基于嵌入式PLC的数控机床自动控制系统
2020-11-13 03:38孙钊
微型电脑应用 2020年10期
孙钊
摘要:随着科技不断进步,PLC控制器在数控机床得到了广泛地应用。以控制器框架结构为基础,研究数控机床的自动控制系统,计算并比较系统内重要的运行参数,并结合硬件结构的不同属性,对嵌入式PLC系统方案进行分类。研究结果显示,PLC自动化控制系统具有较高的抗干扰能力,可提高系统运行的准确性和稳定性;滚动轴的导程由电机运转速度和移动杆的转动速度决定,当电机运转速度越高时,导程的数值越小,反之则越大。研究结果为数控机床自动控制系统性能提升提供了科学依据。
关键词:PLC;数控机床;自动化;控制系统
中图分类号:TP391
文献标志码:A
ResearchonAutomaticControlSystemofNC
MachineToolBasedonEmbeddedPLC
SUNZhao
(
SchoolofIntelligentManufacturing,ShanxiInstituteofMechatronicTechnology,Baoji721001,China
)
Abstract:Withthecontinuousprogressofscienceandtechnology,PLCcontrollershavebeenwidelyusedinCNCmachinetools.Basedonthecontrollerframestructure,thispaperstudiestheautomaticcontrolsystemofCNCmachinetools,calculatesandcomparesimportantoperatingparametersinthesystem,andcombinesthedifferentattributesofthehardwarestructuretoclassifytheembeddedPLCsystemscheme.TheresearchresultsshowthatthePLCautomaticcontrolsystemhasahighantiinterferenceabilitywhichcanimprovetheaccuracyandstabilityofthesystemoperation.Theleadoftherollingaxisisdeterminedbythemotorspeedandtherotationspeedofthemovingrod.Thesmallerthevalueoftheleadis,thelargeritis.TheresearchresultprovidesascientificbasisfortheperformanceimprovementoftheautomaticcontrolsystemofCNCmachinetools.
Keywords:PLC;CNCmachinetools;automation;controlsystem
0引言
现在工业的自动化、集成化以及柔性化是提高劳动生产率、提升产品质量的基础。而随着科技的不断进步,使得数控机床的控制电路由传统的继电器逻辑电路RLC(RelayLogicCircuitRLC)逐步升级为可编程逻辑的控制器PLC(ProgrammableLogicControllerPLC),其PLC控制系统的发展是以传统的继电器、接触器控制为基础,采用特殊的存储介质,为特殊的用途而设计出来,主要实现内部介质存储、运算过程分析、程序结构控制等功能,控制各种类型的机械或生产过程,其在数控机床中常以内装式和独立式两种形式存在。在机械行业的应用过程中,可以大大的节省人力劳动,提高工业生产效率,因其逻辑编程操作简易,具有较高的抗干擾能力,提高了系统运行的准确性和稳定性[1]。本文就针对于在PLC的基础之上研究数控机床的自动控制系统的设计。可编程逻辑控制器是一种以微处理器为基础的数字运算电子系统,该系统在数控机床自动化控制中的应用,使得整个系统的运行稳定性和有效性大大提高[2]。PLC是一种可编程控制器件,其存储器类型属于可编程存储器,完成系统指令下达、数据逻辑运算、计算顺序控制等功能,通过数字式的信息处理方式实现输入输出方式对相关机械的自动化生产控制。该控制器属于新型的工业控制器,既能控制开关量,也能控制模拟量,也可以将计算机与自动化控制技术相结合,同时利用大量的集成电路技术,大大的提高整个系统运行时的抗干扰性,使得系统持续不断的工作,从而提高生产效率,PLC集成体积小,编程简单,适应性强等特点,使得PLC在机械工业中的使用范围越来越广,同时对复杂的系统进行综合梳理并对系统实现控制[3]。
1PLC数控系统
1.1PLC硬件框架
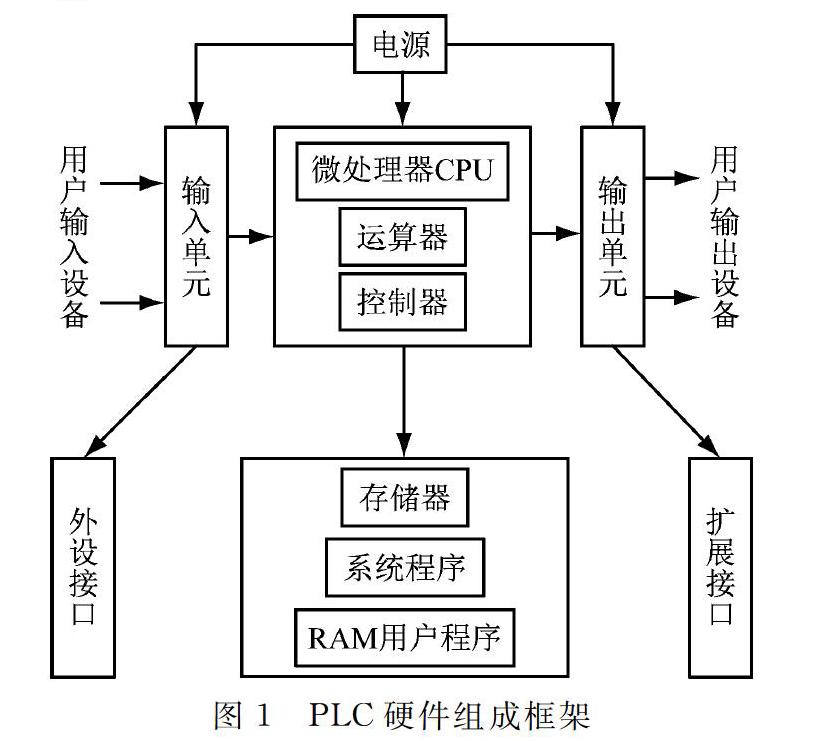
PLC数控系统相较于传统的计算系统具有对周围环境适应性强、程序语言识别速度快和系统编程稳定性好等特点,同时PLC数控系统在实际的生产过程中对硬件接口具有较高的适应性。因此,对于数据控制单元由系统内的硬件组成和用户使用环境构建,二者相互联系,组成了PLC数控系统的基础单元结构,如图1所示。
PLC硬件组成框架主要由内设接口和外部接口两大部分构成,其中内设接口包括用户输入单元、用户输出单元、微处理器CPU、运算器和控制器,当输入单元和控制单元接通电源后,输入单元采集用户的设备的基本信息,以电信号的形式传输到控制单元,经过微处理器CPU对接收信号分析和运算器综合计算,以数字信号的形式传输到控制单元,对传输信号进行编码解析,最后输出至用户设备;系统内的输入单元对应外设接口,输出单元对应扩展接口,同时,在外设单元中还包含存储器、系统程序、RAM用户程序[46]。以上单元接口在系统程序的控制下,可以将用户的信息进行及时存储,在运算的过程中对程序的正确性对照检查,保障内部构件的准确性和完整性,最后将运算的程序存储于系统的结构单元,并将用户的信息在存储设备识别并读取,通过编译器将程序信号转化为数据信号,以此实现PLC数控系统的全部功能。
1.2数控系统构成
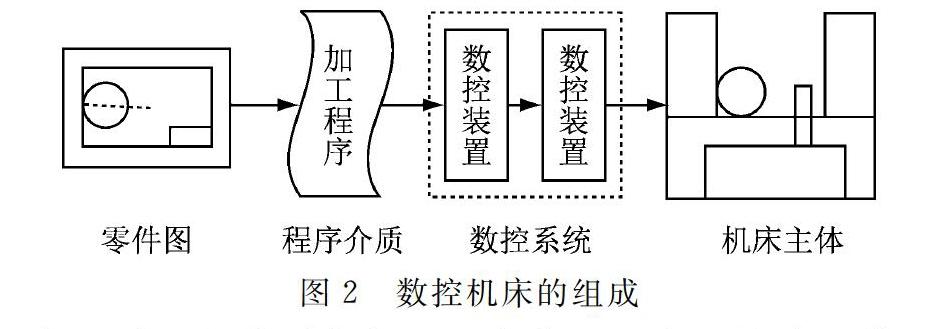
数字控制(NumericalControl)对于以数字化的信号对机床的运行和使用实现控制[7]。其数控机床的主要构成部分由程序介质、数控装置、伺服系统以及机床主体四部分组成,如图2所示。
加工编码是将零件加工程序使用相应的格式和代码存储在一种程序载体上,同不同类别数控机床进行对比,将这些程序信息输入到CNC(ComputerNumericalControl)单元[8]。数控系统包括数控装置和伺服系统。其中数控机床的主要组成部分是主控装置,采用多个微处理器的CNC装置,根据输入数据,对所有需要输出的零部件采用编码处理;伺服系统是PLC系统中处于核心位置,实现数控机床的进给伺服控制和主轴伺服控制。机床主体就是为了加工零件,是数控机床的主要部分,包括机体、主轴箱、刀架等机件。其作用是处理各种原材料,按照预设的零件构图进行加工设计。在实际的数控机床运行过程中,很有可能会发生紧急突发的状况,操作人员的失误可能导致整个生产的失误。在数控机床的自动控制系统中,为了避免突发事件,会增加图书的设计结构,比如紧急按钮和导程等部件。
2系统参数计算
机床运动参数计算是系统正常运行的保障,针对机床的参数计算需要掌握其重要的部件,机床中的滚动轴是正常稳定运转不可或缺的部分,常规滚动轴的轴心分别朝向固定面板的两端,从而确保运行平稳,PLC系统的机床涉及的参数种类多,需要对重要的参数进行计算并比较,为机床及时检修提供数据支撑。
机床滚动轴的重要指标是导程,在机床设计过程中根据接触表面的光滑程度来制定适合的机床部件,例如结合材料力学选取符合要求的物理参数,将参数类型进行归整,作为PLC的数控机床生产的重要指标[9]。滚动轴的导程由电机运转速度和移动杆的转动速度决定,当电机运转速度越高时,导程的数值越小;当机床移动杆的转动速度越大时,导程的数值越小。滚动轴导程的计算公式如式(1)。
Q=Vmaxi×Nmax
(1)
式中:Nmax为电机运转速度,单位为m/s;
Vmax为移动杆转动速度,单位为m/s;
i为传动比,这里取值为1;
Q為滚动轴的导程。
数控机床滚动轴不同的安装方法,其在接触面的受力也不尽相同,结合机床构造和工程力学,最小安装直径受电动机的运转速度、使用材料的伸缩程度、转动杆的承受荷载和固定端到自由端的距离决定的,其计算公式如式(2)。
d=2×102(10×FLc)2πδmV
(2)
式中:V为电动机的运转速度,单位为m/s;
δm为材料的伸缩程度;
F为转动杆的承受荷载,单位为N;
LC为固定端到自由端的距离,单位为m。
数控机床在运行过程中,需要对其运行荷载进行计算。如果接触面的承受荷载远大于它的运行荷载时,就会出现不平稳运行,甚至产生安全事故[10]。因此计算数控的运行荷载非常重要,该荷载主要由转动轴的稳定系数、材料的弹性模量、移动杆的惯性矩、转动轴的移动距离决定,数控机床运行荷载的计算公式如式(3)。
PK=2FKEInKL2
(3)
式中:PK为运行荷载,单位为N;
FK为转动轴的稳定系数(双轴时为2,单轴时为1);
E为材料的弹性模量,单位为Pa;
I为移动杆的惯性矩,单位为m2;
L为转动轴的移动距离,单位为m。
3嵌入式PLC控制系统
嵌入式PLC系统的内部硬件结构有着较大的差别,结合硬件结构的不同属性,嵌入式PLC系统按照组成结构不同可分为:传统PLC控制方案、内置控制器运行方案和计算机通信接口控制方案,根据方法和过程不同控制方案如下:
(1)传统PLC控制方案
传统PLC控制方案中是以计算机为基础,将运算程序以系统的组成部分为单元,固定在系统的硬件结构中,如图3所示。
PLC运行系统与PLC开发系统以信号交互形成通信体系,结合系统的使用要求对在计算机平台编写的程序代码,以数据信号的形式传输到下一个接口处,并实现系统数据控制和程序运行[11]。
(2)内置控制器运行方案
内置控制器是PLC系统独立的组成部分,该系统的重要组成部分为微型处理器,主要实现在指定系统中完成信号接收、数据分析及代码编译,以系统硬件组成的方式嵌入在系统结构中,实现控制系统信号交互及数据通信等功能[12],如图4所示。
在PLC运行系统中嵌入式控制器与PLC开发系统实现数据通信功能,根据开发系统和运行系统分析,在标准的通信协议下完成交互信号与运行系统和数据接口准确对接,实现数据信号实时交互。
(3)计算机通信接口控制方案
在计算机通信接口控制系统的硬件部分主要由控制计算机、系统总线接口和I/O接口组成[13]。PLC开发系统和运行系统根据网络I/O接口进行数据交互,同时PLC运行系统与I/O接口和系统总线接口实现信号传递,以上结构单元组建控制计算机与网络接口完成信号控制。计算机通信接口框架结构,如图5所示。
4基于PLC的控制系统设计
4.1基本功能
PLC技术相对于传统的控制技术拥有特殊的功能,在系统组成部分拥有多项的基本功能,其基本功能如下。
1)PLC技术以强化逻辑运算功能为目标,功能介于中心主要数据控制和配电装置核心功能相互转化;
2)有专一的存储用户程序的存储器,对复杂的控制对象以及控制逻辑更灵活,其用户程序采用的逻辑顺序关系和传统的继电器电路十分相似的梯形图形编辑;
3)PLC可以和多种外部的设备进行连接,更方便的实现程序的显示、编辑等功能;
4)PLC具有较高的抗干扰能力,体积小,摒弃了传统继电器的接触不良、磨损等特点;
PLC技术在实际的生产中起到了重大的作用。采用PLC的数控机床机构更加紧凑,功能更加丰富,在自动化程度较高的生产制造系统和加工设备中,PLC是一种不可或缺的控制装置[810]。
4.2PLC控制系统组成
PLC采用典型的计算机结构,由CPU、输入、输出接口电路、读写存储器等,该系统可以看成由变量的信号输入和信号输出变量组成,此时的PLC相当于一个中间处理器,将输入的变量经过一定的编程程序的处理以得到输出变量[14]。其控制结构图,如图6所示。
输入部分此部分的输入端子与按钮开关、液位报警开关、压力检测开关等连接,主要用来收集系统中的各种实际数据,以重复扫描的方式进行用户程序的执行,并按照程序事先编写好的地址将输入信号读入输入映像寄存器中并执行,程序执行过程中,以扫描周期为周期进行获取输入数据。控制部分此部分按照被控对象的实际控制要求所编写的用户程序进行反复执行,并按照顺序进行扫描执行,并将执行结果写入有关输出映像的寄存器中。输出部分该部分的输出端子与接触器、三色警报、驱动使能等连接,是电路的输出状态,用于控制被控制对象的动作操作。根据所设计需要的输出模式,完成指定的操作,并将输出映像寄存器中的状态转移到输出锁存寄存器中,实现外部负载。
4.3PLC模块化设计
本次设计中,将PLC模块划分为5个模块,公共信号模块、基本控制模块、刀架模块、主轴模块和报警模块[15]。其中公共信号模块的主要作用是将PLC和NC之间的信号进行相应的处理;基本控制模块的主要作用是程序的启停、紧急处理等;刀架模块主要是实现选择合适的刀架、以及对刀架的定位等逻辑控制功能;主轴模块主要是对主轴的正反转、主轴定位等进行控制,并通过PLC的编程实现参数的修改等;警报模块主要是机床的故障、人为误操作等进行检测并同时给以反馈警报信息等。该模块的功能实现可以通过一个主程序以及若干的子程序一起完成,实现对机床的各种控制作用,其主要的子程序结构,如表1所示。
数控机床中PLC技术的实现的基础就是程序指令,相应的指令会将信号和程序纳入控制体系中。PLC技术的运用,可以实现整个控制系统的升级以及改进,在实际的运行过程中实现高效率的数控机床控制,并对该系统结构进行不断地优化,从而升级数控机床的控制性能。
5总结
在我国经济和社会的快速发展中,对数控机床的需求不断的提高,而PLC在数控机床中的应用,不仅大大的提高了整个系统的生产效率,而且有效的实现数控机床的自动化控制,对提高企业的经济效益有很大的益处。结合当今数控系统的特点,要不断地改善PLC的功能,特别是完善和改善上位机软件的功能,以及对数控系统编程语言的进一步统一,这些问题的解决,会使得我国数控系统性能得到很大的提升。
参考文献
[1]
折建国.数控机床基于PLC的电气控制系统研究[J].工业(b),2016(6):170174.
[2]王玲.基于PLC的数控机床电气控制系统研究[J].新技术新工艺,2013(12):125127.
[3]刘瑞己.可编程控制器(PLC)在数控机床(CNC)中的应用[J].控制理论与应用,2006,4(23):12.
[4]席文杰.最新数控机床加工工艺编程技术与维护维修实用手册[M].长春:吉林省电子出版社.2004.
[5]张耀旗.数控机床PLC的设计与应用[J].计算机工程应用技术.2008(5):3739.
[6]赵春红,秦现生,唐虹.基于PC的放式数控系统研究[J].机械科学与技术.2005,9(24):11081113.
[7]王可.可编程控制器原理及应用[M]北京,电子工业出版社,2011.
[8]吴春燕.PLC控制技术在煤矿电气控制中的整合应用研究[J].计算机产品与流通,2020(1):7980.
[9]孙相博.基于PLC的数控钻床电气系统的设计与实现[D].哈尔滨:哈尔滨工业大学,2019.
[10]刘玉梅.基于PLC技术的电动汽车交流充电系统的研究与实现[D].济南:山东农业大学,2014.
[11]刘伟.基于PLC控制的升降横移式立体车库的研制与实现[D].西安:长安大学,2014.
[12]赵中敏,张秋云,杨广才.PLC控制系统设计[J].机床电器,2007(2):3740.
[13]吕品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010,31(8):4547.
[14]謝春杰.嵌入式软PLC的研究与设计[D].南京:南京理工大学,2014.
[15]张文军.基于PLC的电梯控制系统的设计与研究[J].现代电子技术,2012,35(23):161163.
(收稿日期:2020.04.01)
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
中小企业管理与科技·中旬刊(2014年12期)2015-01-22