高强度大伸率铝包钢线生产工艺研究
2021-01-25 15:06
世界有色金属 2020年20期
(江苏亨通电力智网科技有限公司,江苏 苏州 215000)
铝包钢产品经过二十多年的发展,随着生产工艺的日渐成熟对于铝包钢单丝的机械性能要求也有了较大的提高。铝包钢作为光纤复合架空地线的防护缆,铝包钢芯铝绞线的加强芯,架空导线的承力线,其重量轻、载流量大、弧垂小、电力损耗少、且防腐性能好、使用寿命长、结构简单、架设和维护方便、传输容量大。能够适用于多种电压等级的输电线路,也可以适应沿海、工业污染等环境较为恶劣的区域,起到防雷防腐的作用[1]。目前国际市场对铝包钢线的要求越来越高,我国行业内也于2019年7月《中国电器工业协会标准》提出高强度大伸率铝包钢线性能要求。为满足此类高强度单丝的正常生产,我们采用低温时效提高强度的方法对φ5.25mm包覆杆拉制的φ2.45mm铝包钢单线进行低温时效实验,通过大量实验,已经基本掌握了铝包钢低温时效工艺[2]。
1 生产方案及制备结果
(1)方案1
在不考虑附加工艺的前提下,优先考虑一次生产。以5.1mm高强度钢丝作为优先材料,生产2.45mm的铝包钢单丝其面缩率在82.46%,在拉制过程中会产生大量的热量使钢丝产生脆性导致在拉拔过程中铝包钢线脆断,且面缩率越大对于钢丝的索氏体化率要求也更高。
结合生产难度提出一种能够大幅提高大面缩率铝包钢拉丝合格率的生产方法。
铝包钢拉丝用到的模具包括压力模和拉丝模,普通铝包钢拉丝使用的压力模通常为一段式硬质合金镶嵌在压力模导管内以保证工作区压力的稳定,但是其余部分直接与铝包钢线接触在高温高压的情况下容易产生变形包括出口处更容易磨损。基于此结合大面缩率铝包钢线生产的难度,我们把压力模分成三段式分为入口区、稳压区、出口区,将整个压力模导管内全部镶嵌硬质合金形成合金压力模,加长了压力模工作区的同时增强了模具的耐磨性能够长时间,高速度的进行稳定的生产。
对拉丝粉进行研究,发现纯钙基拉丝粉能够较好的适应大压缩比拉丝能够满足本次试制要求。同时我们也针对拉丝配模进行了改进,传统配模通常按照第一道较小,第二道最大后逐道递减的方式进行配模(见表1),而本次则是第一道较小,后7道等面缩率的方式进行配模(见表2)。
从上表中可以看出,由于包覆杆规格的增大材料硬度等因素的影响我们将压力模相应的放大使保证包覆杆能够顺利通过模具进入到拉丝过程。事实证明压力模放大不仅能够使材料更容易通过模具且附粉效果更好。
制备与分析:
为减少材料脆断的可能性,模具冷却水温度控制在30℃左右,拉丝速度控制在3.0m/s~3.5m/s,使铝包钢线有更多的时间冷却同时拉丝粉的温度提升也能得到一定的缓解以此保证铝包钢拉丝的连续生产。试验用13卷钢丝盘条一次合格率为80%,共2300km铝包钢线投入绞线后断线26次(客户对产品有特殊要求所以未经过筛选)。
此方案生产铝包钢线时位错密度不断增加,对铝包钢线的应力产生了极大的消耗,使得其抗拉强度能够达到1780Mpa~1800Mpa,断时伸长率在1.2%~1.5%,断后伸长率为0.2%~0.6%,扭转24~30圈。
(2)方案2
使用5.25mm材料我们在配模以及拉丝粉方面未做更改,只是将上述所述的合金压力模继承。后期通过我们大量的实验证明此种三段式合金压力模可以做到稳定恒压,但是由于长期连续高速生产会使其内部压力变大。铝包钢作为一种双金属复合材料在拉制过程中需要做到双金属同步变形才能形成生产导地线、防雷线所需的铝包钢线,在双金属同步变形的过程中依旧有受力顺序,20%IACS材料铝层较双金属受力几乎是同步的。而30%甚至40%导电率的铝包钢线钢铝比重达到3.8:6.2,双金属受力出现时间差,铝层受力时间更长导致了铝包钢线本身出现竹节状使得压力模导管内压力出现变化生产过程反而不顺利。所以合金压力模的使用只适合于低导电率材料的生产。

表1 铝包钢拉丝配模数据递减

表2 铝包钢拉丝配模等面缩率方式
此种方式生产成材率相对更高,但是铝包钢线的力学性能无法满足,理论计算强度最高为1630Mpa左右。为使产品性能尽量靠近上限,我们将拉丝速度尽量提高,冷却循环水流量减小,将拉制温度控制在180℃左右得到的产品强度接近理论值在1630Mpa~1650Mpa,断时伸长率在1.3%~1.5%,但是铝包钢在高温下拉制必定带来钢丝产生脆性特别是在伸长率低的情况下更加增加了断线的风险。
高强度大伸率铝包钢线需同时满足抗拉强度和伸长率的要求,所以我们需要对产品进行二次处理使其达到我们所需要的性能。
高碳钢在经过冷拉后抗拉强度大幅提高,塑性大幅降低,为了得到更好的综合力学性能需经过一定温度的回火处理。铝包钢线抗拉强度主要有钢芯提供,在经过拉丝的强制拉拔后与高碳钢冷拉后的状态相近,高碳钢回火须450℃左右,而铝包钢线因为铝的存在导致其回火温度不能过高。我们从140℃至260℃分别做了多次时效实验,分别在160℃,240℃两个温度下对加温时间进行控制得到的铝包钢线的力学性能达到最优,实验结果如下图。
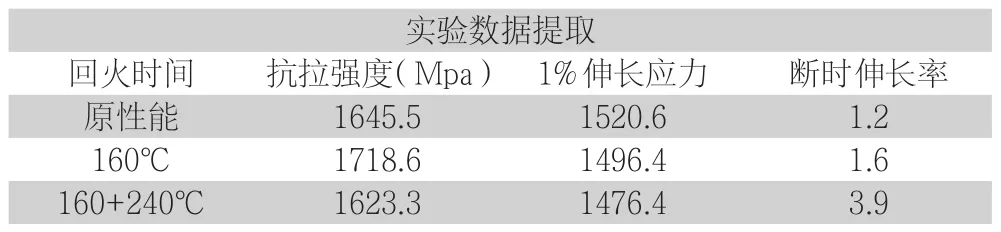
表3 铝包钢线的力学性能数据提取
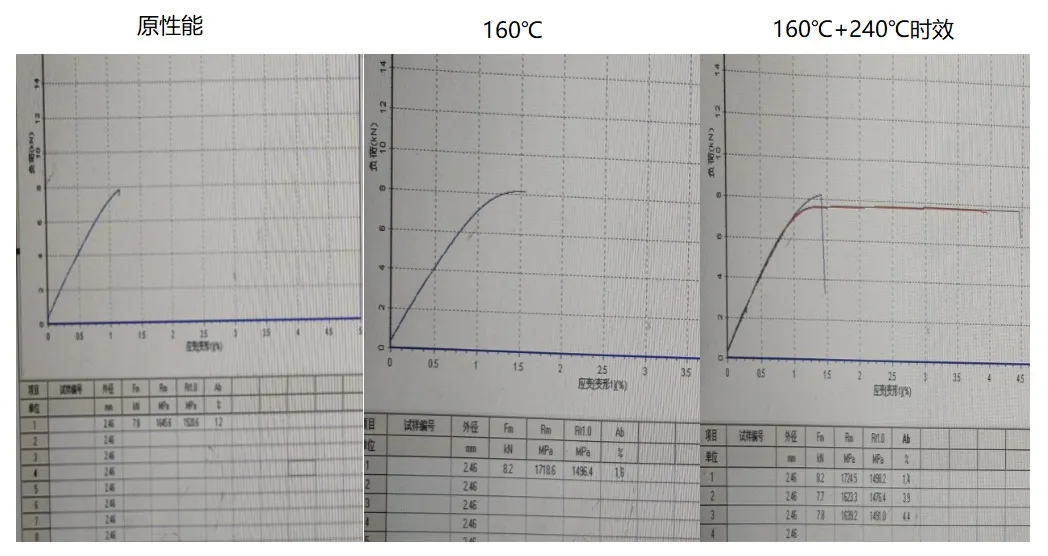
图1 铝包钢先在不同温度下的机械性能
铝包钢线在160℃的温度下进行回火,铝包钢线主要在抗拉强度方面提升较大,在低温回火1小时左右抗拉强度达到最高值,继续加温对抗拉强度影响程度较小,因此怀疑变形时的形变储能释放完全,当压缩率达到一定值时,位错密度的减少对强度的削弱和ε-碳化物在铁素体基体表面析出的强化作用达到平衡。在240℃的温度下进行回火,主要性能提升在伸长率方面而抗拉强度则出现下降趋势,同样在回火1小时左右抗拉强度不再下降,伸长率仍有增加趋势。此外,我们对不同规格不同线径铝包钢丝也做了相同实验,想要达到高强度铝包钢线、大伸长率铝包钢线、高强度大伸率铝包钢线的力学性能指标,都能够使用低温回火的方式进行性能改善。
另外,我们对方案一提到的生产方法生产出来的2.45mm铝包钢线同样进行了低温回火实验,不同温度对产品的抗拉性能提升已经不明显,而当温度达到280℃~300℃,时间在半小时左右其抗拉强度开始下降,伸长率开始增长。基本可以判断,当铝包钢拉丝面缩率达到80%左右为平衡值,低于该平衡值时铝包钢线的抗拉强度有提升空间,当面缩率大于该值时抗拉强度已无提升空间但是伸长率在低温回火状态下都能够得到提升。
2 结语
通过实验、分析和统计验证了理论猜想,并的出以下结论。
(1)铝包钢线通过低温回火的方式能够进一步改善铝包钢线的力学性能,可以通过实际回火实验得出大致的回火温度以及回火时间,以便于后期批量生产。
(2)铝包钢线在极限面缩率下生产可以通过模具改进,拉丝粉、压力模配合,工装及生产方法的优化等方面进行技改使得产品质量以及生产效率大大提升。
(3)根据20%IACS铝包钢线低温回火实验数据可以将低温回火工艺参数基本确定,便于后期工艺管理,也可以为其他规格铝包钢线或者其他金属材料性能提升提供合理方案。
(4)铝包钢线面缩率在80%时是一个平衡值,总压缩率大于平衡值后产品的抗拉强度已无提升空间,总压缩率小于平衡值时产品的抗拉强度能够得到一定的提升。而此平衡值对于伸长率基本无影响。
通过合理的方式有效提高铝包钢线力学性能,从而提高光缆及导地线产品的综合性能,有效改善产品质量,提高产品使用寿命,提前规避铝包钢产品因单项性能不合格产生的质量问题,对于铝包钢行业的工艺完善也有很好的促进作用。
猜你喜欢
金属世界(2022年3期)2022-05-30
建材发展导向(2021年12期)2021-07-22
光学仪器(2020年5期)2020-12-08
科技资讯(2019年3期)2019-04-25
——包钢
中国火炬(2017年8期)2017-11-23
中国火炬(2017年1期)2017-11-23
世界家苑(2017年11期)2017-11-01
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
中国火炬(2015年2期)2015-07-25