
高透明低雾度BOPET 防雾膜研发
2020-11-21 06:45高新骆平王高军史武军董文昌
塑料包装 2020年5期
高新 骆平 王高军 史武军 董文昌
(浙江大东南股份有限公司)
前言
在医疗防护领域及人民日常生活所需的个人防护用品在全球新冠病毒肺炎疫情蔓延情况下的需求尤显突出。诸如医用防护面罩,护目镜,摩托车、电动车、自行车骑手的头盔及无以数计的人们佩戴的各种眼镜。目前的普通BOPET 防雾膜在使用过程中,如受外界雨淋、受潮、冷暖空气交替、自身的呼吸等因素均容易膜面起雾,导致使用者视线模糊不清,极大影响视觉效果。因此产品的高透明性及防雾性的优劣是决定产品有效性和功能性的关键。
浙江大东南股份有限公司研发“高透明低雾度BOPET 防雾膜”目的就是为超越普通性能防雾膜,提高薄膜透光率、光泽度,降低雾度并达到防止或减轻各种外界坏境变化因素导致的薄膜表面起雾。
1. 研发场地
万级BOPET 净化工程车间及其测试室。
2. 研发设备
1) 三层共挤双向拉伸聚酯厚膜生产线包括在线涂布机、瑕疵检测器(日本东丽制造)。
2) 双向拉伸聚酯厚膜分切机包括膜面清洁装置(日本不二铁制造)。
3) BOPET 光学膜检测仪器(随生产线进口)。
3. 使用原料、母料、助剂
1) 高透明低雾度聚酯薄膜切片。
2) 低粒径易分散抗粘母料。
3) 环保型水性增透防雾涂布液。
4. 厚膜结构 ABAC

5. 产品流程
1) 原料母料干燥处理。
2) 确定原料母料混融比例。
3). 确定厚膜ABA 三层结构比及C 涂层涂布液干重厚度。
4) 原料母料按自动计量仪已输入电脑的重量比喂入挤出机A。
5) 芯层原料按自动计量仪已输入电脑的参数喂入挤出机B。
6) 料筒经预热后开机,螺杆旋转挤压原料与母料混融并不断向前推进。期间计量泵不断调正熔融料流量。
7) 熔融树脂经过滤器进入模头。
8) 模头经模块分流后流延至冷鼓,经风冷定型成厚片,经测厚仪测量以便自动调正厚度。
9) 厚片再经红外线加热后纵向拉伸。
10) MDO 拉伸厚片经过线上涂布机,涂布增透防雾剂。
11) 厚片进入横向拉伸的加热风箱中,拉伸成合规厚度的薄膜。
12) TDO 风箱空气循环系统中安装有吸附挥发的油污及低分子颗粒的清洁膜面的装置。
13) TDO 出来的薄膜第二次检测调正厚度。
14) 薄膜底面电晕处理,并经瑕疵检测。
15) 薄膜收卷后取样测试物性。
16) 时效处理后的薄膜进行分切。
17) 经分切检测后的成品膜磅码包装入库。
6. 附工艺流程图

7. 研发工艺要点
1) 原料、母料、涂布液的生产商及其产品牌号选优(这是高质量薄膜生产的首要条件)。
2) 原料与母料的最佳配比选优,A 层15-20%×2(既为薄膜质量又为原料成本)。
3) 原料母料的干燥程度相当重要。水分含量高,铸片会出现云雾状,从而影响透明度,水份含量应小于20ppm。
4) 三层共挤层面的最佳比例选优,A 层4.5-8%×2,B 层84-91%(既为薄膜质量又为原料成本)。
5) 挤出机料筒、模头、MDO、TDO 等加热温度的选优(适当的加热温度能提高薄膜的透明度,降低雾度),加热温度分别为220-280℃、275-285℃、80-85℃、90-100℃。
6) 挤出机螺杆转速与生产线速度的选优(过高的线速度能使膜的透明性下降),本设备线速度为27-35 m/min。
7) 纵、横向拉伸倍率的选优(拉伸比大膜的透明性好,但过大会使膜面泛白,反而影响膜的外观),纵向拉伸比为2.0-4.0,横向拉伸比为2.5-4.0。
8) 厚膜收卷张力必须与生产线速度相匹配(过高或过低的收卷张力对成品膜的外观质量有影响且使下道分切增加工作难度)。
9) 线上切边回收再生利用料切忌进入芯层循环使用。
10) 线上涂布增透防雾水性涂布液的配比及用量要严格控制。否则会直接影响防雾膜的高品质要求,涂布厚度为10-15 μ m。
11) 电晕处理强度既要达标又要全覆盖,切勿有击穿或击空现象,从而使成品膜的润湿张力效果全显现(防雾性能与润湿张力关系较大),膜卷电晕应在56 mN/m。
12) 在生产中制定的各种工艺参数应与在用设备相匹配。原料、母料、涂布液的配比也应符合“因膜制宜’的原则。不要刻意追求千篇一律的参数与配比。
8. 防雾膜光学性能指标
按上述设备及工艺条件研发试产的高透明低雾度BOPET 防雾膜经测试,其光学性能指标比其它厚膜有明显改进与提高。择指标值如下:
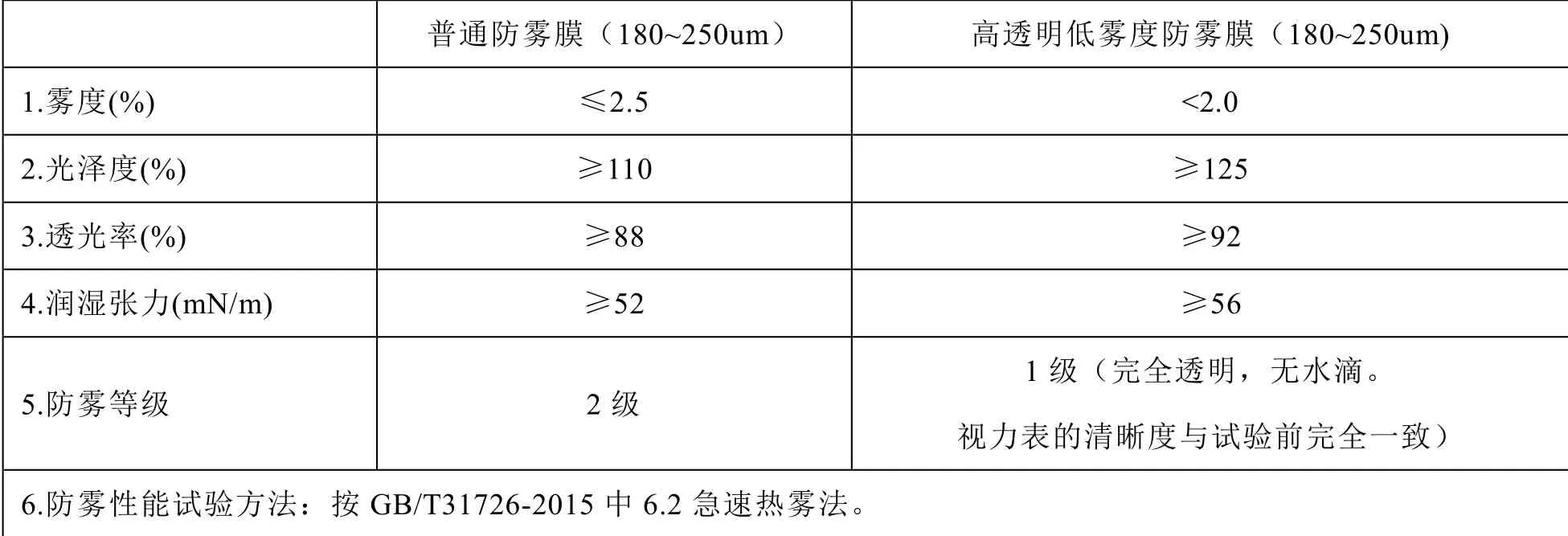
普通防雾膜(180~250um) 高透明低雾度防雾膜(180~250um) 1.雾度(%) ≤2.5 <2.0 2.光泽度(%) ≥110 ≥125 3.透光率(%) ≥88 ≥92 4.润湿张力(mN/m) ≥52 ≥56 5.防雾等级 2 级 1 级(完全透明,无水滴。 视力表的清晰度与试验前完全一致) 6.防雾性能试验方法:按GB/T31726-2015 中6.2 急速热雾法。
结语
浙江大东南股份有限公司研发的高透明低雾度BOPET 防雾膜已试机成功。将会批量生产投入市场,经受用户使用的考验与评价。浙江大东南股份有限公司本着大力发展做大做强国内塑料加工业的宗旨,加大科技创新力度,努力开发塑料薄膜新产品,既提高企业经济效益又增进社会效益。
猜你喜欢
少儿科技(2022年4期)2022-04-14
中国医药科学(2021年12期)2021-07-16
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
老友(2020年4期)2020-04-22
中华诗词(2018年4期)2018-08-17
医学信息(2016年38期)2017-03-20
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
