
基于西门子S7-300的智能气力输送系统研究
2020-12-14 04:08陈盛东
科学与财富 2020年30期
摘 要:随着气动输送控制系统对质量和运输效率的要求的提高,这使得对空气压力,流量,末端压力的有效控制变得非常必要。 首先,简要介绍了双管密相气力输送技术。 其次,阐述了控制系统的总体设计。 根据分级管理的设计原则,设计了控制系统的二级计算机控制方案,并建立了硬件平台和通信链路的程序流程。 最后,提出了一种新的基于神经网络解耦控制算法的气压系统。 结果表明,本文所涉及的智能气力输送系统具有控制方便,准确的特点。
关键词:气力输送;PLC;神经网络;压力
0.概述
国内用于气力输送控制系统无论在应用水平还是在先进研究水平上与发达国家的差距仍然存在一定的,但是我们也可以看到差距并不是很大的,无论是在理论研究领域还是在应用领域[1]。 同时控制在实际应用过程中对气力输送装置的适应性不强,控制精度不高的现象,有必要进行一定的应用研究[2]。
1.气力输送系统工艺与控制要求
通常两管气动输送系统是通过采用正压压缩式双管密相输送技术。 启动相应的控制系统管路的十字阀动作; 在低压输电和高负荷的气密输送过程中,增加压力容器系统的加压流态化,流态化输送原理控制设备[3]。
空气在设定压力后进入管道,并在输送管道中形成具有一定混合比例的原料气混合物。 压力传感器在传送第二变化和压力的过程中,以确定预设压力值是否添加到压缩空气中的主管道中[4]。 将控制阀品牌在管端切成圆柱形的材料部分,然后向前移动到储物箱。 控制系统通过分离储罐和过滤器中的混合物,由风机排出[5]。
2.智能控制系统的总体设计
基于PLC和工控机在控制系统构建过程中的特点,从系统运行效率和操作便利性两个方面入手。 在集成PLC的控制过程中,根据已建立的过程和过程参数,可以通过进入传动系统来提高设备效率。 最大的优势是与作为控制系统核心的工业计算机的集成[6]。
2.1基本控制
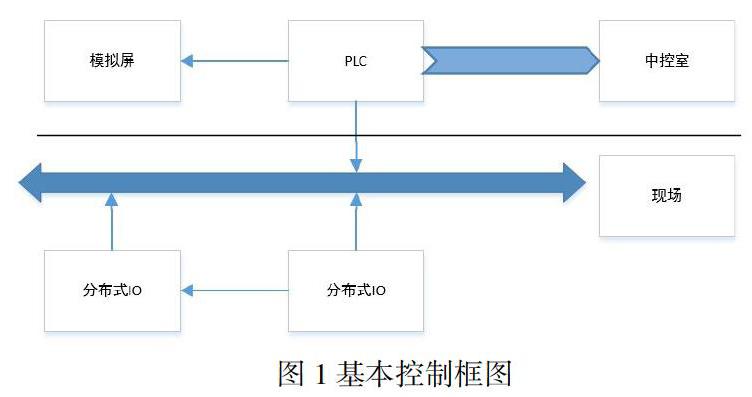
PLC控制方案如图1所示?是指控制系统只以可编程控制器(PLC)作为控制器部分?包括系统的人机接口也是通过PLC的输入输出点驱动按钮和指示灯来完成。
PLC控制方案具有简单的结构,可靠性更高的特性,可以使用现场总线通信技术来连接分布式输入/输出模块,节省了大量的现场布线,基本可以满足工厂的需求。
2.2通讯方式
本文涉及使用PROFIBUS和MPI通信系统的二级控制方案。 ,PROFIBUSFIBUS是以现有的国家和国际标准为基础,在过程自动化工程中的高速且可靠的通信方式[7]。 PROFIBUS和MPI分别在控制层与工控系统实现通讯连接。
2.3智能算法
气动输送系统,压力与流量之间具有很强的耦合性。需集成神经网络算法可以准确地解决控制参数问题,由于PID控制可以实现多变量系统的解耦控制,因此在系统中考虑采用PID控制器。
3.智能控制方案实现
3.1PLC控制的硬件系统
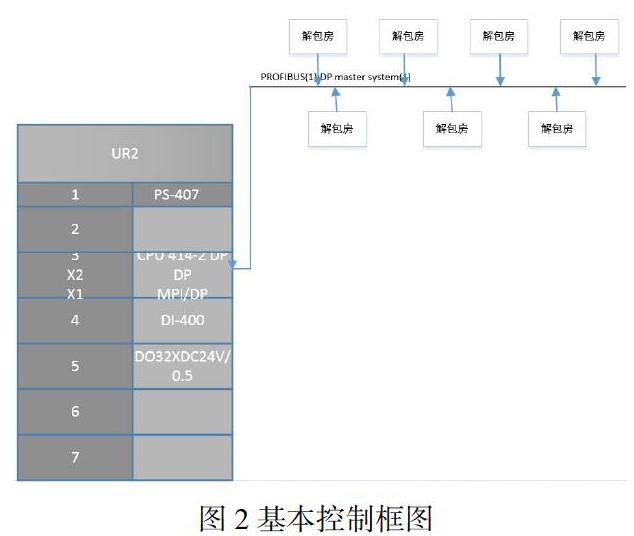
系统的控制级别已经实现了西门子S7300 PLC的硬件配置,由IM153 1通信模块和数字和模拟输入输出模块组成。如图2所示。
3.2层级通讯的实现
PLC底层通讯采用串行通信技术实现背板总线,背板总线是PLC 主机同I/O扩展模块之间的高速数据通路,支持主机和扩展模块之间的I/O 数据刷新。背板总线的技术水平决定了PLC 产品的I/O 扩展能力,是PLC 设计制造的核心技术。
3.3算法优化与实现
在气力输送系统中,空气压缩空气控制技术是气力输送控制系统的核心技术。各种实验结果表明,空气中的参数,压缩空气的压力和空气流量是影响运输过程的最大两个参数之一,现有已投入使用的炭黑气力输送系统用于控制减压。并手动设置安全阀出口压力值。压缩空气控制带来了很多不确定性,用户可以手动调节压力,系统容易出现故障。关于带有瓦的空气压缩空气流的稳定性,拉瓦尔管一旦安装在各种参数上就不能改变,不能根据工艺工程流量的要求进行设定。仅通过压力控制就无法实现最佳的输送不同物料的效果。因此,我们需要引入新的气压和流量控制系统,以实现压力和流量的自动控制。在此利用压力和流量,利用对角回归神经网络神经网络识别亚克比信息系统,然后设置PID参数。系统如图2所示。PID控制器的压力,输出流量和偏导数输入用作输入,对角回归神经网络网络识别系统的输出和对角回归神经网络网络输出误差用作调整误差的标识符。
4.智能控制效果评价
在二级控制系统设计中通过气动传输到神经网络,实现了控制和分析系统的可靠性,处理各种数据的能力。同时,两级控制系统处于相对独立的,通信中断或PC故障之间的阶段,仍然能够完成基本的独立控制级,控制功能,以确保正常生产。仅基于神经网络的气力输送控制系统的一个子系统,就实现了对气力输送关键参数,空气压力,流量,最佳混合參数和工艺参数等自动有效控制的最佳控制点。
参考文献:
[1]尹中.智能输送系统在柔性制造技术中的应用[J].内燃机,2020(02):25-27+31.
[2]张晨凯.矿井带式输送机PLC智能控制系统[J].机械管理开发,2020,35(03):201-203.
[3]许璟倩,黄鑫皓,孙志宇.智能物料搬运系统[J].科技经济导刊,2020,28(07):22.
[4]王俊吉,刘勇,刘建华.基于智能变频技术的带式输送机控制系统[J].煤矿机械,2019,40(12):144-146.
[5]冀星忠,穆志峰.智能永磁直驱系统在煤矿带式输送机的应用优势[J].石化技术,2019,26(11):333+322.
[6]王尚元,刘总兵,史博川.电解铝生产用氧化铝的气力输送系统[J].中国金属通报,2019(08):11+13.
[7]张钧,王洪亮,段燕飞.气力输送系统在电石粉尘处理中的应用[J].聚氯乙烯,2019,47(07):32-33.
作者简介:
陈盛东 1993年,汉,本科,福建龙净环保股份有限公司物料输送事业部,助理工程师,智能气力输送系统。
猜你喜欢
电子制作(2019年19期)2019-11-23
凿岩机械气动工具(2017年3期)2017-11-22
求知导刊(2016年30期)2016-12-03
考试周刊(2016年86期)2016-11-11
重型机械(2016年1期)2016-03-01
现代冶金(2016年6期)2016-02-28
大连工业大学学报(2015年4期)2015-12-11
橡胶工业(2015年7期)2015-08-29
海军航空大学学报(2015年4期)2015-02-27
橡胶工业(2015年10期)2015-02-24
