
一种辊压压力自适应设备的设计
2020-11-27 07:27苟立
装备制造技术 2020年6期
苟 立
(海信集团 海信视像科技股份有限公司,山东 青岛266555)
0 引言
随着全面屏技术在手机行业的兴起与成熟应用,电视行业也在追求极致视觉感的超窄BM 区全面屏显示技术。要实现超窄BM 区首先要摒弃传统的前壳卡装屏幕的工艺而采用胶水粘接技术,目前电视行业内所使用的液晶屏粘贴胶水均为压敏类UV 胶,其粘接可靠性与辊压压力及辊压速度强相关。
目前行业内生产方式主要有两种,一种为采用恒重仿形压合工装进行保压,此方式生产不同产品都需要更换整个压合工装和支撑仿形工装,设备转产流程复杂耗、费人力多和转产调机时间长,转产损失大。另一种为作业员手持辊压工装手动往复式辊压,此方式产品质量可靠性受作业人员的素质影响较大,生产标准化难以实施。
1 辊压设备整体结构及功能设计
本设备要求使用于传统的动力滚筒线加通用工装板的流水线体,设备在方案设计时首先要解决产品的定位一致性问题,其次要解决针对同类别产品辊压压力恒定,不同类别产品辊压压力可自动调整的问题。
针对以上问题设计了一种辊压压力可自适应的自动化设备,该设备具有产品自动识别、自动举升、自动对中定位、恒力自动辊压等主要功能。即设备利用智能扫码系统确定进入设备的产品信息,通过上位机和PLC 系统调入已设置好的与产品信息一一对应的设备各控制轴参数及辊压力,来实现设备的快速换产,大幅度提高生产效率。设备结构整体包括了机台本体、举升机构、四边定位及支撑机构、龙门机械手及可变压力式辊压头机构,设备整体结构如图1所示。

图1 压力自适应辊压机三维组装图
2 压力自适应辊压机机械结构设计
2.1 产品自动举升机构设计
为解决不同产品的兼容性问题,设计了自动举升机构,其由伺服电机提供动力,通过减速机、同步器、同步转轴及两组丝杠传动系统带动举升托盘上下运动[1],实现产品的举升,举升高度可按照产品的不同厚度进行预设定及数据保存,在转产时由程序调入。为了能够在大跨距线体实现机构的平稳运动及结构刚性,故在设计上使用了对称式的传动结构[1]。支撑柱可以穿过滚筒线和工装板将产品举升并脱离工装,保持产品水平,对平面尺寸不同的产品,需要使用人员按实际产品的大小具体支撑柱调整位置。机构如图2 所示。
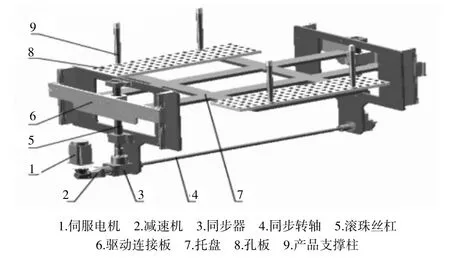
图2 自动举升机构
2.2 产品对中支撑机构
产品在不同工装板上位置不同,为保证产品辊压范围的一致性并且实现不同产品件的快速切换,设计了四边伺服对中机构,如图1,四边对中机构可依据不同尺寸电视自动调整各轴的定位位置坐标,实现产品的精准定位。四组对中机构基本结构原理一致[1],主要包括了伺服电缸、导向组、伸缩式对中轮、产品支撑工装,如图3 所示。

图3 对中机构
伸缩对中轮可以在产品对中时伸出,实现产品对中,在机械手辊压时缩回,避让辊压头,防止机构干涉。图4 为设备对中完成时机构位置状态,图5 为机械手辊压时机构位置状态。
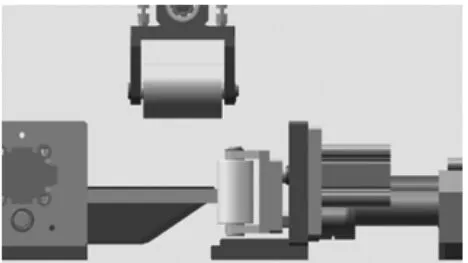
图4 对中完成位置
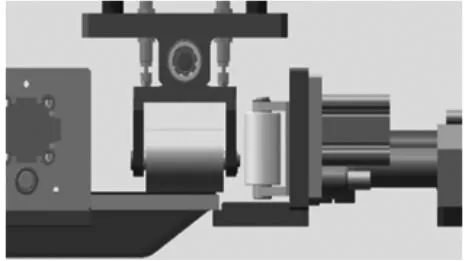
图5 机械手辊压位置
2.3 龙门机械手机构
利用标准伺服滑台搭建三轴龙门机械手,覆盖全品类尺寸产品,兼容性强,辊压路径参数设置简单,机械手XYZ 三轴均使用伺服电机提供动力,X 和Y 轴大行程使用时规皮带传动,Z 轴小行程使用滚珠丝杠传动[1],整体结构如图1 中所示。
2.4 自重辊压机构
产品设计上,BM 区越窄,则粘接胶线就越窄,在生产工艺上不同胶宽产品对辊压的自重和辊压速度要求不同,而同一产品辊压压力恒定,技术要求如表1 所示。

表1 设备辊压参数要求
力位执行器能有效解决压力调整和恒压保持的功能,但是价格昂贵,设备经济性差,控制方法复杂,且需定期检定校准。为降低设备的制造和后期维护使用成本,设计了一种机械式恒力辊压和压力自主调整的机械结构[1],设备制造成本相比于力位执行器降低30%。自重辊压机构如图6 所示。
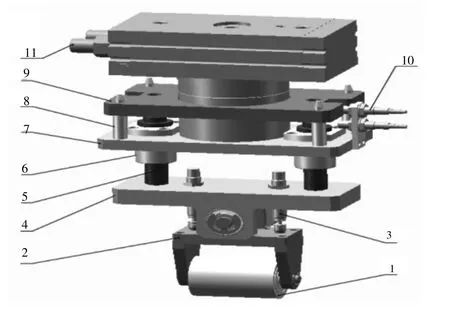
图6 自重辊压机构
图6 中辊压轮、滚轮支架、缓冲器、滚轮支架旋转座及导向轴共同组成恒压结构[1],在辊压时,当滚轮与屏幕接触后Z 轴下行5~8 mm 位移,使得导向轴支撑面脱离导向套(如图7 所示),竖直方向形成恒压状态。当产品需要增加辊压力时,Z 轴下行12 ~16 mm 位移,使得导向轴托起配重板,配重板脱离定位支撑柱,形成加压后的恒压状态(如图8 所示)。当需要辊压压力变小时,Z 轴反向移动控制。设备通过位置检测开关输入信号来确定恒压压力大小。滚轮支架转轴和弹性平衡器能确保辊压头和面板的的平行,保证辊压可靠性。
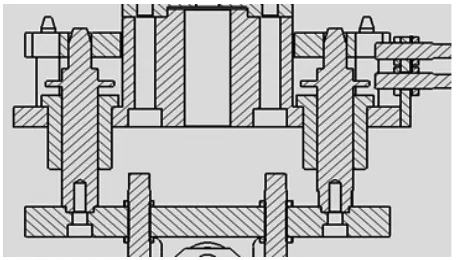
图7 低压力辊压位置
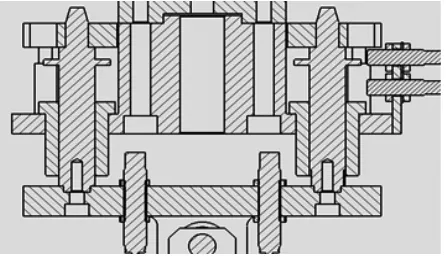
图8 高压力辊压位置
3 设备的智能控制
多种类产品在同一生产线混产是目前传统流水线生产的常态,为了解决自动化设备在不同产品换产时的效率损失,本设备在控制系统软件设计上引入智能扫码和自动转产的功能。设备在安装调试阶段将各伺服轴设置预置零点(即产品的厚度、长度、宽度),作为产品的基础“零点”,再将不同尺寸产品相对应的设备各伺服轴坐标参数(表2 所示)预先导入到上位机系统中保存并关联产品型号,当产品进入设备时,设备入口的智能扫码相机识别产品表面的条码信息,确认流入产品的型号,通讯告知上位机调取相对应的产品信息,再由上位机和PLC 通信执行相应的参数,以实现产品型号的自动切换。设备智能控制逻辑,如图9 所示。
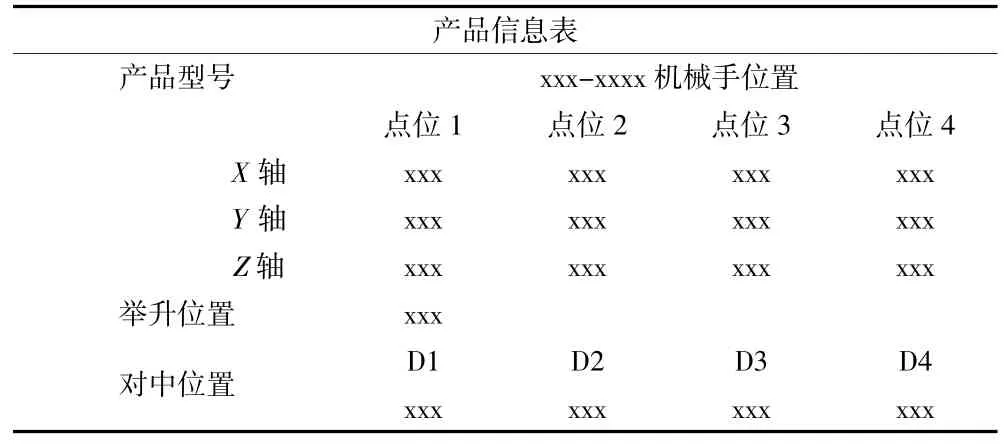
表2 产品参数坐标信息
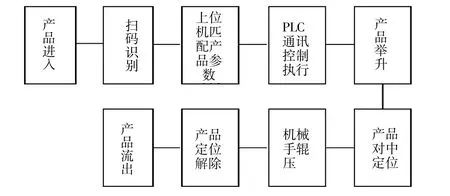
图9 逻辑控制流程
4 设备的创新与特色
本设备应用三维设计软件进行整体式设计,利用软件进行运行模拟及分析,各机构运行平稳、无干涉,满足设计要求[2]。该设备的创新与特色如下:
(1)产品定位上,应用伺服顶升机构及四边对中机构可准确定位产品位置,这种设计结构可广泛应用于电子产品行业传统流水线生产模式的线体,实现产品的定位。
(2)辊压结构,利用机械手Z 轴的高度位置控制,通过机械运动结构实现了不同辊压压力间的转换,大幅度降低了设备成本。这一设计思路可广泛应用到需要恒压力的设备中。
(3)控制系统上,结合智能扫码相机、工控机和PLC,实现了不同产品件的智能转产,避免换产时的效率损失。
5 结束语
本文设计了一种在结构上以低成本的机械运动结构来实现辊压压力变化的装置,并以工控机为上位机,PLC 为下位机,融合智能扫码和伺服控制系统实现传统流水生产线多品类产品生产的自动化设备。
本文所提出的设计方案和结构,可实现对类似传统生产品平台的移植,为同行业类似产品的自动化生产有着积极的贡献。
猜你喜欢
磷肥与复肥(2022年8期)2022-11-26
中国设备工程(2022年15期)2022-08-19
——基于山东省5个地级市的渔户调查数据*
中国海洋大学学报(社会科学版)(2022年2期)2022-04-13
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2020年3期)2021-01-26
家庭影院技术(2020年4期)2020-05-21
电子制作(2019年13期)2020-01-14
环球时报(2019-07-18)2019-07-18
模具制造(2019年4期)2019-06-24
现代农业科技(2017年12期)2017-07-29
