金属压力容器气密性试验装置的开发及应用
2021-01-09 07:09
中国特种设备安全 2020年8期
(烟台市特种设备检验研究院 烟台 265508)
根据2008年统计,我国目前拥有的固定式压力容器192万台,气瓶约1.32亿只,大型常压储罐20多万台[1],由于这些设备大多盛装有高温、高压、易燃、易爆或剧毒介质,一旦发生漏泄,往往并发爆炸、中毒、火灾和人身伤害等灾难性事故。为确保压力容器(含气瓶)的安全运行和使用,在我国实行特种设备制造许可和使用过程强制性检验制度。依据GB 150.4—2011《压力容器 第4部分:制造、检验和验收》和TSG 21—2016《固定式压力容器安全技术监察规程》的要求,无论压力容器在生产还是检验过程中,其重要的一项检验指标是要求对该压力容器进行泄漏试验。
1 容器气密性试验过程中的存在的问题
国内压力容器的泄漏试验,通常采用的方法有气密性试验、氨检漏试验、卤素检漏试验和氦检漏试验[2]。对于不能向压力容器内充装液体以及运行条件不允许残留试验液体的压力容器,可采用气压试验[3]。工业气瓶泄漏试验方法是基于上述要求进行的气密性试验[4],其工作过程是将被检测的气瓶按规定压力充装后,放置在水槽内观察气泡外溢情况,来验证其密封性能。目前国内气瓶检测机构均采用对单一气瓶充装至规定压力完成试验后,压缩气体排空,再对另一只气瓶试验时则重新充装,完成试验后,压缩气体再次排空。对于大批量气瓶的气密性试验时,存在着多次充装、外排的重复工作,其造成压缩氮气(空气)、劳动成本的大量浪费、工作强度大和环境噪音损伤等缺陷。本文针对以上存在的不足,提出一种利用气体之间的压力差原理,进行循环倒气的设想,并设计了一种“六工位压力差倒气装置”的新型气密性试验装置,适用于数量较大且压力较高的小型压力容器的气密性试验。
2 金属压力容器气密性试验装置的组成
该气密性试验装置包括动力驱动装置、分配器及管路等组成。动力驱动装置通过电机在设定时间内进行转动带动一个分配器,分配器上带有控制阀门开闭的电磁阀,用于控制气体管路开启,方便操作人员及时安全更换容器。分配器由分配器主轴、分配器内套、分配器中套、分配器外套和接头组成。通过分配器轴转动,接通或闭合不同的管路,气体分别依次倒入不同的容器内,实现气体均匀分配和充分利用,如图1所示。
2.1 动力驱动传输装置及工作原理

图1 动力驱动传输装置
动力驱动传输装置包括驱动电机、链轮、链条、分配器、进气口、出气口、电磁阀及气瓶密封装置等组成。其主要功能是完成按规定时间和要求进行驱动分配器转动和检测线上的气瓶移动。
在图1中,步进电机在间隔规定时间,转动一定角度,主动链轮通过链条带动被动链轮转动,被动链轮每次转动角度为60°。同时由被动链轮带动分配器主轴也转动相同角度。在分配器主轴上安装有凸轮,当凸轮转动至所需更换气瓶工位的位置,凸轮碰动限位开关使其动作,通过控制电磁线圈使连接管路上的电磁阀动作,切断管路,保证在更换气瓶时,管路中的气体不发生外泄。高压气源通过进气管与分配器上的进气接头相联通。通过分配器内部设置,当电机转动360°时,进气接头将分别接通(一)至(六)工位上的待试气瓶,当达到充装要求后,将气瓶置于水套中按规定时间进行气密性试验,试验完成后的尾气通过分配器外套上的排气管路排出,实现尾气排放或重复利用气源。分配器上的各分气接头分别接在六个工位上的待试验气瓶上,利用压力差实现各试验容器之间气体相互充气、倒气和排气功能。
2.2 分配器装置及工作原理
●2.2.1 分配器的组成
分配器的由被动链轮、花键、凸轮、上盖板、分配器轴、下盖板、排气接头、分配器外套、分配器中套、分配器内套等组成,如图2所示。

图2 分配器的组成
分配器主轴与分配器内套通过螺纹连接在一起,通过定位销定位,分配器主轴上的密封圈密封与内套相互形成X、Y、Z三个密封腔。在分配器内套上部和下部各开有一环形槽,与上部环形槽共同形成W腔,在分配器内套的上部、中部和下部三个不同环向位置各开有2个小孔,工作时分配器主轴与分配器内套一起转动。在分配器中套的中间部位外侧分别铣有六个立槽,六个立槽均布在分配器中套的轴向上,在六个立槽内的上、中、下三个环向上分别开有小孔,分配器中套与分配器外套采用过盈配合以保证其密封,定位销防止分配器中套与分配器外套之间发生移动,同时保证分配器中套上部的六个立槽与分配器外套上的六个分气接头小孔相对应。分配器外套圆周分别开有6个孔,与分气接头相连,通过管路与试验的压力容器相连接,实现将不同压力的气体送入到6个不同的工位,如图3所示。
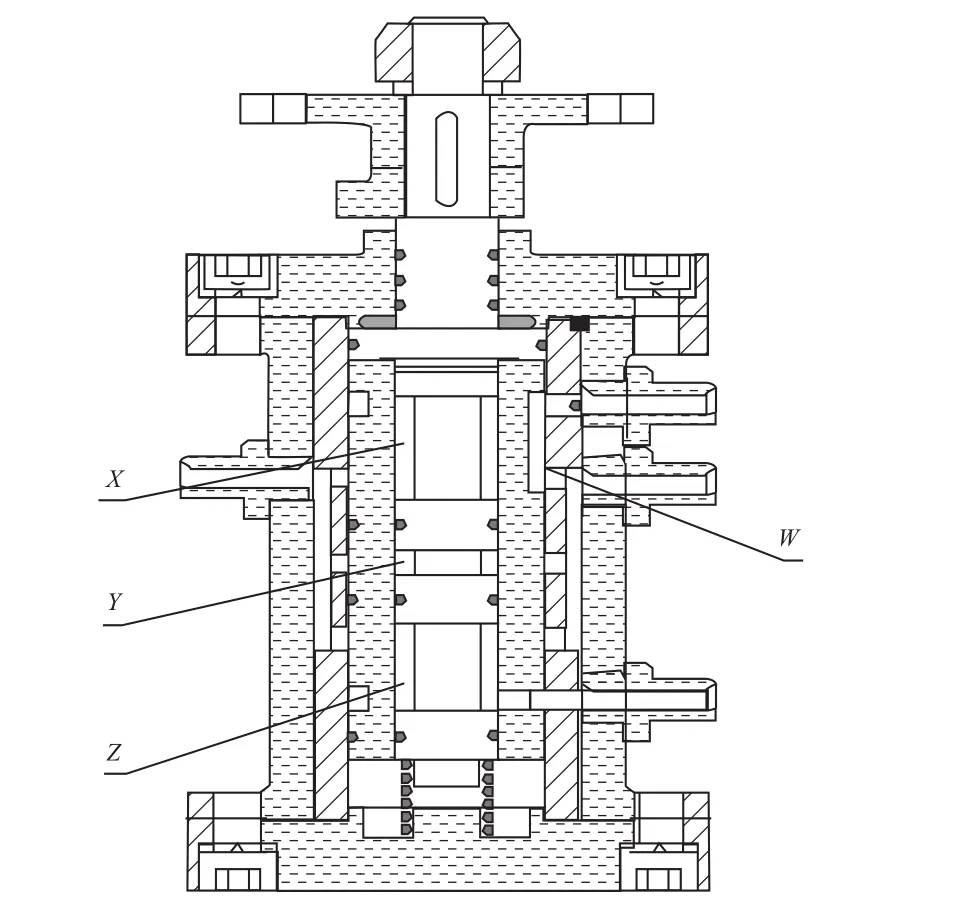
图3 分配器的构造
●2.2.2 分配器工作过程
步进电机在规定时间内带动分配器轴及内套一同转动,每次转过角度为60°,完成一次循环电机启动6次,主轴转动角度为360°。
第一次倒气(进气)过程,在工位(1)进气过程中,由进气管路与外套、中套与内套的上环形空间和W腔相通,形成高压腔。在图3中,高压气体经进气接头与中套孔、内套环形腔M与分气接头相通,完成向工位(1)容器充装规定压力的试验气体,充装完成后该工位的压力容器可进行气密性试验。同理,通过步进电机转动60°时,由进气管路与外套、中套与内套的上环形空间和高压W腔与工位(2)进气管路接通,向工位(2)容器进行充气。依次转动六次,完成360°转动时,高压气体将分别依次与六个工位的每一个分气接头联通一次。在完成一个工作循环后,六个工位上的压力容器依次完成在规定压力下的充气和气密性试验。见表1中的“第一倒气”

表1 分配轴转动角度与工位倒气及工作腔关系表
换瓶过程,在工位(1)进行充气和气密性试验过程中,此时凸轮正好处在控制电磁阀关闭工位(3)管路状态,处在工位(3)的容器更换试验容器。在完成一个工作循环后,六个工位上的容器将依次在完成气密性试验后进行换瓶工作。见表1中的“换瓶”
第二倒气过程,在工位(1)进行充气过程和气密性试验的同时,由工位(6)容器通过分气接头与中套第一环上部的孔及内套上部环形孔形成的X腔联通,同时,形成的X腔及内套上部环形孔和与中套第一环及工位(2)分气接头相联通,此时工位(6)容器的压缩气体向低压力容器工位(2)进行倒气。在完成一个工作循环后,六个工位上的压力容器依次完成在由高压容器向低压容器的第二次倒气。见表1中的“第二倒气”
第三倒气过程,完成更换的待检容器通过手动控制电磁阀开启工位(3)充气管路,由工位(5)容器通过分气接头与中套第二环中部的孔及内套中部环形孔和轴形成的Y腔联通,同时形成的Y腔及内套中部环形孔和与中套第二环及工位(3)分气接头相联通,此时工位(5)容器的压缩气体向无压容器工位(3)进行倒气。在完成一个工作循环后,六个工位上的压力容器依次完成在由高压力容器向无压容器的第三次倒气。见表1中的“第三倒气”
第四倒气(排气)过程,在工位(1)进行充气过程和气密性试验的同时,由工位(4)容器通过分气接头与中套第三环下部的孔及内套下部环形孔和轴形成的Z腔联通,同时中套孔与内套的下环形空间和主轴与内套的Z腔相通,形成泄压腔Z,该腔及内套下部环形孔和与中套第三环及排气接头相联通,排气管路与外套排气接头相联通实现排气功能。在完成一个工作循环后,六个工位上的压力容器依次完成低压力容器向无压环境的第四次倒气。见表1中的“第四倒气”
3 金属压力容器气密性试验装置完成一个工作循环的过程
假设将6只空氧气瓶连接在工位第(1)到第(6)个上时,试验用充装气体为工业氮气,电机转动处在0°时,各工位的工作情况(见表2)。
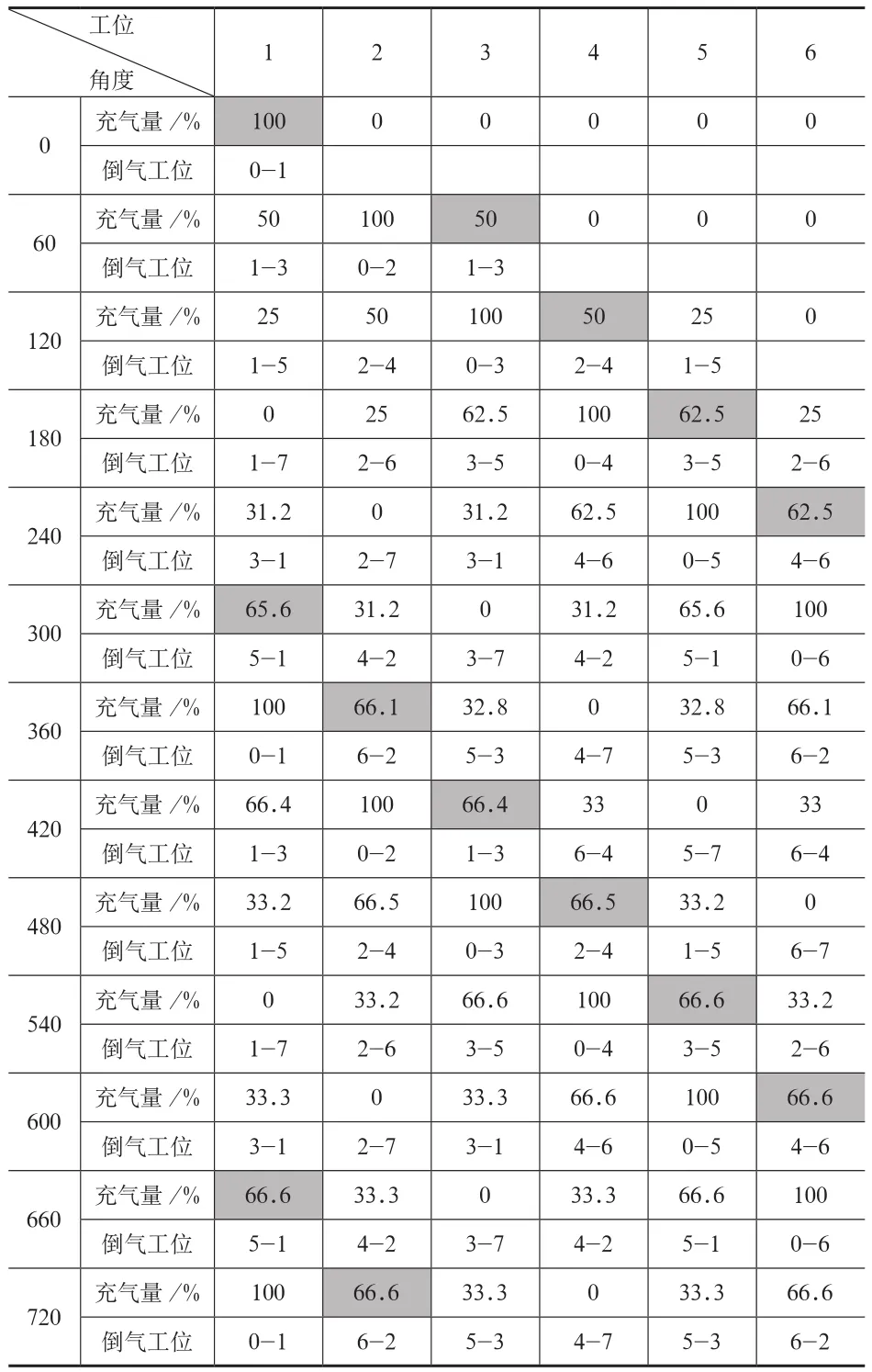
表2 轴转动角度、工位、充气量及倒气工位关系表
3.1 当电机启动转过0°时
当工位(1)第一次倒气,此时工位(1)的该瓶处在充气状态,在该瓶充装气体由进气接头(0)向工位(1)充气至100%,充满后进行气密性试验。其余工位瓶内气体充装数量为0。
3.2 当电机启动转过60°时
1)当工位(1)容器开始第二次倒气,此时工位(1)的气瓶所充装的100%的气体经中套上环的孔与工位(3)的分气接头相联通,向工位(3)容器充气,在达到平衡后,工位(1)和工位(3)瓶内气体压力分别为50%。
2)当工位(2)第一次倒气,此时工位(2)的该瓶处在充气状态,在该瓶充装气体由进气(0)向工位(2)充气至100%,充满后进行气密性试验。其余工位瓶内气体充装数量为0。
3.3 当电机启动转过120°时
1)当工位(1)开始第三次倒气,此时工位(1)的该瓶所充装的50%的气体经中套中环的孔与工位(5)的分气接头相联通,向工位(5)容器充气,在达到平衡后,此时工位(1)和工位(5)瓶内气体压力分别为25%。
2)当工位(2)容器开始第二次倒气工作,此时工位(2)的该瓶所充装的100%的气体经中套上环的孔与工位(4)的分气接头相联通,向工位(4)容器充气,在达到平衡后,此时工位(1)和工位(4)瓶内气体压力分别为50%。
3)当工位(3)第二次倒气,此时工位(3)的该瓶处在充气状态,在该瓶充装气体(0)由进气向工位(3)充气至100%,充满后进行气密性试验。此时只有工位(5)瓶内气体充装数量为0。
3.4 当电机启动转过180°时
1)当工位(1)第四次倒气,此时工位(1)的该瓶所充装的25%的气体经中套下环的孔与排气接头相联通,容器内压力为25%的气体排空或回收利用。
2)当工位(2)容器开始第三次倒气工作,此时工位(2)的该瓶所充装的50%的气体经中套上环的孔与工位(6)的分气接头相联通,向工位(6)容器充气,在达到平衡后,此时工位(2)和工位(6)瓶内气体压力分别为25%。
3)当工位(3)容器开始第三次倒气工作,此时工位(3)的该瓶所充装的100%的气体经中套上环的孔与工位(5)的分气接头相联通,向工位(5)容器到气,在达到平衡后,此时工位(3)和工位(5)瓶内气体压力分别为62.5%。
4)当工位(4)第二次倒气,此时工位(4)的该瓶处在充气状态,在该瓶充装气体由进气(0)向工位(4)充气至100%,充满后进行气密性试验。
3.5 当电机启动转过240°时
1)当工位(1)的容器内已排空或处于常压状态,将已完成气密性试验的工位(1)的容器进行折下,并更换新的待试验无压容器。手动开启电磁阀,工位(1)容器开始第一次倒气工作,此时工位(3)的该瓶所充装的62.5%的气体经中套上环的孔与工位(1)的分气接头相联通,向工位(1)容器充气,在达到平衡后,此时工位(3)和工位(1)瓶内气体压力分别为31.25%。
2)当工位(2)第四次倒气,此时工位(1)的该瓶所充装的25%的气体经中套下环的孔与排气相联通,容器内压力为25%的气体排空或回收利用。
3)当工位(4)容器开始第三次倒气工作,此时工位(4)的该瓶所充装的100%的气体经中套上环的孔与工位(6)的分气接头相联通,向工位(6)容器到气,在达到平衡后,此时工位(4)和工位(6)瓶内气体压力分别为62.5%。
4)当工位(5)第三次倒气,此时工位(5)的该瓶处在充气状态,在该瓶充装气体由进气(0)向工位(4)充气至100%,充满后进行气密性试验。
3.6 当电机启动转过300°时
1)当工位(5)容器开始第四次倒气工作,此时工位(5)的该瓶所充装的100%的气体经中套上环的孔与工位(1)的分气接头相联通,向工位(1)容器到气,在达到平衡后,此时工位(5)和工位(1)瓶内气体压力分别为65.6%。
2)当工位(2)的容器内已排空或处于常压状态,将已完成气密性试验的工位(2)的容器进行折下,并更换新的待试验无压容器。手动开启电磁阀,工位(2)容器开始第五次倒气工作,此时工位(4)的该瓶所充装的62.5%的气体经中套上环的孔与工位(2)的分气接头相联通,向工位(2)容器充气,在达到平衡后,此时工位(4)和工位(2)瓶内气体压力分别为31.25%。
3)当工位(3)第五次倒气,此时工位(3)的该瓶所充装的31.25%的气体经中套下环的孔与排气(7)相联通,容器内压力为31.25%的气体排空或回收利用。
4)当工位(6)第三次倒气,此时工位(6)的该瓶处在充气状态,在该瓶充装气体由进气(0)向工位(6)充气至100%,充满后进行气密性试验。
当分配器转动到300°时,此时待充装所气瓶内经过倒气已具有65.6%的充气量了,在进入360°,只需要补充气体量为34.4%的气量即可满足检验条件的需要,在随后的充装过程中充装量基本维持在33.3%这一固定值上。即在进行一个工作循环后设备完成初始状态的初始化,倒气装置将进入正常的工作状态后,气瓶的充装时间、气体的充装量和排放时间随着检验气瓶数量的增加,基本不再发生变化,维持在一定的范围值内,见表2。
3.7 讨论
通过设定的时间由分配器完成360°转动,在线的6只气瓶均进行了一次100%的充气后,进入下一循环的其他气瓶在经过多次的倒气后,需要进行密封试验时,其在进入充装开始时气瓶内已基本具有66.6%的气量,所需充装的气体基本固定在33.33%这个值上,这说明充装过程进入正常工作状态后,此时随着充装气瓶数量的增加,气体充装量固定在一个定值上,气体的充装时间也是固定的,气体的排放量也基本固定在33.3%这个值上,排放时间也不再变化,由于排放时间和排放量的减少,工作环境噪音的降低也是十分明显的。这进一步可以证明通过倒气装置充装一只气瓶的用气量仅为单只充装量的1/3,充装和排放时间也可节约1/3左右,提高工作效率达50%以上,随着气瓶数量的增多,产生的效益和优势也就越明显,见图4。
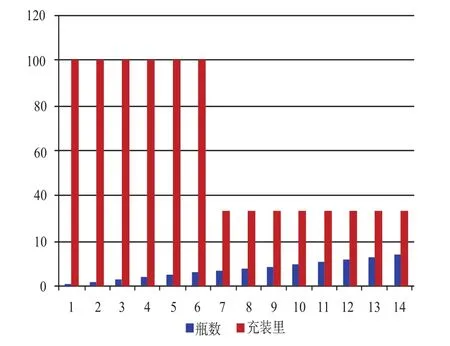
图4 充气量与气瓶数量变化图
4 结束语
通过对目前在用的气瓶气密性试验方法的改造,应用“六工位压力差倒气装置”的技术,从充气、倒气、密封试验、排气等工序进行自动化控制,这一技术的应用,极大降低劳动强度的同时,减少压缩气体的充装数量,节约大量检验成本和节省充装时间,快速高效的完成批量压力容器的气密性试验,该装置也可用于流水检测过程中气瓶的气密性实验的充气、密封试验和排放过程,可以实现连续的自动化作业,尤其是用在气瓶检验检测流水线所发挥的作用和效果更为明显。该项目的研究已获得国家发明专利,通过这项新技术的运用,将有效提高我国气瓶检验检测自动化水平。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
汽车工程师(2021年12期)2022-01-17
科学与财富(2021年34期)2021-05-10
炼油技术与工程(2021年3期)2021-04-01
演艺科技(2020年5期)2020-11-29
装备制造技术(2020年12期)2020-05-22
劳动保护(2018年8期)2018-09-12
三联生活周刊(2017年33期)2017-08-11
火控雷达技术(2016年1期)2016-02-06
劳动保护(2014年1期)2014-01-02