激光清洗+激光焊接复合工艺制备6013T6铝合金焊接接头的组织与性能
2021-01-11 23:57鲁炎卿曹运成林惠娴罗子艺
科学与生活 2021年27期
鲁炎卿 曹运成 林惠娴 罗子艺






摘要:激光清洗是一种新型表面处理技术,其能够在不损伤基体的前提下去除基体表面的污染物层。本文在焊接之前采用f=30 kHz,UP=UL=40 %时,P=5 W的激光清洗工艺参数对6013T6铝合金试板表面进行了预处理,之后采用TrupmfTrudisk 10002碟片式激光器,激光焊接工艺参数为焊接功率2.85KW、焊接速度2.5 m/min、离焦量-1mm,制备了5mm厚的6013T6铝合金单道次焊接接头。采用扫描电子显微镜观察了焊接接头的显微组织,利用显微硬度计测定了焊接接头的硬度分布曲线。结果表明,焊前预处理采用f=30 kHz,UP=UL=40 %时,P=5 W的激光清洗工艺,能够有效地改进6013T6铝合金大功率激光焊接的焊缝表面成形质量、力学性能。
关键词:激光清洗;6013T6铝合金;显微组织
ABSTRACT:Laser cleaning is a new surface treatment technology, which can remove the pollutant layer on the substrate surface without damaging the substrate. In this paper, the surface of 6013T6 aluminum alloy test plate was pretreated with F = 30 kHz, up = UL = 40% and P = 5 W laser cleaning process parameters before welding. Then, the single pass welded joint of 6013T6 aluminum alloy was prepared with trupmftrudisk 10002 disc laser. The laser welding process parameters were welding power 2.85 kW, welding speed 2.5 m / min and defocus - 1 mm. The microstructure of the sample was observed by scanning electron microscope, and the hardness distribution curve of the welded joint was measured by microhardness tester. The results show that the laser cleaning process with f = 30 kHz, UP = UL = 40% and P = 5 W can effectively improve the weld surface forming quality and mechanical properties of 6013T6 aluminum alloy high-power laser welding.
KEY WORDS:Laser cleaning; 6013T6aluminum alloy; Microstructure
隨着我国轨道交通运输行业的迅速发展,在轨道交通、深海船舶和航空航天等行业的关键零部件上使用了大量的铝合金材料[1-3]。铝合金在存放过程中会形成一层氧化膜,其氧化膜不仅熔点硬度高,而且易吸收水分和吸附污物。在铝合金焊接时,表面存在的氧化膜会对焊接质量造成严重的影响。为了获得高质量的焊缝,在焊接前需要对铝合金进行预处理,彻底地去除合金表面的氧化层和其他污染物。
常见的铝合金预处理工艺方式主要是机械打磨和化学清洗[4],但是这两者已经不能满足技术高速进步下的现代工业对高质量焊接的要求。激光清洗是一种新型表面处理技术,它能够在不损伤基体的前提下对基体表面的污染物层进行扫描和去除。因此在历史文物清洗[5]、航天和航海除漆[6, 7]与除锈[8-10]等领域中都得到了很好的运用。
激光清洗技术作为一种新兴的表面预处理技术,在焊前处理等方面的应用引起了研究人员的广泛关注。Wang等[11]通过对A3钢表面锈层清洗后表面粗糙度,硬度和耐蚀性的研究,确认了激光清洗可用于除锈。解宇飞等[12]针对船舶板材提出了一种利用单线搭接扫描沟槽轮廓特征改善除锈工艺的方法。Lu等[13]对铝合金基体上的涂料进行清洗,分析其表面粗糙度和耐腐蚀性,以研究激光与铝合金基板上的涂料之间的相互作用机理。傅运香等[14]对不锈钢焊缝进行了焊后激光清洗,试验结果表明激光清洗能够快速地清除焊缝的氧化色层及其表面的涂料油漆和锈蚀层,并且形成一层新的钝化层。在目前的研究中,对激光清洗后铝合金焊接接头性能的研究较少,缺乏相关的焊接性能的测试结果。激光清洗后金属材料表面形貌会有较大的改变,这是否会对焊接质量产生影响尚未有相关的文献进行研究说明。由此可见,激光清洗对焊接接头性能的影响规律需要深入的研究。
本文对6013T6铝合金焊前进行了激光清洗预处理,对焊接未处理和焊接激光清洗两种方式下铝合金焊接接头的组织,力学性能进行了对比分析。
1.试验过程
1.1试验材料
试验材料选用由佛山市三水凤铝铝业有限公司研制的6013T6铝合金板材,材料表面尺寸为200 mm×40 mm×5 mm,厚度为5 mm,化学成分如表1所示。6013T6是Al-Mg-Si铝合金,具有优秀的成形性能、耐蚀性和热稳定性,可替代2024和6061在飞机机体上的使用,在工业航空、轨道交通等各个方面也都具有重大的工业应用发展背景。
1.2试验设备
试验用的激光焊接设备主要由激光器、机器人手臂和控制箱三部分构成。采用TrupmfTrudisk 10002碟片式激光器,最大输出功率10000 W,光纤芯径为400 µm,聚焦焦距为300 mm,激光头准直焦距为200 mm,激光光斑直径为0.6 mm。选用的激光清洗设备由激光系统、计算机、扫描振镜和工作台组成。波长λ=1064 nm,脉宽tp=10 µs,最大重复频率f=100 kHz,最大功率P=20 W,光斑直径设为D=50 µm。
1.3试验方法
在激光焊接前,首先分析激光平均功率对6013T6铝合金焊缝表面形貌和氧含量的影响规律,获得铝合金激光清洗最佳的工艺参数。然后采用激光清洗设备对6013T6铝合金板材进行清洗,激光清洗的工艺参数为f=30 kHz,UP=UL=40 %时,P=5 W。在铝合金激光清洗完成后8 h内进行焊接。焊接接头采用如下图所示形式。实验采用上保护气为氩气,氩气+8%二氧化碳为下保护气。焊接工艺参数为焊接功率3.5KW、焊接速度2.5 m/min、离焦量-1mm、上保护气15 L/min、下保护气20 L/min。
从铝合金接头中分别截取10 mm×6 mm×5 mm试样,制备铝合金金相样品,用光学显微镜观察激光焊焊缝组织。采用Wilson VH 1102显微硬度计对铝合金激光焊焊缝金相样品进行硬度测试,分析组内数据,进行焊前是否激光清洗预处理的硬度对比。拉伸性能的测试采用Cor-Force原位腐蚀试验设备,参考国标GB/T228.1-2010对式样进行测试,通过多次重复试验获得力学性能的平均值。
2结果与分析
2.1激光平均功率对铝合金表面形貌和氧含量的影响
图5是6013T6铝合金激光清洗表面形貌SEM图,由图5(a)可知,激光清洗前,铝合金的表面可以观察到表面的氧化膜含有部分龟裂,还有一些不规则划痕。由图5(b)可知,P=5 W时,样品表面出现清晰的激光光斑打在铝合金表面的痕迹,显露出部分铝合金基体,说明部分氧化膜的去除。由图5(c)可知,P=10 W时,铝合金表面开始出现泡沫状熔融形貌,这是因为能量较大,铝合金表面的氧化膜去除,基体也被激光损伤。由图5(d)和(e)可知,P=15 W和P=20 W时,出现了更多的泡沫状形貌,由于能量过大,铝合金基体受损,导致铝合金表面呈现熔融形貌。随着激光平均功率的增加,表面的光斑小坑呈现出碗状,在小坑的周围出现凸起,坑内出现弧形条纹,试样表面产生了波纹状微沟槽织构。
为了准确地分析铝合金表面形貌的原因,对6013T6铝合金表面进行 EDS检测,得到铝合金激光光斑作用坑底部的氧元素质量分数。图6为6013T6铝合金表面的形貌和对应的能谱分析结果。图7为6013T6铝合金激光清洗后表面的氧元素含量变化图。经过激光清洗,铝合金表面激光光斑作用坑底的氧元素质量分数随着激光功率的增加而减少,然后转为增加。
无激光作用时,6013T6铝合金的表面原始氧含量为5.40 %。激光作用于铝合金表面时,随着功率的增加,氧含量逐渐下降。P=5 W,6013T6表面氧含量达到最小值,下降至1.76 %。与原始表面相比,下降了67.4 %,说明有效地去除了铝合金表面氧化膜。P=10 W,6013T6铝合金的表面氧元素质量分数上升至8.05 %。与原始表面相比,上升了49.07 %。P=15 W,6013T6铝合金的表面氧元素质量分数分别上升至12.11 %。与原始表面相比,6013T6铝合金上升了1.24倍。P=20 W,6013T6铝合金的表面氧元素质量分数上升至15.85 %。与原始表面相比,上升了1.94倍。
激光作用下,激光功率由5 W上升到10 W时,激光功率增加了1倍,6013T6铝合金表面氧元素含量却增加了3.57倍。激光功率由5 W上升到15 W时,6013T6铝合金表面氧含量却增加了5.88倍。这表明能量一部分被表面氧化膜(Al2O3)吸收,去除表面材料,另一部分能量被基體吸收,当温度达到铝合金基体的熔点,基体受到二次氧化。通过分析铝合金试样氧含量的变化,得出最佳清洗参数:当f=30 kHz,UP=UL=40 %时,P=5 W.
2.2焊缝表面形貌分析和显微组织
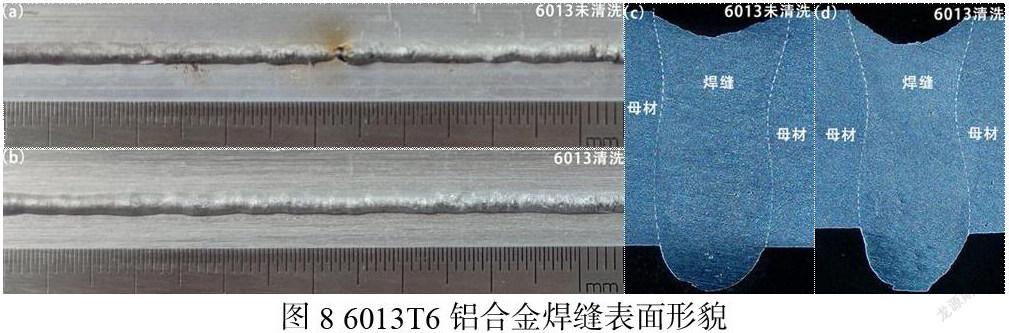
图8是铝合金焊缝表面形貌。图8(a)中,6013T6铝合金焊接前未清洗,焊接过程中不稳定,焊缝有少量的咬边和塌陷。由图8(c)可知,焊缝上分布了少量气孔。同时图8(b)中,6013T6铝合金焊接前通过激光清洗去除了表面大部分氧化膜,避免了二次氧化,减少了氢来源,焊缝光亮,成形致密,飞溅较少,只有少量咬边和塌陷等缺陷,成形质量好。由图8(d)可知,焊缝基本没有气孔。因此可以得出结论,进行激光清洗预处理可以改善6013T6铝合金焊缝表面成形质量。
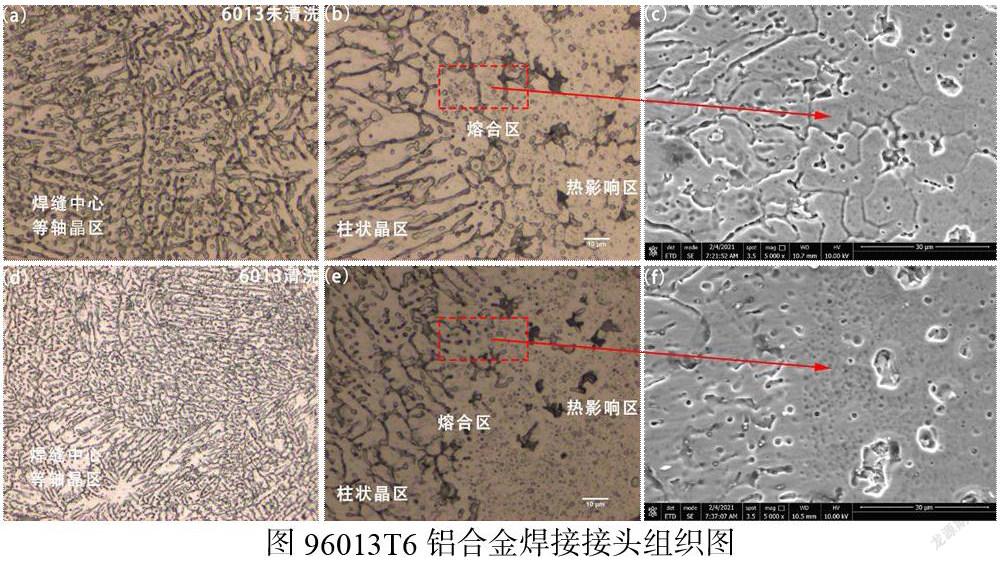
图9为6013T6铝合金焊接接头组织图,图9(a)和(d)焊缝中心为等轴晶区,图9(b)、(c)、(e)和(f)熔合线附近为柱状晶区,但柱状晶区较为明显。在焊缝中心,由于界面前沿液体发生成分过冷,结晶形态向等轴晶发展。在熔池凝固过程中,柱状晶垂直熔合线沿最大散热方向反向生长。激光清洗后,由于去除了铝合金表面氧化膜,减少了水分解对熔池的影响,使得熔池散热更均匀,抑制了气孔、咬边和塌陷等缺陷的产生,激光清洗的6013T6铝合金未造成组织转变影响使用性能,且焊缝组织明显细化。
2.2显微硬度分析
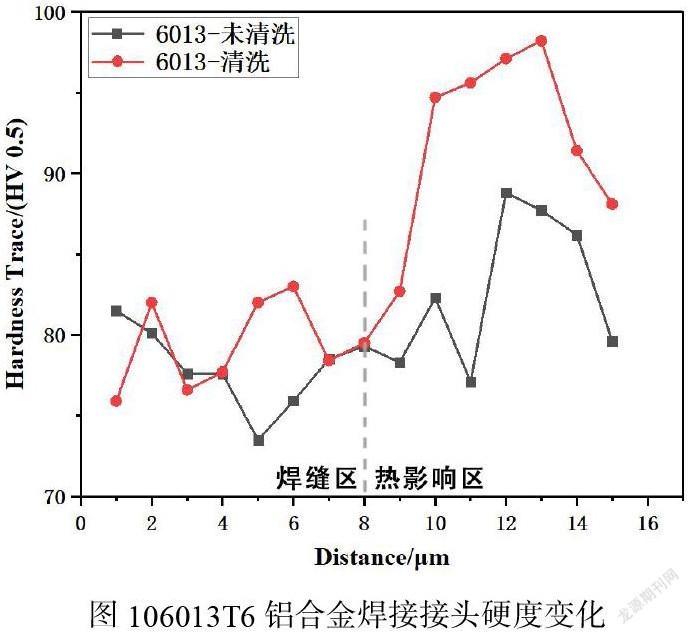
图10是6013T6铝合金硬度变化曲线。从铝合金焊接接头硬度变化图可以看出不做处理铝合金焊缝的硬度值处于HV70~90,平均为HV80.27,焊前激光清洗预处理铝合金的硬度值处于HV75~100,平均为HV85.53。清洗后的焊缝硬度得到了一定提升。这是因为激光清洗铝合金表面氧化膜使得加工过程稳定,避免氧化膜的分解使得熔池吸氢、吸氧,减小了形成气孔、夹渣等缺陷的形成概率。激光清洗作为前置位加工,在深度方面的传递未造成下部组织和结构的明显改性,硬度值结果的稳定证明了激光清洗工艺是有效且可靠的。
未清洗6013T6/激光清洗6013T6热影响区硬度约为HV78/79.3875,焊缝硬度约为82.86/92.54。6013T6热影响区硬度略高于焊缝硬度。激光清洗后焊接接头硬度分布与不作焊前激光清洗预处理焊接接头硬度相比,硬度分布及数值未见明显减低,证明激光清洗未损伤焊接接头硬度性能。激光清洗作为前置位加工,在深度方面的传递未造成下部组织和结构的明显改性,硬度值结果的稳定证明了激光清洗工艺是有效且可靠的。
2.3拉伸性能分析
图11是6013T6铝合金应力-应变曲线,未清洗6013T6/激光清洗6013T6铝合金的抗拉强度分别为163.24/225.85 MPa。气孔缺陷的存在会减少接头的受力面,在相同的载荷下,气孔缺陷较多的试样更容易发生断裂,获得较低的拉伸强度。激光清洗减少了焊缝中气孔的产生,获得良好的拉伸性能,提高了焊接接头质量。
3.总结
6013T6铝合金焊前进行激光清洗减少了焊接过程中氢的来源,焊缝飞溅、塌陷等缺陷有所减少,有效改善了铝合金焊缝表面成形质量。观察焊缝金相试样微观组织,焊前激光清洗使熔池凝固过程中散热更均匀,焊缝组织明显细化,未造成组织转变影响使用性能。
进行硬度检测和拉伸试验,对未清洗和清洗的6013T6铝合金焊接结果进行对比,激光清洗实现了气孔缺陷的调控,激光清洗后铝合金焊接接头的平均硬度得到了一定提升,获得良好的拉伸性能,提高了焊接接头质量。
参考文献:
[1]郑津洋, 崔天成, 顾超华, 等. 高压氢气对6061铝合金力学性能的影响[J]. 高压物理学报, 2017,31(05):505-510.
[2] T. R P. An Overview of High-Performance Aircraft Structural Al Alloy-AA7085[J]. ActaMetallurgicaSinica (English Letters), 2015,28(7).
[3] Gürel Ç, Selcuk M. Recent Developments in Friction Stir Welding of Al-alloys[J]. Journal of Materials Engineering and Performance, 2014,23(6).
[4]熊金平, 赵艺阁, 周勇, 等. 铝合金表面氧化膜去除方法研究进展[J]. 电镀与精饰, 2013,35(11):15-19.
[5] 张陈. 激光清洗青铜类文物试验研究[D]. 中北大学, 2015.
[6] Zeng X, Qin W, Li J, et al. Research on mechanism and process of paint removal with pulsed fiber laser[J]. Matec Webof Conferences, 2018,189.
[7]Li X, Huang T, Chong A W, et al. Laser cleaning of steel structure surface for paint removal and repaint adhesion[J]. 光電工程, 2017(第3期):340-344.
[8]Guo S, Si R, Dai Q, et al. A critical review of corrosion development and rust removal techniques on the structural/environmental performance of corroded steel bridges[J]. Journal of Cleaner Production, 2019,233.
[9] Wang Z, Zeng X, Huang W. Parameters and surface performance of laser removal of rust layer on A3 steel[J]. Surface & Coatings Technology, 2003,166(1).
[10] Vishnu N, Ramesh K S, Deepak M. Laser cleaning for rust removal on mild steel: An experimental study on surface characteristics[J]. MATEC Web of Conferences, 2018,221.
[11]Wang Z, Zeng X, Huang W. Parameters and surface performance of laser removal of rust layer on A3 steel[J]. Surface & Coatings Technology, 2003,166(1).
[12]解宇飞, 刘洪伟, 胡永祥. 船舶板材激光除锈工艺参数确定方法研究[J]. 中国激光, 2016,43(04):109-116.
[13]Lu Y, Yang L, Wang Y, et al. Paint Removal on the 5A06 Aluminum Alloy Using a Continuous Wave Fiber Laser[J]. Coatings, 2019,9(8).
[14]刘洪伟, 周毅鸣. 船用板材激光除锈应用技术[J]. 造船技术, 2016(06):87-93.
致谢:感谢佛山市核心技术攻关项目(1920001000409)对本研究的支持。
猜你喜欢
天津农业科学(2022年6期)2022-07-19
健康体检与管理(2022年4期)2022-05-13
速读·中旬(2021年10期)2021-10-14
东方教育(2018年3期)2018-03-30
科技创新与应用(2017年34期)2017-12-12
科技资讯(2017年24期)2017-09-15
中国高新技术企业(2016年32期)2016-12-27
艺术科技(2016年9期)2016-11-18
科学与财富(2016年28期)2016-10-14
哈尔滨理工大学学报(2015年5期)2016-01-19