分选机的结构和工作原理示意图。就外观层面而言,TBS干扰床分选机和浮选柱基本相同,整体上是圆筒型结构,结构的顶部区域设置有溢流槽,扰动板设置在结构的底部位置,其中扰动板上面设置有大量的冲孔。水介质以系统设定的流量和压力从设备底部流入,通过扰动板将介质水进行扰动后流进工作室,通过这样的方式形成一个扰动的上升水流。矿浆从设备的入料井中放入,放入时通常与桶壁相切进入,矿浆浓度(质量分数)一般在45%~50%范围内。上升水流和放入的矿浆在工作室相遇,构建干扰床层。当设备稳定运行时,密度相对较低的颗粒会上浮,然后从溢流口流出,为精矿。而密度相对较大的颗粒会沉淀到底部,从底部排料口排出,为尾矿。设备内部设置有流体密度传感器,可以对设备内部的介质密度进行实时监测。当介质密度超过设定的范围时,PID控制器会发出控制指令将排料口的阀门开启,将内部的物料排出。直到介质密度恢复到设定的范围时,PID控制器又会发出控制指令,将排料口阀门关闭。
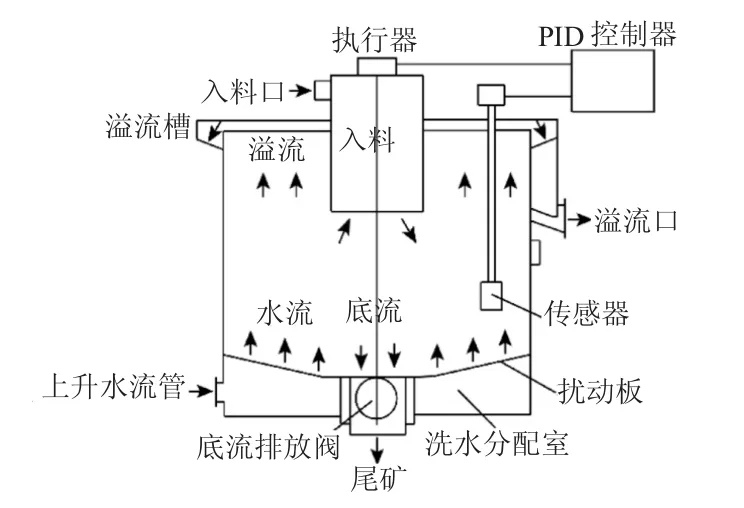
图1 TBS总体结构及工作原理示意图
2 粗煤泥分选工艺及其存在的问题
2.1 粗煤泥分选现状分析
下页图2所示为粗煤泥TBS干扰床分选机的工艺流程图。原煤的颗粒大小在0~50 mm范围内,首先经过筛孔为1 mm的脱泥筛进行脱泥处理。对于没有通过筛孔的颗粒范围在1~50 mm的原煤通过三产品重介旋流器进行分选。颗粒尺寸小于1 mm的煤泥通过水力分级旋流器进行分级处理后可分成两部分,分别为颗粒小于0.25 mm和颗粒在0.25~1 mm的煤泥。对于前者通过浮选进行回收,对于后者利用TBS干扰床分选机实施分选。
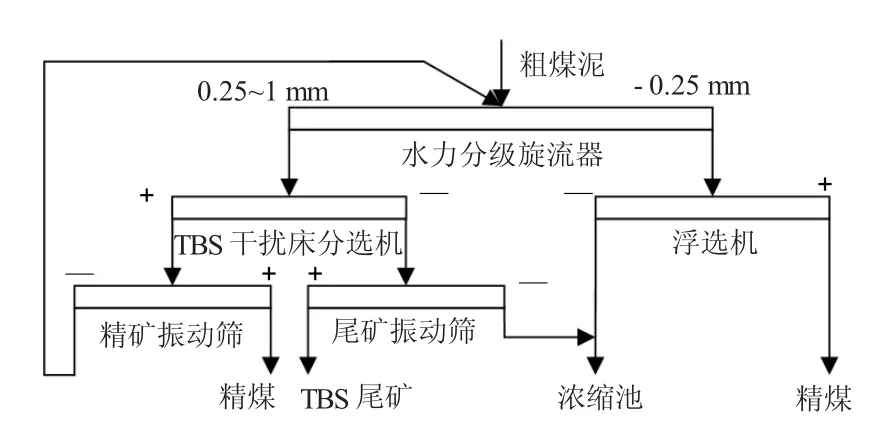
图2 粗煤泥TBS干扰床分选工艺流程
2.2 存在问题
针对TBS干扰床分选机所得产品开展了实验工作。基于实验结果发现,部分粒级可燃体的回收率相对较低,其中+0.90 mm粒级的回收率为10.2%,在所有粒级中回收率最低。另外,0.90~0.45 mm和-0.125 mm粒级的回收率分别为39.22%和33.76%,都处在比较低的水平。进一步分析了TBS干扰床分选机尾矿中不同密度等级的比例。结果发现-1.5 g/cm3密度级累计产率以及灰分分别为41.20%和15.92%。该结果表明尾矿内部还包含有很多可燃体没有被回收,存在严重的浪费现象。
3 粗煤泥分选工艺优化改进
3.1 工艺优化的方案
基于相关实验结果,并结合洗煤厂实际情况对粗煤泥分选工艺进行优化改进。优化改进后的粗煤泥分选方案如图3所示。
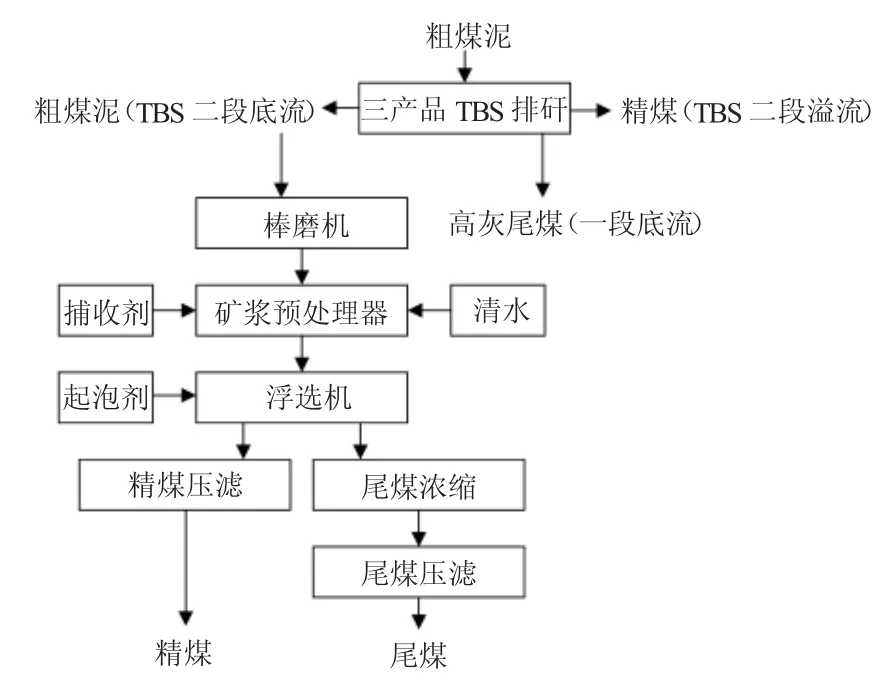
图3 粗煤泥分选回收优化改进工艺方案
3.2 优化后的工艺流程
颗粒尺寸范围在0~50 mm的原煤,首先经过筛孔尺寸为1 mm的脱泥筛进行脱泥处理后,再利用无压三产品重介旋流器实施分选,经过分选后可以得到三种产品,分别为矸石、中煤和精煤。以上三种产品分别通过1 mm脱介并进行脱水处理后,可以分别得到对应的产品。脱介筛下合介混合之后全部输送至合格介质桶,精煤脱介筛下分流合介、下稀介以及离心机离心液全部混合后输送至精煤磁选机,经过处理后输送至合格介质桶。中煤脱介筛下稀介以及离心液混合后输送至中煤磁选机,经过处理后输送至合格介质桶。矸石脱介筛下稀介输送至矸石磁选机,经过处理后输送至合格介质桶。
经过脱泥筛得到的筛下物以及中煤磁选机尾矿全部通过分级旋流器实施分级处理,得到颗粒小于0.25 mm和0.25~1mm的煤泥。对于颗粒大小为0.25~1 mm的煤泥通过TBS干扰床分选机实施分选,获得的精煤通过振动弧形筛进行脱水处理后,再通过精煤离心机进行脱水处理,从而获得精煤产品。TBS干扰床分选机处理得到的矸石先后通过振动弧形筛和高频振动筛进行脱水处理,然后将其与重介研石混合。
对于粗煤泥,首先通过振动弧形筛进行初步脱水后,再利用棒磨机进行处理。对研磨后的产品进行预处理后输送至浮选机实施浮选,利用加压过滤机对浮选得到的精煤进行脱水处理可以得到精煤产品。浮选尾煤通过浓缩、压滤工序进行处理后可以得到尾煤产品。
3.3 主要设备特点
1)XGR-3600型粗煤机干扰床分选机。分选机的入料浓度在45%~50%范围内,可以处理的颗粒大小范围在0.25~1 mm,稳定工作状态下上升的水流量为100~110 m3/h。床层密度控制在1.2~1.8 g/cm3,一旦传感器检测到实际密度不在此范围内时,会通过PID控制系统对其进行控制。
2)KXGZ490/2000-U型快开压滤机。压滤机主要是对尾煤进行压滤脱水处理,过滤面积达到了490 m2,具有非常强大的过滤能力。压榨压力和过滤压力分别为0.8 MPa和0.6 MPa。经过该设备处理后产品的含水量大大降低。
3)精煤脱介筛。AHS3655型精煤脱介筛,每小时能够处理160 t的物品,处理能力完全能够满足实际使用需要。振动的幅度以及频率分别为9.8 mm和950 r/min,激振器型号为2*ZDQ20A;GJZKK3655型精煤脱介筛,每小时能够处理800 t的物品,双振幅大小为11.8 mm,工作时的频率大小为830 r/min,激振器型号为JR408。
4 工艺优化设计前后的经济效益
根据当前阶段煤炭产品的市场行情,精煤的价格和煤泥的价格分别为800元/t和80元/t。对洗煤工艺进行优化改善之前,由于得到的中煤质量不是非常好,其市场价格大约为180元/t。而对工艺进行优化改善之后,中煤的质量得到了显著提升,其对应的售卖价格随之有一定程度上涨,为250元/t。
工艺优化前,洗煤厂每年生产得到的精煤、中煤和煤泥产量分别为1.17 Mt、1.17 Mt和0.22 Mt。由此可以计算得到,工艺优化前洗煤厂每年的销售总额为11 642万元,工艺优化后,洗煤厂每年的精煤、中煤和煤泥产量分别为 1.29 Mt、0.96 Mt和 0.36 Mt,由此可以计算得到,工艺优化前洗煤厂每年的销售总额为13 008万元。工艺优化改进后每年能够多销售1 366万元。但是优化改进之后,洗煤厂正常生产过程中每年需要多投入的生产资金大约为400万元。对比优化前后,则洗煤厂每年多出的收入为966万元。由此可以看出,通过对洗煤厂的粗煤泥分选工艺进行优化改进,为企业创造了非常好的经济效益。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
同煤科技(2020年4期)2020-08-20
科技视界(2018年19期)2018-10-09
选煤技术(2018年6期)2018-03-04
商情(2017年17期)2017-06-10