基于APS的卷烟生产排程集成优化方法研究
2020-11-13 03:38魏佳刘艳超刘西尧
微型电脑应用 2020年10期
魏佳 刘艳超 刘西尧
摘要:为了提高卷烟生产排程集成控制能力,提出基于APS的卷烟生产排程集成优化方法。基于APS构建多数学模型,以分析卷烟生产排程的优化模式。利用Lyapunov函数使该卷烟生产排程的生产线系统处于平衡状态,并卷烟生产的约束参量模型,根据约束参量模型得到多模控制状态方程。通过分析卷烟的控制状态,完成集成控制的参量稳态调节,实现卷烟生产排程集成优化。仿真结果表明,采用该方法进行卷烟生产排程集成优化控制的自适应性较好,稳态控制能力较强,具有很好的卷烟生产排程集成控制和流程管控能力。
关键词:APS;卷烟生产;排程;集成;控制
中图分类号:TP273
文献标志码:A
ResearchonIntegratedOptimizationoftheProductionScheduleoftheCigaretteBasedonAPS
WEIJia,LIUYanchao,LIUXiyao
(WuhanCigaretteFactory,ChinaTobaccoHubeiIndustrialCo,Ltd.,Wuhan430040,China)
Abstract:Inordertoimprovetheintegratedcontrolabilityofcigaretteproductionscheduling,anintegratedoptimizationmethodofcigaretteproductionschedulingbasedonAPSisproposed.BasedonAPS,amultimathematicalmodelisconstructedtoanalyzetheoptimizationmodeofcigaretteproductionscheduling.ALyapunovfunctionisusedtomaketheproductionlinesystemofcigaretteproductionscheduleinequilibriumstate,andtheconstraintparametermodelofcigaretteproductionisusedtoobtainthemultimodecontrolstateequationaccordingtotheconstraintparametermodel.Byanalyzingthecontrolstateofcigarette,thesteadystateadjustmentofintegratedcontrolparametersiscompleted,andtheintegratedoptimizationofcigaretteproductionschedulingisrealized.Thesimulationresultsshowthatthemethodisadaptivetotheintegratedoptimalcontrolofcigaretteproductionscheduling.Ithasgoodperformance,strongsteadystatecontrolability,goodcigaretteproductionscheduling,andhascontrolandprocesscontrolability.
Keywords:APS;cigaretteproduction;scheduling;integration;control
0引言
为满足卷烟市场需求,小批量柔性生产已逐渐代替刚性生产模式,但柔性模式下卷烟生产车间排程难度增大,为提高卷烟生产水平,急需优化生产排程。针对该问题已有部分处理方法,如关联规则调度法、统计特征分析法、模糊控制方法等。排程问题引起了业界内的重视,排程问题的核心思想是是要优化生产系统全局性的调度,从而提高生产线的生产效率及输出,最终实现卷烟生产的全局最优。研究卷烟生产排程集成优化方法,在促进卷烟生产质量优化中具有重要意义[1]。
基于关联规则调度的卷烟生产排程集成控制,采用模糊关联规则调度方法,进行卷烟生产排程集成调度。基于统计特征分析的卷烟生产排程集成方法,采用大数据信息融合方法进行卷烟生产排程集成控制,但该方法进行卷烟生产排程集成的模糊度较大。基于模糊控制方法的卷烟生产排程集成控制,结合粒子群进化寻优方法,进行卷烟生产排程集成控制[23],构建卷烟生产排程集成的模糊控制约束参量模型,采用专家补偿方法进行卷烟生产排程控制优化,但上述方法进行卷烟生产排程集成控制的稳态控制能力较差[4]。
针对上述问题,本文提出基于APS的卷烟生产排程集成优化方法。APS是利用各种数学模型、模拟仿真技术对生产作业运行状态进行优化的一种排产工具和计划[5]。它不仅支持人机交互的模式参与生产排序,还能够根据生产状况制定合理的排产计划,以提高生产排程集成控制和流程管控能力。本文方法将通过建立卷烟生产的排程集成优化模型,进行卷烟生产的流水线优化控制,根据卷烟生产智能数据信息处理结果,进行排程集成优化控制,提高排程集成优化控制能力[6]。在卷烟生產的排程集成优化模型设计中,需要结合模糊控制律进行排程集成优化约束参量分析,建立卷烟生产排程集成优化约束参量模型,采用大数据信息融合调度技术,进行卷烟生产排程集成优化设计,提高卷烟生产排程集成控制的自适应性,最终实现基于APS的卷烟生产排程集成优化。经仿真实验结果证明,本文方法具有较好的鲁棒性。
1卷烟生产排程集成控制的约束参量分析和控制状态
1.1约束参量分析
为实现卷烟生产排程集成优化控制,需构建卷烟生产排程集成控制的约束参量模型[7]。通过多参量约束方法分析卷烟生产排程集成控制过程中的扰动因素,构建卷烟生产排程集成的线性扰动方程如式(1)。
mV=P(α-δφ)Fgr
(1)
式中,P表示参数给料精度;α表示不同生产线上的卷烟总给料量;δφ表示可用物料量;Fgr表示工作站数量。初始化卷烟生产排程集成控制的扰动参数。采用模糊扰动聚类分析方法,进行卷烟生产排程集成控制的状态特征分析,得到状态特征方程如式(2)。
Vm=mv×(-2Km/R)+Km
(2)
式中,Km表示生产线节拍;R表示卷烟生产线效率。根据特征分析方程计算卷烟生产排程集成的耦合特征量,采用协同Kalman融合方法获取卷烟生产排程集成控制的耦合特征量,从而得到卷烟生产排程函数如式(3)、式(4)。
Pv=Vm(fθ+gθu(t))
(3)
f(P)=Pvu(t)gθ+dθ(t)
(4)
其中,式(3)为生产控制的耦合特征量,式(4)表示卷烟生产排程函数。fθ、gθ分别表示相关性模糊检测特征量;u(t)表示卷烟设备利用率;dθ(t)表示生产线工序负荷。通过上述计算获取卷烟生产过程中所涉及参数及其排程函数,利用该函数获取卷烟生产排程集成控制的约束参量模型,则约束参量模型的表达式如式(5)。
Mh=f(p)·VsN
(5)
其中:
N=aij+Fgr
Vs=12S2(t)
式中,Vs表示Lyapunov函數,通过该函数可使该生产线系统处于平衡状态,以确保卷烟生产的约束参量模型处于渐近稳定状态。结合卷烟生产排程集成控制约束参量模型,进行模糊指向性调度,构建卷烟生产排程集成控制模型,提高卷烟生产排程控制能力。
1.2多模控制状态
通过上述完成卷烟生产排程集成控制约束参量模型的构建,设计多目标约束的卷烟生产排程集成控制参数辨识模型,得到参数辨识结果如式(6)。
T=12VMRXR
(6)
采用微分方程数值分析进行卷烟生产排程集成融合处理,在高维C空间中构建卷烟生产排程的多约束规划问题,建立卷烟生产排程函数的相关性检测统计特征量如式(7)。
fY=1yσ2πe-(lny-μ)22σ2
(7)
式中,e表示卷烟生产排程约束条件。根据约束参量模型,建立卷烟生产排程控制的协同滤波模型,得到多模控制的状态方程如式(8)
CL=MRR2+R2D12MP
(8)
分析耦合特性随卷烟生产排程分布的结构参数,得到集成变化规律,根据卷烟生产排程控制的约束参量进行多模控制,提高卷烟生产排程集成优化能力。
2卷烟生产排程集成优化
2.1卷烟生产排程集成控制的参量稳态调节
通过模糊相关性约束方法进行卷烟生产排程函数的最优特征函数解集分析,令Aj(L)作为卷烟生产排程过程控制的指向性中心分布函数[8],其中j=1,2,…,k,可得卷烟生产排程的控制的状态特征量如式(9)。
y(t)=ρ1af(t)b2
(9)
式中,f(t)为卷烟生产排程控制的特征值,ρ为卷烟生产排程控制的多普勒扩展,a为频域分布参数,b为随微分参数。在模糊PID过程约束下[9],得到卷烟生产排程控制的集成约束处理如式(10)。
x·i=fi(xi,ui)D(xi,Aj(L))=
min{D(xi,Aj(L))}
(10)
通过式(10)的集成约束处理过程,可为解决卷烟生产过程中连续体结构拓扑优化问题。式中,xi∈Rn,ui∈Rm。得到卷烟生产排程集成规则函数如式(11)。
f(x)=1+10(n-1)+∑ni=2(x2i-10cos(4πxi))
(11)
采用模糊关联规则调度方法,进行卷烟生产排程集成控制的参量稳态调节[1011],输出如式(12)。
h(x)=g(x)1-f(x)g(x)2
(12)
根据参数调节结果,进行卷烟生产排程集成控制的过程寻优。
2.2卷烟生产排程集成优化控制
建立卷烟生产排程集成控制的输出寻优函数,采用参数自适应稳态调节方法进行卷烟生产排程集成调度和参数模糊度辨识,卷烟生产排程函数得模糊聚类中心满足edp=k(p-1)+1,其中k为正整数。在Lognormal分布约束下,卷烟生产排程集成调度拟合值满足如式(13)。
e=kdpp-1p+1k
(13)
根据卷烟生产排程集成控制的微分方程进行参数寻优,输出寻优函数如式(14)。
G(x)=MPgLf(x)
(14)
采用APS流程控制方法进行卷烟生产排程集成调度,得到卷烟生产排程集成控制的寻优过程函数如式(15)。
limz→0Kv(z)=12Γ(v)z2-v
(15)
构建多目标约束的卷烟生产排程集成控制参数辨识模型,得到扩展方程如式(16)。
limz→0Kv(z)′=121+glny-μσ2
(16)
在凸优化子空间中,存在g2β+g2ρ=0,1≤β,ρ≤255。采用参数自适应稳态调节方法进行卷烟生产排程控制,得到边界域BNDMC(d),输出的稳态特征量定义如式(17)。
P(d)=max((g(d1|Ei),…,g(dm|Ei))>0,Ei∈E}
(17)
基于上述,卷烟生产排程集成优化控制的输出函数如式(18)。
τij(t+1)=P(d)(1-ρ)h(x)+ρΔτ(t)limz→0Kv(z)′(18)
综上分析,实现卷烟生产排程集成优化控制。为检验本文方法的有效性及可行性,需进行仿真实验。
3仿真实验与结果分析
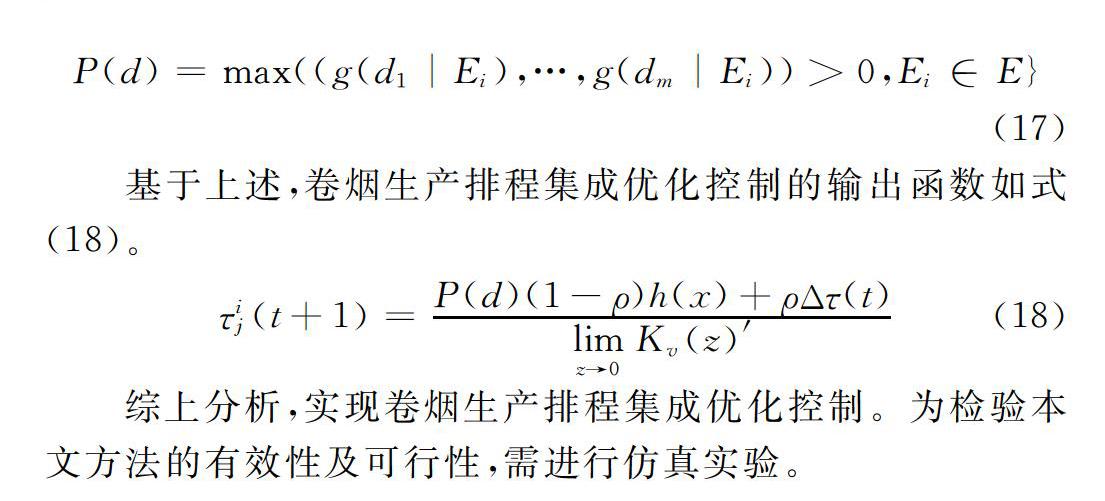
为了测试本文方法在实现卷烟生产排程集成控制中的应用性能,进行仿真实验,实验采用APS流程控制方法进行生产排程过程控制,结合Matlab进行试验测试分析,对卷烟生产排程信息采样的频率为1200kHz,统计分析样本集规模为2400,模糊PID控制的约束参量为0.24,采集过程控制约束参数,进行卷烟生产排程集成,采用APS流程控制方法进行卷烟生产排程集成调度,得到集成优化输出如图1所示。
分析图1得知,采用本文方法能有效实现卷烟生产排程集成优化。由于本文方法在进行卷烟生产排程集成输出时通过模糊相关性约束方法对卷烟生产排程函数的最优特征函数解集进行集成约束处理,优化卷烟生产过程中连续体结构,并采用模糊关联规则调度方法,完成卷烟生产排程集成控制的参量稳态调节,以实现稳态状态下卷烟生产的高输出目的。
测试控制的收敛性,得到对比结果如图2所示。
分析图2得知,采用该方法进行卷烟生产排程集成优化控制的稳态控制能力较强,这是由于本文方法采用了Lyapunov函数,使該生产线系统处于平衡状态,以确保卷烟生产的约束参量模型处于渐近稳定状态,以实现排程集成的高收敛性。因此本文方法具有很好的卷烟生产排程集成控制和流程管控能力,更适用于卷烟生产排程中。
4总结
建立卷烟生产排程集成优化约束参量模型,采用大数据信息融合调度技术,进行卷烟生产排程集成优化设计,提高卷烟生产排程集成控制的自适应性,本文提出基于APS的卷烟生产排程集成优化方法。构建卷烟生产排程集成控制的约束参量模型,结合模糊PID控制方法进行卷烟生产排程集成控制过程中的参量稳态调节,构建多目标约束的卷烟生产排程集成控制参数辨识模型,采用APS流程控制方法进行卷烟生产排程集成调度,建立卷烟生产排程集成控制的模糊控制律,采用参数自适应稳态调节方法进行卷烟生产排程集成调度和参数模糊度辨识,实现卷烟生产排程集成优化控制。研究得知,该方法进行卷烟生产排程集成优化控制的自适应性较好,稳态控制能力较强,具有很好的应用价值。
参考文献
[1]王楚捷,王好贤.MCORD下无线接入网络资源分配研究[J].计算机工程与应用,2018,54(22):9298.
[2]王晓雷,陈云杰,王琛,等.基于Qlearning的虚拟网络功能调度方法[J].计算机工程,2019,45(2):6469.
[3]李自强.复杂轨道交通多目标调度效率数学建模仿真[J].计算机仿真,2018,35(8):119122.
[4]StoeanC,PreussM,StoeanR,etal.Multimodaloptimizationbymeansofatopologicalspeciesconservationalgorithm[J].IEEETransonEvolutionaryComputation,2010,14(6):842864.
[5]LiangJJ,QuBY,MaoXB,etal.DifferentialevolutionbasedonfitnessEuclideandistanceratioformultimodaloptimization[J].Neurocomputing,2014,137(8):252260.
[6]CZIBULAG,MARIANZ,CZIBULAIG.Detectingsoftwaredesigndefectsusingrelationalassociationrulemining[J].KnowledgeandInformationSystems,2015,42(3):545577.
[7]HILLSJ,BAGNALLA,IGLESIABDL,etal.BruteSuppression:asizereductionmethodforApriorirulesets[J].JournalofIntelligentInformationSystems,2013,40(3):431454.
[8]汪成亮,温鑫.智能环境下分布式Rete算法[J].计算机应用,2016,36(7):18931898.
[9]HanSI,LeeJM.Fuzzyechostateneuralnetworksandfunneldynamicsurfacecontrolforprescribedperformanceofanonlineardynamicsystem[J].IEEETransactionsonIndustrialElectronics,2014,61(2):10991112.
[10]PolygerinosP,WangZ,OverveldeJTB,etal.Modelingofsoftfiberreinforcedbendingactuators[J].IEEETransactionsonRobotics,2015,31(3):778789.
[11]KoivumakiJ,MattilaJ.Stabilityguaranteedimpedancecontrolofhydraulicroboticmanipulators[J].IEEE/ASMETransactionsonMechatronics,2017,22(2):601612.
(收稿日期:2019.08.13)
猜你喜欢
电脑知识与技术(2016年28期)2016-12-21
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年21期)2016-10-17
商(2016年27期)2016-10-17
大众理财顾问(2016年9期)2016-10-11
科技视界(2016年20期)2016-09-29
大众理财顾问(2016年8期)2016-09-28
科技视界(2016年14期)2016-06-08