
真空热处理生产线自动料车控制系统的设计
2021-01-11 10:12凡占稳杨广文
自动化与仪表 2020年12期
凡占稳,杨广文,王 赫
(北京机电研究所有限公司,北京100083)
当前,在真空热处理过程中,物料在热处理各工序之间的流转仍需要由人工送料取料,占用较多人力资源,生产过程效率不高,安全性低,生产工艺相对粗糙。随着科技的发展和进步,工业自动化的水平在不断的提高,越来越多的行业实现了生产过程的自动化[1-4],但是在制造业领域中一些较为传统的工艺自动化水平还比较低。在热处理各工序中引入自动送料系统,可有助于减少劳动强度,提高生产的安全性可靠性,提高产品质量的稳定性[5-6]。
1 系统功能
针对传统真空热处理的问题,为锥齿轮等轴齿类汽车零部件的真空高温低压渗碳处理工艺的送料取料,而设计了一种真空热处理生产线的自动料车控制系统。真空高温低压渗碳热处理工艺分为脱脂预热、真空渗碳、真空油淬或者真空高压气淬、清洗、回火等热处理步骤。
自动料车能完成在装卸料台、预热炉、真空渗碳油淬炉、真空渗碳气淬炉、清洗机、回火炉之间物料的自动转运;通过与热处理设备之间建立通信,自动判断设备的工作状态,根据设备的工作状态自动排产,提高设备的利用率。其具体功能如下:
自动料车能够按照生产工序流程,通过伺服定位系统进行左右行走,精确定位;料车配有旋转机构,通过电机使旋转托盘进行旋转,实现对料车两侧的设备进行送料取料;料车架伸缩机构位于旋转托盘之上,通过料车架的伸缩实现料车与炉门的对接,推拉料机构位于料车架之上,并附带有可翻转的料钩,推拉料机构与料钩相互配合可以实现物料的送入与取出。自动料车与热处理设备的位置示意图如图1 所示。

图1 自动料车与热处理设备位置Fig.1 Location of automatic skip car and heat treatment equipment
2 自动料车控制系统的设计
2.1 控制系统的硬件组成
自动料车选用晶闸管型PLC 主机以及继电器型拓展作为控制单元,选用光电传感器与接近开关作为料车检测单元,选用伺服电机、变频器、编码器以及交流电机作为料车动作执行单元[6-9]。
其中,光电传感器和接近开关能检测到料车执行动作的位置信息,并传送给PLC 控制单元;PLC主机配合伺服驱动器及伺服电机实现自动料车的左右行进;料车架伸缩与料车架托盘的旋转通过PLC 对变频器和交流电机的控制来实现;拓展控制单元配合变频器、 编码器以及交流电机实现料车的送取料动作;料钩翻转电机为直流电机,由PLC直接控制。触摸屏与PLC 保持通信,人工可以通过触摸屏进行手动操作,便于调试和维护。料车PLC与各真空设备的PLC 之间通过PC-link 网络进行通信,使料车便于查询到各设备的运行状态,并根据相关工艺发送不同的控制指令。系统结构如图2所示。
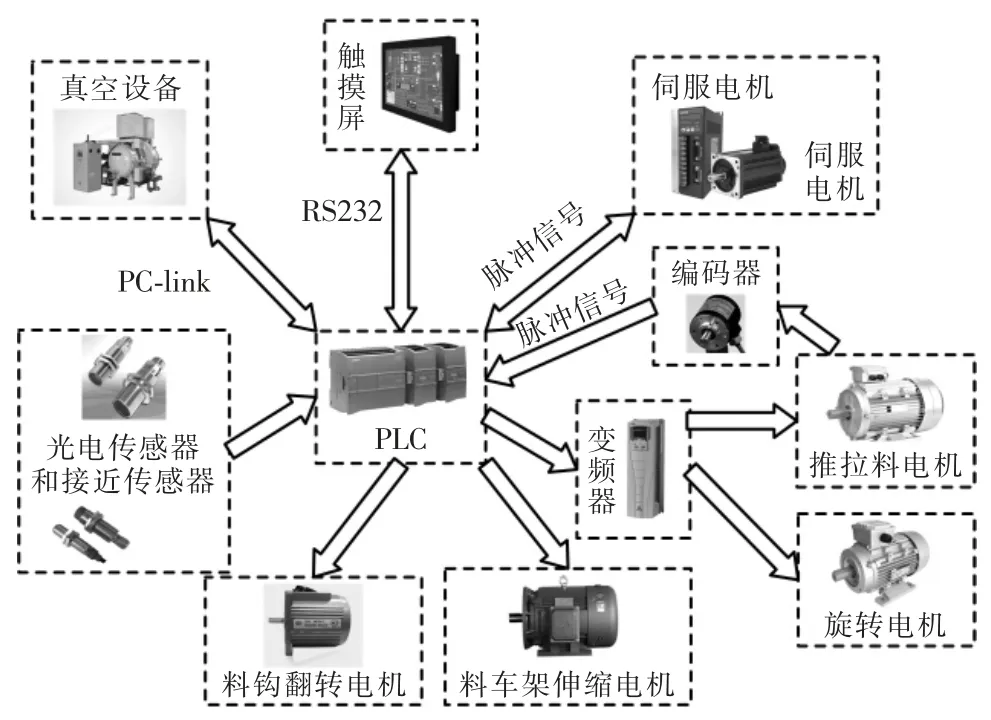
图2 自动料车控制系统结构框图Fig.2 Block diagram of automatic skip car control system
2.2 控制系统的软件结构
在该系统中,各设备的PLC 之间通过PC-link网络连接。在料车进行伺服定位之后,料车系统向所定位的热处理设备发送料车到位信息,热处理设备接收信息后开启炉门并接收物料,开始热处理程序。该热处理程序结束后,热处理设备向料车系统发送信息,通知料车接收物料,并送至下一设备进行下一步工艺。
在PLC 程序中,料车的物料转运程序作为主程序,其中包括行车伺服定位程序模块、进退料车架程序模块、料车架旋转程序模块、推拉料程序模块、翻钩翻转程序模块及变频器调速程序模块等。主程序能对各程序模块实现调用,各接近开关和光电开关作为接收信号连接到PLC,PLC 根据信号驱动相应的执行机构进行动作。变频器模块程序实现对电机的变频调速,提高控制的精度和稳定性。系统软件流程如图3 所示。
3 控制系统关键点设计
3.1 PLC 与伺服电机实现精确定位
由于料车的送取料动作需要推拉料机构深入到设备炉体的内部,定位过程中微小的误差都会导致严重的后果,因此在生产中精确定位是实现自动化生产的前提。故在此,料车行走采用由伺服电机构成的伺服定位系统,能够精确地定位到各设备的炉门位置,提高送料过程的安全性和稳定性。
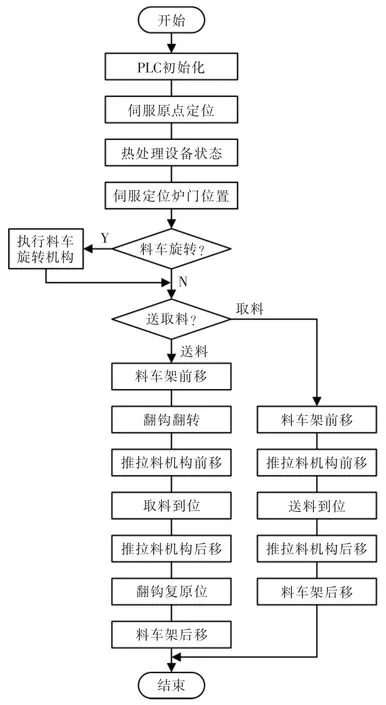
图3 系统软件流程Fig.3 System software flow chart
在该系统中,PLC 的晶体管输出端子以脉冲加方向的模式输出可控脉冲,料车在上电运行时首先进行原点搜索,上料台作为起始位置被定为机械原点,在每次上电之初,系统都会进行原点搜索,将料车定位到上料台即初始位置。在小车的导轨两端分别配置有CW 界限检测传感器和CCW 界限检测传感器,二者分别对于应导轨的左极限与右极限,在上料台位置和上料台右侧分别配置原点输入传感器和原点附近输入传感器。PLC 通过原点搜索ORG 指令,根据原点附近输入信号和原点输入信号向原点进行定位,将料车从当前位置定位到上料台。
PLC 控制器可以实现多种不同方式脉冲的输出。该系统所要求实现的功能是使料车从一个固定位置到另一个固定位置精确行程量的移动。PLC主机通过PLS2 指令,可以进行加减速比率不同的台型加减速脉冲输出控制,如图4 所示。根据料车每次需要行驶的行程量,可以通过对PLS2 指令脉冲输出量、目标频率、加速比率、减速比率进行设置,实现料车平稳启动、恒速运行和减速精确定位的功能。
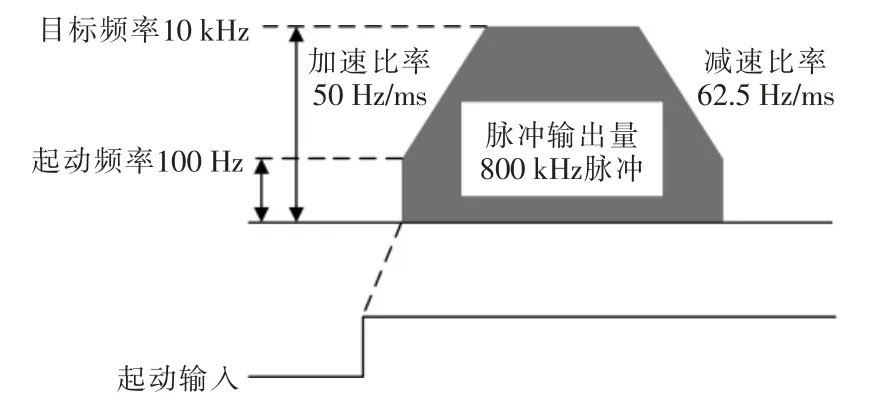
图4 PLS2 指令台型加减速脉冲输出的控制Fig.4 Control of PLS2 command desk acceleration/deceleration pulse output
在实际工业运行环境中,由于机械结构磨损等原因,长时间使用可能会降低伺服电机的控制精度,导致料车的定位精度下降。为保证系统的安全性与稳定性,在各设备的定位点加装接近开关传感器,进行辅助机械定位。当伺服电机系统出现“失步”时,控制系统没有接收到接近开关的信号,此时系统会继续驱动伺服电机行进,直到接近开关得电;当伺服电机系统出现“过冲”时,接近开关检测到信号就会立即使系统控制伺服电机制动。
3.2 PLC 与编码器实现固定行程
系统中,物料由料车上的推拉料机构送到热处理设备内部的料台上。传统推拉料机构行程位置的定位是由置放在推拉料机构之上的接近开关确定的。
由于该系统需要对装卸料台、预热炉、真空渗碳油淬炉、真空渗碳气淬炉、清洗机、回火炉等不同的设备进行送取料,各设备内部的料台所处位置不同,对应的推拉料机构送取料的行程也相应不同,而安装接近开关进行定位会占用较多的空间和设备资源,因此提出编码器与推拉料机构结合实现对推拉料机构送取料行程的定位。
编码器体积小,精密度高且稳定抗干扰,在工业设备设计制造中广泛应用,选用PLC 与编码器结合控制推拉料机构的定位完全满足项目设计功能要求。编码器与PLC 接线如图5 所示。
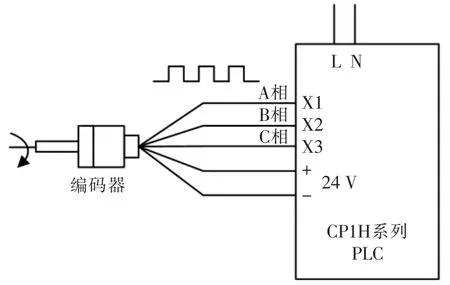
图5 编码器与PLC 电气接线图Fig.5 Electrical wiring diagram of encoder and PLC
在自动料车控制系统中,编码器与推拉料机构的交流电机相连接。当推拉料机构动作执行时,编码器根据交流电机的转动获得脉冲信号并传给PLC控制系统。CP1H CPU 内置的高速计数器单元根据编码器脉冲记录当前值,并通过CTBL 指令登录比较表。CTBL 比较表中有预先设定的高速计数器端口号、脉冲目标值和中断号,当高速计数器的当前值与比较表记录的脉冲目标值一致时,执行中断程序。中断程序为推拉料机构的制动程序,中断程序被执行后电机制动,定位完成。通过设定CTBL 的比较表中的脉冲数目标值即可实现对推拉料机构不同行程量的定位。推拉料机构定位程序如图6 所示。
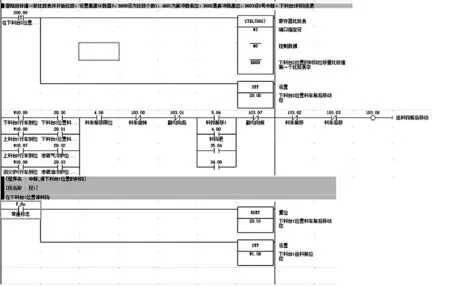
图6 推拉料机构定位程序Fig.6 Positioning procedure of push-pull mechanism
3.3 自动料车与热处理设备之间的相互通信
自动料车和热处理设备之间要实现实时通信。自动料车在转运物料过程中需要即时知道各设备的状态,并根据各设备的状态执行下一步的动作并对设备发出控制指令。PC-link 网络是较常见的PLC网络,传输速度快,抗干扰能力强,安全稳定并且易于实现。该系统选用PC-link 网络实现各设备上PLC 之间的通信。
在欧姆龙编程软件中,对串行选项端口的通信参数设置、模式选择、连接字字数设定、链接模式等部分进行修改,并在硬件上对主站和从站进行连接即可实现PC-link 通信。具体操作如图7 所示。
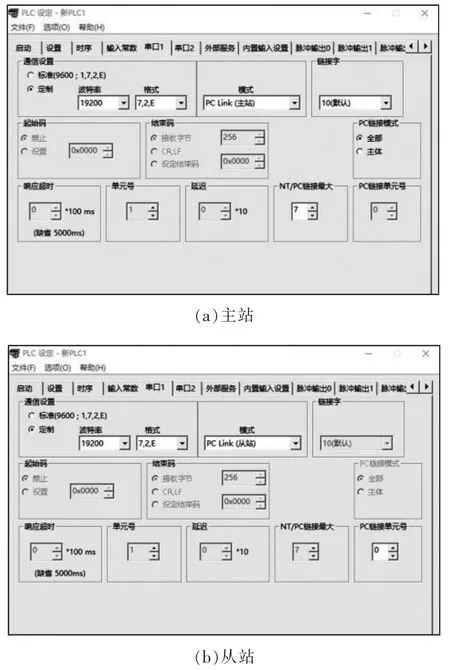
图7 PC-link 的主站和从站软件设置Fig.7 Software settings of master station and slave station of PC-link
4 调试过程中出现的问题
在此针对自动料车安装调试过程中出现的几个问题进行简单分析,并给出解决办法。
在料车系统中,接近开关由安装在旋转机构上的金属块触发。实际调试过程中,出现料车旋转提前停止、料车到位后未停止等错误。经过检查后发现,接近开关敏感度过高,在旋转过程中误检旋转机构其它部位而被触发停止。同时,由于旋转速度过快,接近开关得电后电机未能及时制动而导致了过冲。经过调试,通过提高接近开关的检测距离,降低旋转速度或者变频降速停止等,可以解决上述问题。
PLC 控制系统发出的脉冲频率的高低,决定了料车伺服电机运行速度的快慢。对于CPIH 系类PLC 控制器,其能发出脉冲的最高频率为100 kHz,而系统所选用的伺服驱动器能接收脉冲的最高频率为500 kHz,因此导致料车的伺服控制速度缓慢。经过调试发现,调整电子齿数比,可以提高料车的速度,但相应地会降低控制的精度。另一种方法是选用输出脉冲频率更高的控制器。
为了避免系统在运行过程中人为地翻动翻钩,在料车上加装了翻钩保护装置,通过接近开关检测,可以确保翻钩在运行过程中处于正确的位置。
5 结语
文中设计了锥齿轮等轴齿类汽车零部件的真空高温低压渗碳处理工艺送取料过程的自动送料车控制系统。该控制系统经过试验仿真、现场安装调试,在实际运行的过程中,该系统稳定可靠高效,能够满足工业生产需要和客户生产需求,对于减少劳动力提高生产效率和质量发挥了重要的作用。
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
军民两用技术与产品(2021年8期)2021-11-24
科学技术创新(2021年5期)2021-03-17
微特电机(2020年11期)2020-12-30
——编码器
演艺科技(2020年7期)2020-08-13
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
电子制作(2018年17期)2018-09-28
消费导刊(2018年10期)2018-08-20
电子制作(2016年1期)2016-11-07
