线束焊接工艺的发展
2021-01-11 02:54唐浩
科学与生活 2021年27期





摘要:本文对线束行业焊接工艺,从发展、分类讲起,着重讲解的钎焊焊接工艺的发展历程,从手工焊接到热压焊接、热风焊接和最新的激光焊接,并对钎焊标准,尤其是虚焊进行地阐述,有助于大家系统了解焊接的工艺。
主题词:钎焊,热压焊接,热风焊接,激光焊接,虚焊
1.前言
线束是由连接器,导线通过一种或数种端接方式形成的导通连接,再外覆一层或数层包覆材料(导电或绝缘),以达到传输电源、信号的电路组件。从应用角度分类,线束可分为计算机和通讯设备线束、家用电器线束、汽车线束、医疗线束、航空航天及军用线束等。
端接技术(也叫连接技术)是现代制造工业中不可缺少的加工手段,是通过机械的或化学的方法,把两种材料或零部件接合在一起。一般有非固定性连接和固定性连接之分,非固定性连接的接头可以活动或拆卸,如绕接、螺纹连接、弹性夹持连接等;而固定性连接的接头是永久性的,如压接及各种焊接等。
2.焊接
焊接,是指通过采用物理的或化学的方法,使分离的材料产生原子或分子结合,形成具有一定性能要求的整体。作为现代制造业中最为重要的材料成形和加工技术之一,焊接技术的应用领域遍及石油化工、机械制造、交通运输、航空航天、建筑工程、微电子等几乎所有的工业制造领域。
焊接既是一门新兴的同时又是一门古老的技术,从历史上说,它在公元3000年以前就已有记载,但真正成为一门重要的制造技术,确是20世纪的事情。[1]目前,焊接技术已多达40多种,主要可分为三大类:熔焊、压焊、钎焊。[2] 具体分类及定义详见下表1所示。
3.钎焊
在线束行业,由于连接器的焊杯与导线的焊接区域狭小,为保证焊接的可靠性,通常采用钎焊工艺。钎焊的焊接过程是将焊料、被焊金属同时加热到最佳温度,依靠熔融焊料润湿、扩散并与被焊金属形成合金层的一种过程。
在线束行业,钎焊方式主要有:手工焊接、热压焊接(也叫电阻焊接)、热风焊接、激光焊接等四种。后三种是自动焊接方式,是规模化生产的发展方向,多见于民用相关行业中。
3.1手工焊接
手工焊接是最早也是最基本的焊接方式,曾经广泛应用于线束的各个领域,但目前仅在军用线束领域还在大规模使用。主要是由于军用线束多批种、小批量的生产模式所导致。而且军用线束应用场合比较特殊,即使在其他领域早已进入无铅无卤的环保时代时,其还在大规模的使用锡铅焊料。锡铅钎料对多种母材金属均具有良好的润湿性及铺展能力,尤其是共晶成分Sn63Pb的釬料合金,表面张力小,流动性好,力学性能也十分优异。
在《航天电子电气产品手工焊接工艺技术要求》中对手工焊接的典型工艺流程图描述如下:[3]
手工焊接的特点是几乎无设备投入,但其焊接质量完全依靠操作者的熟练程度。为此各大军用线束厂商都制定的详细地焊接作业步骤和判定标准。将各种焊接不良照片罗列培训是一种简单、高效的方式,有利于焊接者能够直观判定。
3.2热压焊接(电阻焊接)
热压焊接也叫电阻焊接,在线束行业中,连接器的端子和导线导体对齐后,附加一片焊锡片或锡膏,此时焊机的焊头对钎料施加一定的压力,然后焊机电源输出的电流通过焊头表面,产生热量,温度升高,熔化钎料,从而达到将连接器和导线焊接在一起的目的。根据焦耳定律Q=I²RT(Q-热能,I-通过的电流,R-电阻,T-电流通过的时间),精确控制电阻焊接的三要素,即电阻、电流和时间,就可以控制热能输出,从而保证焊接质量。下图3是常用的电阻焊机照片。
图中, A.温控器和变压器:提供焊接系统需要的电压转换和大电流
B.压头组:提供加热单元(Hot Bar头)的定位和固持
C.Hot Bar头:提供将电流转换为焦耳热的生热和传热单元
D.电流线:将电流传送至加热单元
热压焊接其优点在于优越的温度、时间、压力等参数的再现性控制,可以满足电子行业大批量生产对于焊接质量恒定性的要求。此焊接方式来源于印制板领域金手指的焊接,特别适合于平整面的焊接。但线束行业,线材导体外径有差异,使其焊头的共享性受限。
3.3热风焊接
热风焊接是利用热风作为焊接热源的一种钎焊方式。广泛应用于电子、机械、仪表、光电等各个行业。
在电子接插件行业中,从上世纪90年代开始的热风技术就一直应用在SMT的回流焊和波峰焊工艺中。在回流焊的加热系统中,热风强制对流技术以其对特的优势逐渐取代了汽相技术和红外技术。强制热风回流焊炉一般采用上,下两层加热装置和多温区隧道式全不锈钢炉腔结构,特殊的热风循环系统设计使炉内形成一个多重循环的热气流,从而保证在每个温区周围气氛恒温,温度稳定度可高达±1°C,同时使元器件不发生偏移,整个加热过程利用高精度温控仪控制。[4] 在波峰焊工艺中,通过冷风吹动发热管产生热风的加热方式也是一直存在的。
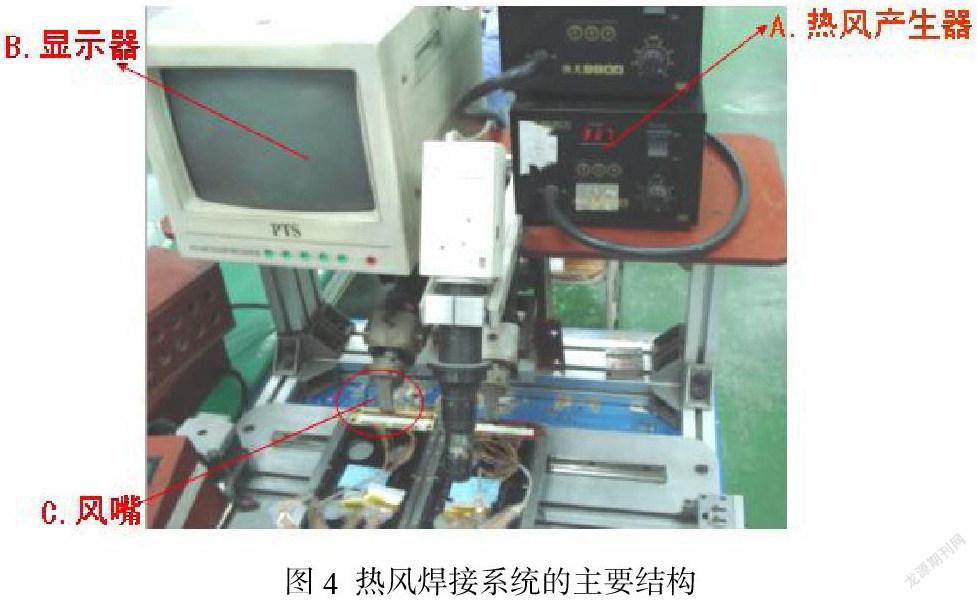
在本世纪初,线束厂商富士康将热风焊接应用到连接器与导线的自动焊接上,取得的显著效果。其机器如图4所示:
图中, A.热风产生器:提供产品焊接所需热源
B.显示器:用于观察产品的焊接状况
C.风嘴:热源的出口,正对产品
该设备利用快克热风枪焊头作为热源输出,具有设备投资成本低,焊接速度快等优势;但热风加热的范围难以精确控制,焊料与连接器同时受热,对风嘴的尺寸设计和焊接的温度管控要求较严格。
3.4激光焊接
随着线束行业不断向微小化、精细化发展,连接器、线材的尺寸进一步做小、做密,前期的自动焊接方式分别遇到工艺瓶颈。热压焊接存在过大的接触压力,热风焊接对于焊接的连接器结构有要求,逐渐不能适应微小元器件的精密焊接。此时激光焊接逐步成为自动焊接主流方式。激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,可以采用连续或脉冲激光束加以实现。激光焊接的优点在于,焊接精度高,光斑可以达到为微米级别,热影响区域小,且为非接触式加热,不存在接触焊接导致的应力。下图5是激光焊接的产品图。
4.钎焊标准
手工焊接和自动焊接最大的不同在于焊接热源提供的方式,但不论是电烙铁还是热风、激光等等,焊接后产品的判定标准都是一致的。在《航天电子电气产品焊接通用技术要求》中对焊接质量要求主要是外观方面,表面应无气孔、针孔、空洞或非结晶状态,要具有良好的润湿。并要求焊料应润湿焊接部位的表面,并围绕焊点四周形成焊缝,润湿角一般应小于30°。[5]
焊接最大隐患是虚焊。虚焊就是焊点表面看起来焊上了,焊接质量尚可,也不存在“搭焊”、“拉尖”、“露铜”等瑕疵。但实际焊料内部并没有通,或者处于通与不通的中间不稳定状态,指焊料与焊接件的金属表面被氧化层或其它污物所隔离,没有形成完整的金属合金层,只是简单地依附在焊接件表面所造成的缺陷。正常的外观检验,即使采用X光检测,一般都很难将这种虚焊缺陷检测出来,质量危害很大。军工产品上常通过环境应力筛选试验的温度冲击、温度循环、随机振动等方法,在温度变化和应力交变冲击过程中充分暴露焊点中的缺陷,进行提前筛除。
5.结束语
线束行业在不停的发展,各种新产品、新工艺不断涌现。尤其是军工线束,多批种、小批量产品的固有特性,每年都要处理成千上万种类型的连接器和导线,如何快速、准确、高效的导通连接,将是我们一直研究焊接工艺的动力。
参考文献
[1]潘际銮,二十一世纪焊接科学研究的展望,第九次全国焊接会议论文集,大会报告
[2]富士康企业集团中央法务处,Cable Assembly组装技术专利调查报告,2002年10月
[3]张伟,华苇,徐飞,航天电子电气产品手工焊接工艺技术要求,QJ3117A-2011,中国航天标准化研究所
[4]史建卫、何鹏、钱乙余等,无铅化组装对再流焊设备的挑战,首届中国(天津)国际绿色电子制造技术与产业发展研讨会,2004年5月
[5]沈培红、边强、申磊、党欣,航天电子电气产品焊接通用技术要求,QJ3011A-2016,中国航天标准化研究所
作者简介:唐浩(1981-),男,高级工程师,研究领域为航天线束工艺。苏州华旃航天电器有限公司,215129。
猜你喜欢
时代汽车(2022年2期)2022-01-25
中国计算机报(2020年33期)2020-09-13
世界汽车(2018年1期)2018-01-09
世界汽车(2017年12期)2017-12-16
文理导航·科普童话(2016年6期)2016-09-12
学生天地·小学中高年级(2016年8期)2016-05-14
漫画月刊·哈版(2016年2期)2016-02-22
恋爱婚姻家庭·养生版(2016年1期)2016-01-07
科学启蒙(2015年2期)2015-02-12
现代营销·经营版(2014年12期)2015-01-28