2219厚板铝合金钨极和熔化极惰性气体保护焊焊接接头组织与性能对比
2020-11-17 11:49
宇航材料工艺 2020年5期
(天津航天长征火箭制造有限公司,天津 300462)
0 引言
2219 铝合金是一种铝铜系可热处理强化铝合金,具有良好的高低温性能、抗腐蚀性能及焊接性能,被广泛用做新一代运载火箭的贮箱结构材料[1-5]。现役火箭贮箱厚度大多在10 mm 以下,采用不开坡口的单面两层TIG焊工艺,可满足大多数贮箱的焊接[6-8]。新一代载人运载火箭首次采用箱底传力结构设计,为满足箱底传力要求,将箱底主焊缝的焊接区厚度增加到15 mm,如何实现大厚度铝合金高效率、高质量的焊接,对于当前焊接工艺提出了新的挑战。本文以15 mm 厚2219 铝合金为研究对象,采用TIG 和MIG 两种工艺分别进行铝合金平板对接试验,系统对比接头的焊缝成形、内部质量、接头组织形貌和拉伸性能等方面的差异,为工程实践提供一定的参考。
1 试验
1.1 试验材料
试验材料选用2219 铝合金试板,尺寸为300 mm×170 mm×15 mm,热处理状态为C10S(固溶处理后经10% 的冷加工变形然后人工时效)。母材主要成分表1,母材常温平均抗拉强度469 MPa,断后伸长率11.3%。选用ER2325Φ1.6 mm 光亮焊丝,保护气为纯度为99.999%高纯氩气和氦气。

表1 2219铝合金的化学成分Tab.1 Chemical composition of 2219 aluminum wt%
1.2 试验方法及设备
1.2.1 焊接试验
分别采用TIG 和MIG 两种工艺进行试板的单面对接焊。TIG 焊为4 层焊,MIG 焊为3 层焊。试板开U 形坡口,坡口形式见图1,实物照片见图2,坡口底部加工出3.4 mm宽的平台,并与侧壁采用R5圆角过渡以保证侧壁根部熔透。采用酒精或汽油清理工件表面的油污,然后采用手工拉刀或者风动打磨刷清理工件正面、背面及端面的氧化膜,要求工件表面露出金属光泽。焊接试板通过机械压板固定在带有焊漏垫板的试验平台上,焊前调整两试板间隙小于0.5 mm,错缝小于0.5 mm。
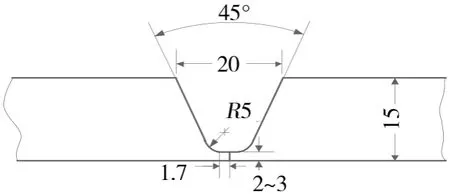
图1 焊接坡口形式Fig.1 Diagram of the welding groove

图2 坡口实物照片Fig.2 Photo of the welding groove
TIG 焊接采用的Miller Dynasty700 变极性TIG 焊接电源,可输出交流方波,正负半波电流可独立调节,便于实现热输入的精准控制;MIG 焊采用Miller公司生产的Invision 450 MPa 型MIG 电源,配合S-74MPa Plus 四轮送丝机能够实现一元化脉冲功能,可通过设置送丝机上的送丝速度,自动调整其它参数,使焊机输出功率与送丝速度匹配。两种焊接工艺的参数如表2、表3所示。

表2 TIG焊接工艺参数Tab.2 Parameters of TIG welding

表3 MIG焊接工艺参数Tab.3 Parameters of MIG welding
1.2.2 接头性能测试
焊后对比两种接头的焊缝成形情况,参照Q/Y420—2011 标准进行X 射线透视检查焊缝内部质量。采用线切割工艺垂直于焊缝方向截取拉伸试样和金相试样,参照GB/T228—2010《金属材料室温拉伸试验方法》标准,采用CMT5105型拉伸试验机进行拉伸性能测试,采用“HF+HCL+HNO3+H2O”的混合试剂腐蚀金相试样,观察组织形貌。
2 试验结果及分析
2.1 焊缝表面成形
试板焊接完成后,采用机械方法修整焊缝背部焊漏至1.5~2.0 mm 高度,观察两种接头的焊缝表面成形情况,如图3所示。可以看出,TIG 焊缝正面光洁,鱼鳞纹均匀美观,TIG 焊熔敷速率较低,需要4 层焊接才能填满焊缝熔池,最后一层盖面焊接时焊枪进行摆动,以保证焊缝宽度,可以看到明显的摆动痕迹,背部焊漏均匀饱满。测量正面宽度25 mm 左右,背面宽度10 mm 左右;与TIG 焊缝相比,MIG 焊缝正面较为粗糙,主要是由于MIG 焊接时熔滴过渡形式为喷射过渡,易产生飞溅,导致焊缝粗糙,但是MIG焊熔敷速率比TIG 焊高,盖面时同样进行了摆动,测量焊缝正面宽28 mm左右,背面宽15 mm左右。

图3 接头焊缝表面成形Fig.3 Shape of welded joint surface
2.2 焊缝内部质量
对接头焊缝进行X 光射线检测,结果见图4。可见,MIG 焊缝中存在少数单个气孔,气孔尺寸较小,TIG 焊缝则非常洁净,几乎成“白片”,这是由于MIG焊是焊丝的熔滴过渡过程,焊丝较细,焊丝的比表面积较大,焊丝表面的氧化膜及污染物进入熔池的几率较大,因此,MIG 焊时产生焊缝气孔的敏感性较TIG 焊大[9]。两种接头的焊缝内部均无明显夹杂、裂纹、未熔合等缺陷。
2.3 焊接接头组织
两种接头的宏观形貌如图5所示。从图5(a)TIG 焊接头截面形貌中可以看出多层焊缝堆焊的痕迹,其中打底焊缝窄而深,形状近似矩形,盖面焊缝成倒三角形,宽度约为打底焊的2.5 倍,与2.1 测量结果一致。图5(b)中MIG 接头中打底焊缝较宽,整个截面面积比TIG 焊大得多。焊缝截面形状与尺寸的差异与焊接工艺方法有关,TIG 焊填丝速度和焊接电流可以独立控制,可控制母材与焊丝熔化比例,在不改变焊缝大小的情况下可以控制焊缝金属的稀释和热输入。MIG 焊的熔敷速率比TIG 焊高的多,热输入较大,母材熔化的多,因而焊缝的截面积较大[10]。
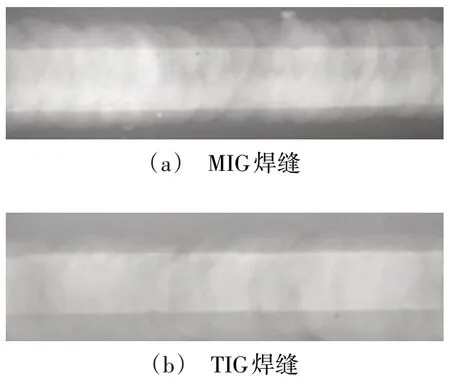
图4 焊缝X光片Fig.4 X-ray photos of welded joint

图5 接头宏观形貌Fig.5 Macro feature of welded joints
两种接头的微观组织如图6所示,可见母材均为板条状组织,沿母材轧制方向分布,母材相以α(Al)基体为主,基体上弥散分布着大量的第二相颗粒,起到弥散强化作用。热影响区并未发生熔化,保留了母材的板条状组织,由于受到焊接热循环的影响,该区域组织发生了一定程度的粗化。对比发现,MIG焊接头热影响区要比TIG焊接头的晶粒更为粗大,这与MIG 焊热输入大导致晶粒长大较多有关。两种接头的熔合区组织形貌比较相似,均为典型的2219 铝合金熔合区组织形貌,由大小不一的晶粒组织组成,图6(c)(g)中可以看出晶粒尺寸从临近焊缝一侧到热影响区晶粒由大到小的变化,且在靠近焊缝的部分熔化区存在细小等轴晶带。对比图6(d)(h)发现中两种接头的焊缝区组织存在明显不同。TIG 焊缝晶粒平均尺寸较为细小,晶粒直径为20~30 μm,且分布均匀。MIG 焊盖面的焊缝组织晶粒则比较粗大,最大晶粒直径可达100 μm,且大小不均。两种焊缝均为典型的等轴晶组织,晶界清晰,可观察到在晶粒内部分布着许多黑色的强化相颗粒。
2.4 焊接接头力学性能
从焊后试板上各切取8 个拉伸试样进行常温拉伸试验,表4列出了接头的平均拉伸试验数据:拉强度,TIG 接头强度为293 MPa,强度系数0.62,MIG 接头强度为279 MPa,强度系数0.59;断后伸长率,TIG焊接头为5%,MIG焊接头为4%。可知两种接头均满足常规火箭贮箱焊缝设计要求(强度系数大于0.5,断后伸长率大于3%),TIG 焊接头比MIG 焊接头抗拉强度和断后伸长率分别提高了4.9%和27%。在常温下,金属的晶粒越细小,强度越高,塑性也越好,因此,由于MIG 焊熔敷速率高,热输入大,导致接头组织明显比TIG 焊接头粗大,强度和伸长率较低,而TIG 焊接组织最为细小,其接头强度和延伸率也较高[11]。
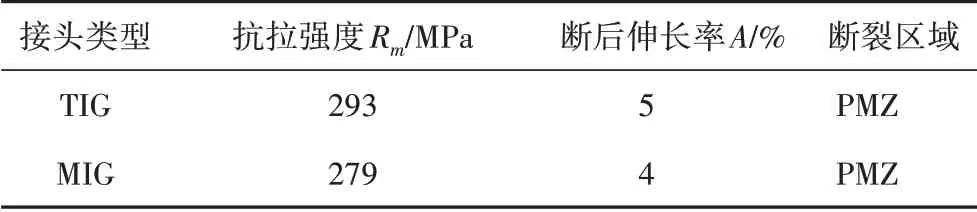
表4 焊接接头拉伸试验性能Tab.4 Mechanical tensile properties of welded joints
选取两种接头的打底层焊缝区域,按照从焊缝中心向母材的方向依次取点进行显微硬度测试,测试结果绘制成硬度曲线(图7),两种接头硬度值均为焊缝区最低,熔合区硬度分布不均,靠近热影响区的粗晶区硬度显著增大,在过时效区硬度值较低,然后逐渐恢复到母材硬度。图7中可以看出两种接头硬度曲线走势大致相同,TIG 焊接头整体较MIG焊接头高一些,这从侧面也佐证了TIG焊接头抗拉强度高于MIG焊接头的试验结论。

图7 两种接头硬度测试曲线Fig.7 Hardness tests of two joints
拉断后的接头如图8所示,可以看出接头的断口全部位于熔合区,说明熔合区是接头的薄弱区。这是由于焊接接头的力学性能与组织密切相关,熔合区介于熔化的焊缝与非熔化的热影响区之间,该区晶粒组织大小差异较大,导致该区性能薄弱且具有奇异性,在常温拉伸过程中常常成为接头断裂的位置。
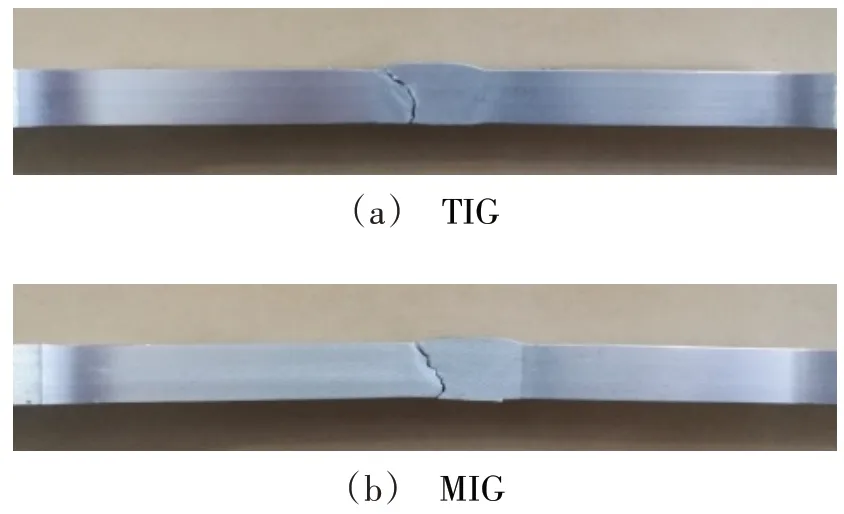
图8 接头拉伸断裂路径Fig.8 Fracture path of welded joint
3 结论
(1)TIG 焊缝表面光洁,鱼鳞纹美观,焊缝内部近无缺陷;MIG 焊缝飞溅较多,表面较为粗糙,焊缝内部存在少数单个小气孔,两种接头的焊缝内部均无夹杂、裂纹、未熔合等缺陷。
(2)TIG 焊缝晶粒尺寸较为细小,MIG 焊缝组织晶粒则比较粗大,且分布不均。MIG 焊接头热影响区比TIG 焊接头的晶粒更为粗大。两种接头的熔合区晶粒大小不一,存在组织不均匀性。
(3)两种接头的常温拉伸试验中均沿熔合区断裂,TIG 接头强度为293 MPa,伸长率5%,MIG 焊接头强度279 MPa,伸长率4%,两种接头均满足结构设计要求,TIG焊接头的强度和塑性优于MIG焊接头。
猜你喜欢
焊接学报(2022年7期)2022-09-14
电焊机(2022年5期)2022-06-01
电焊机(2022年3期)2022-04-02
电焊机(2021年12期)2021-01-03
理论与创新(2020年11期)2020-07-26
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
纺织导报(2014年7期)2014-10-30
纺织导报(2014年5期)2014-06-23