
锌焙砂输送设备改造提升与应用
2021-01-24 07:57牛明光周玉林赵江海
世界有色金属 2020年21期
牛明光,周玉林,赵江海
(河南豫光锌业有限公司,河南 济源 454650)
河南豫光锌业有限公司焙烧工序利用气化喷射泵输送焙砂,依靠压缩空气推动研磨后的焙砂颗粒粉状物完成输送。此种输送方式具有:①结构简单,运行可靠;②输送量大,满足大输送量的要求;③操作简单,自动控制适合工程实际需要;④全密封、无污染输送,满足环保要求;⑤经济合理,综合造价低;⑥维修和人力成本低等优点。但在长期使用过程中发现其存在一系列常见的故障。
1 管道输送影响因素
焙砂输送原理:气化喷射泵是一种将射流技术和流态化技术相结合的新型气力输送设备,当焙砂进入泵体仓满后,经过气化使物料形成流态化状态,顺利进入混合室;与此同时压缩空气经射流喷咀高速喷出,与流态状的焙砂充分混合,高速气流带动物料经过拉法尔管,将压缩空气的动能转化为动能,同时再次使空气和焙砂混合,提高焙砂的速度,使其沿输送管道运动前进,达到焙砂输送的目的。
1.1 影响焙砂颗粒初始速度的因素
根据力学定律:F=ma(m质量,a加速度)。
加速度a取决与压缩空气瞬间释放时所产生的爆发力F及焙砂颗粒质量m。
假设在压缩空气压强P一定的情况下,m=ρv,F=PS,则有PS=ρva,V=PSt/ρv。
S为焙砂释放时绝对压力所承受的表面积,ρ为焙砂密度,v为焙砂颗粒体积,V为焙砂颗粒速度。当焙砂颗粒的密度ρ一定,则焙砂颗粒的颗粒的初始速度V与焙砂颗粒体积v成反比的。
1.2 影响焙砂颗粒输送距离的因素
1.2.1 直管道中影响焙砂颗粒输送距离的因素
假设焙砂颗粒在获得初始速度后沿着初始速度管道方向运动,则焙砂在输送过程中将会受到管道摩擦阻力、空气阻力、自身重力的影响,焙砂输送距离主要取决于自身质量及初始压力。
1.2.2 弯曲管道对焙砂颗粒输送距离的影响
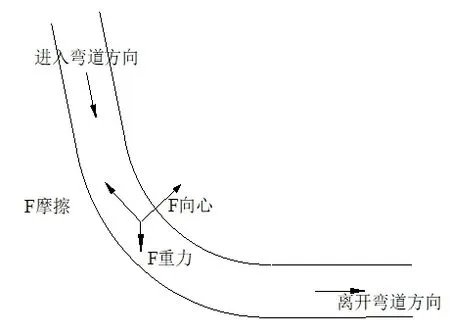
图1 焙砂颗粒进入弯道示意图
在弯曲管道中焙砂颗粒的行进方向会随着管道的方向进行改变,焙砂颗粒运动方向的每一次改变均会由管道提供产生向心力F向,均会对焙砂管道产生一次撞击,每次撞击过程中焙砂颗粒均会损失一定的动能,输送的距离均在不断缩短。根据F向=mv2/R,向心力与质量和速度的平方成正比,与管道曲率半径成反比,同时由于焙砂管道受到焙砂颗粒冲击,造成管道磨损寿命降低。
2 焙砂输送设备经常出现的故障
(1)锌焙砂输送依靠压缩空气提供动力,但因为空压机站距离气化喷射泵距离较远,且空压站兼顾给其余设备供气,所以造成气源压力不稳定且经常出现压力偏低管道堵塞。
(2)锌焙砂采用气体输送由于摩擦力大,造成气化喷射泵的泵体和输送管道快速被磨损,设备维修和运行成本居高不下,且影响系统联系稳定运行。
(3)气化喷射泵内部雾化管由于吹扫孔角度不合理且材质不耐磨,易造成气化泵的泵体被偏吹、雾化管断裂。
(4)焙砂输送管道弯头由于焙砂颗粒运行方向改变,造成弯头外圆摩擦加剧,常常最先穿孔。
3 通过技术改造造,降低设备故障率
3.1 针对管道堵塞现象的改造
(1)调整球磨机内部钢球比例:按照(30-50)mm:60mm:(70-80)mm:100mm=2:2:3:3的质量比例进行填充,保证球磨机研磨后焙砂的粒度200目比例大于70%,降低焙砂颗粒对输送设备和管道的磨损率。
(2)增加储气罐:在气化喷射泵进口气源处安装储气罐,储气罐尺寸10m3,保证气源压力稳定、摩擦量适中,并能对气源中所含油水等起到一定的分离作用,保证气源干燥、清洁,避免焙砂进入水分而造成凝结现象。通过实验确定设定气源压力由0.5Ma提升为0.6MPa(±0.05),可保证焙砂在输送过程中输送稳定。
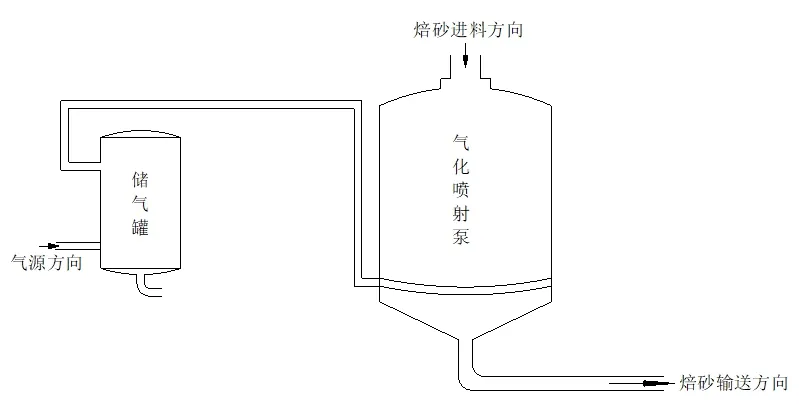
图2 输送焙砂设备内部构造图
(3)将操作过程改为自动操作,操作程序流程如下:

图3 输送设备自动操作的流程图
仓满信号由时间继电器控制,控制下料时间保持在40秒,可降低人工操作过程中由于人员疏忽导致下料时间过长而造成泵体内下料量过大,管道输送时间过长产生的管道堵塞风险。
3.2 泵体内部改造
3.2.1 气化喷射泵泵体内衬耐磨陶瓷贴片
泵体内壁增加5×5×2mm陶瓷贴片,避免焙砂颗粒与泵体的直接接触,且利用陶瓷的耐磨性,延长泵体的使用寿命。
3.2.2 改造雾化管材质、安装角度和吹扫口角度
选择310S不锈钢管道代替普通材质雾化管,保证雾化管安装角度与泵体锥面平行,气体吹扫方向均指向泵体中央,进一步延长泵体的使用寿命。
3.3 输送管道的改造
3.3.1 尽量使用直管道且增加曲率半径
对于无法避免的弯曲管路在弯道处尽量使用大角度的弯头,弯头曲率半径由2000mm变为4000mm。
3.3.2 选用内衬陶瓷(AL2O3)和铸石弯头
将原无缝厚壁管道更换为钢衬陶瓷(陶瓷层厚度5mm)耐磨管道,同时选用铸石弯头(铸石层厚度17mm),直管道使用寿命由8~10月提高到3年,弯头由6~8个月提高到3年。
4 结语
通过稳定气源和选用适合工况的压缩空气,选用耐磨陶瓷管道和铸石弯头,优化雾化管选材和吹扫角度,河南豫光锌业公司焙砂输送设备使用寿命大幅度提升,设备有效运行时间显著提高,设备年维修和消耗成本显著降低,据统计年节约费用60万元/年。
猜你喜欢
可再生能源(2022年6期)2022-06-22
云南化工(2022年1期)2022-03-08
汽车实用技术(2022年4期)2022-03-07
一重技术(2021年5期)2022-01-18
煤气与热力(2021年5期)2021-07-22
诗林(2019年6期)2019-11-14
专用汽车(2018年10期)2018-11-02
中国绿色画报(2017年8期)2017-09-01
汽车维护与修理(2017年18期)2017-02-07
知识就是力量(2016年6期)2016-05-31
