
细长轴数控车削加工质量分析研究*
2021-03-18 06:41毛洪辉
机械工程与自动化 2021年1期
庄 燕,马 丽,毛洪辉
(九州职业技术学院,江苏 徐州 221116)
0 引言
细长轴的车削一直是车削加工领域的难题,由于细长轴在车削过程中面临“振动”、“弯曲变形大”、“刀具磨损严重”、“尺寸精度差”等问题,因此寻找快速高效的解决方法成为细长轴车削领域的研究热点。目前已有不少学者致力于解决细长轴的加工问题。李康等[1]重点分析了振动对细长轴加工的影响,针对性地研制了数控车床自制跟刀架,通过自制跟刀架和超声振动车削技术的结合,在小直径细长轴的车削中取得了良好的效果。林翠等[2]分析了铝合金加工质量的影响因素。董旭等[3]分析了细长轴的加工工艺并利用有限元分析其振动特性。陈胜金等[4]重点分析了切削力对细长轴加工的影响,实时监测跟刀架跟随车刀加工的过程,以减少切削力对细长轴的加工影响。韦建军[5]重点分析了切削三要素对细长轴加工的影响,通过分析细长轴加工时车削力引起的变形,建立背吃刀量与变形的数学模型,利用数控宏程序实时调整背吃刀量,从而有效控制了由于车削变形引起的加工误差。本文通过均匀试验设计方法研究影响细长轴加工质量的因素。
1 试验条件
试验在两台数控车床上进行,分别为济南机床厂CK6140e车床和沈阳机床厂CK6140车床,系统均为FANUC-0iT。测量两车床导轨直线度,济南机床厂的内侧导轨直线度为0.01 mm、外侧导轨为0.015,沈阳机床厂的内侧导轨直线度为0 mm、外侧导轨直线度为0.005 mm,测量长度范围均为600 mm。测量两机床的主轴圆跳动,济南机床厂的为0.2 mm,沈阳机床厂的为0.01 mm。
工件材料为45钢,工件尺寸为Φ30 mm×600 mm,采用一夹一顶的装夹方法。试验刀具选择两把,主偏角分别为30°和60°。细长轴加工及试验主要用仪器分别如图1和图2所示。

图1 细长轴加工
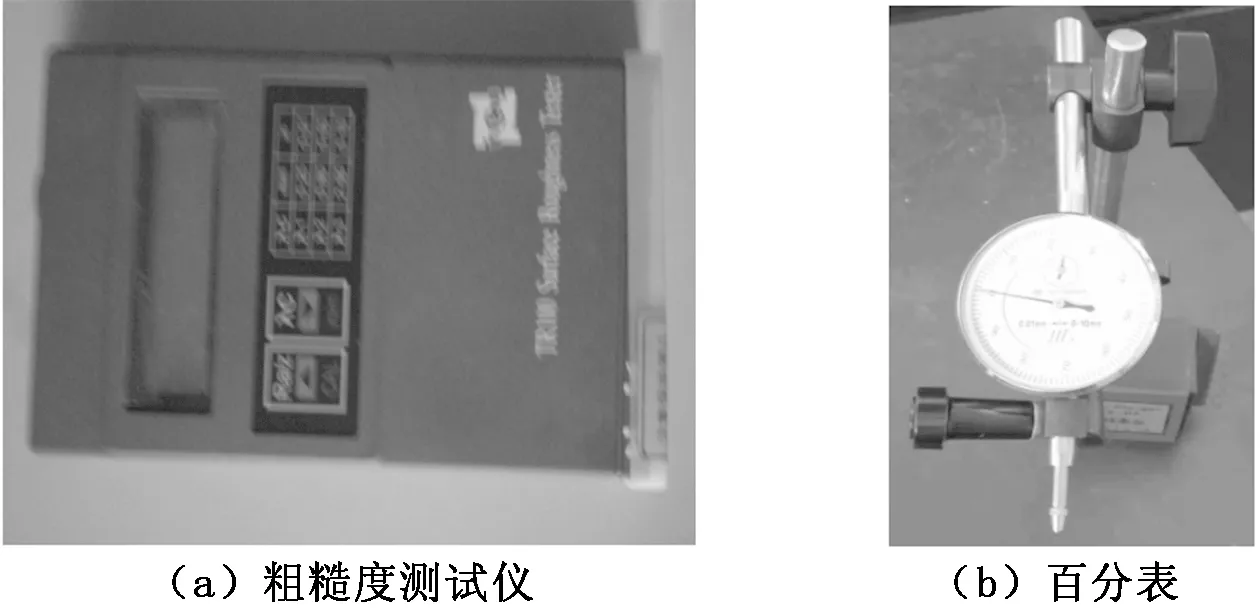
图2 试验主要用仪器
2 加工质量分析
2.1 均匀试验
均匀试验设计是只需要考虑试验点在试验范围内平均分布的一种试验设计方法,因此可大大降低试验次数[6]。均匀设计表适用于等水平试验,但是具体试验中很难保证不同因素的水平数相等,直接利用就会有困难,为适应实际情况,可采用混合水平设计,混合水平灵活性比较大[7]。根据试验条件,选取粗糙度为影响细长轴加工质量的目标因素,选取切削用量三要素、切削刀具主偏角、机床精度作为影响因素,所选参数各试验因素水平如表1所示。按照U12(123×22)设计一混合水平方案,考查切削用量三要素、刀具及机床精度对细长轴加工质量的影响。试验结果如表2所示。
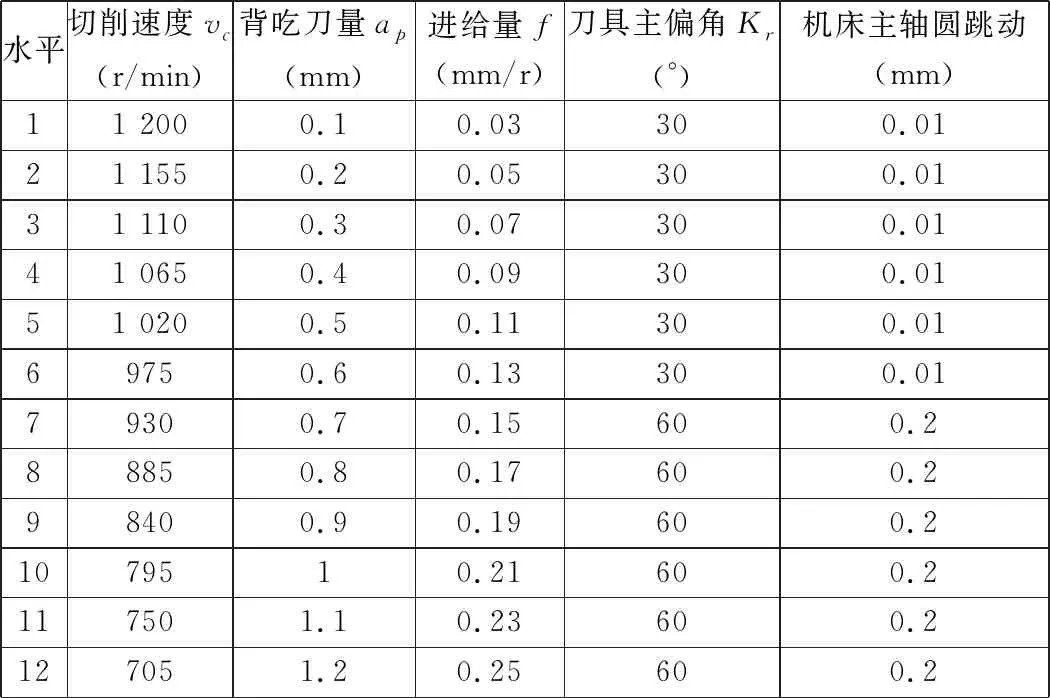
表1 所选参数各试验因素水平

表2 试验结果
2.2 试验分析
Minitab软件具有体积小巧、设计合理、简单易学的特点,且具有强大的数据处理功能,本文应用Minitab软件进行数据分析。设研究对象为粗糙度y,研究目标切削速度、背吃刀量、进给量、刀具角度、机床主轴圆跳动分别为x1、x2、x3、x4、x5。对上述数据进行一阶和二阶分析,分析结果如表3和表4所示,其中S为回归模型误差的标准方差,R-sq为回归模型误差占总误差的百分比,数值越大,表明回归模型与数据吻合的越好。

表3 数据一阶分析模型汇总

表4 数据二阶分析模型汇总
通过表3和表4可知,数据一阶分析R-sq小于二阶分析的,可得出一阶分析的模型拟合度较差,不选用这个模型。二阶分析的模型R-sq=99.86%,接近于1,可得出二阶分析的模型拟合度较好,且R-sq与R-sq(调整)非常接近,模型可靠性较高。
经过Minitab二阶分析得到的回归方程为:
y=41.2-0.032 1x1+39.93x2-117.1x3-0.352 5x4-31.57x5+0.000 018x12-7.30x22+314.2x33-0.028 36x1x2+0.036 8x1x3.
表5为二阶分析方差分析。基于表5回归方程的方差分析,然后通过查询F分布分位数表的临界值可得F0.1(10,1)=60.19,F检验的值为71.96>F0.1(10,1),因此回归方程显著性很高。由P值可知,各因素重要性依次为:刀具>背吃刀量>机床精度>进给量>切削速度。从回归方程可以看出要使得加工质量Ra小,则因素切削速度要大、背吃刀量要小、进给量要大、刀具角度要大、机床主轴精度要高。
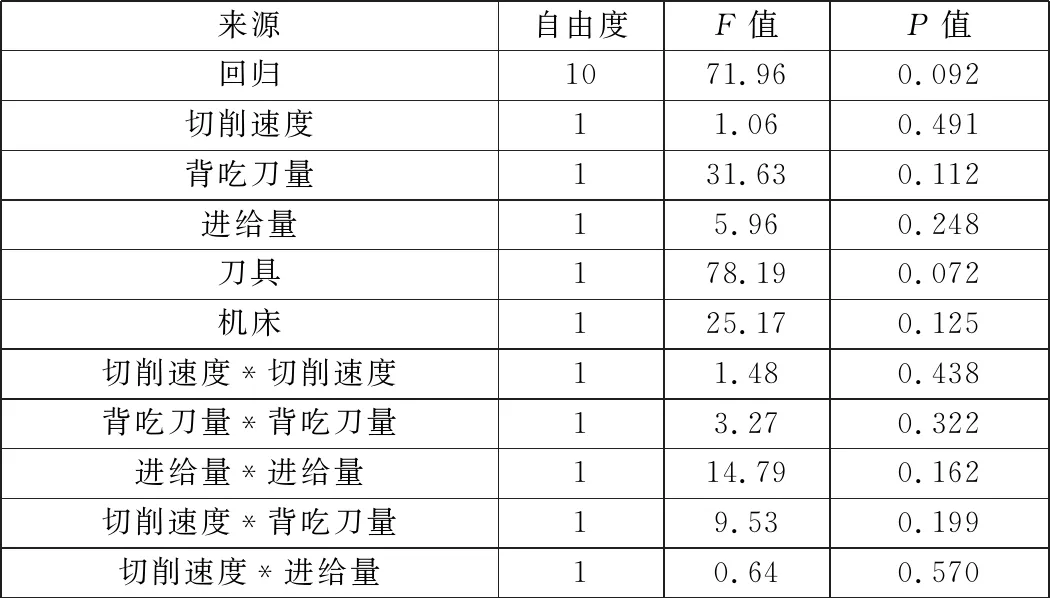
表5 二阶分析方差分析
3 结束语
通过均匀试验,有效减少了试验次数,试验得到影响细长轴加工粗糙度的因素:刀具影响程度最大,切削速度影响程度最小。应用Minitab软件可以给数据分析带来方便。在本试验的分析中,可以看到回归方程的拟合程度是比较好的,但方程对应的系数的显著性不是很明显。经过近一步的试验,增加试验数据,可提高各系数的显著性,提高加工质量。
猜你喜欢
机床与液压(2022年4期)2022-09-21
金属加工(冷加工)(2022年4期)2022-06-21
北京航空航天大学学报(2021年7期)2021-08-13
应用数学(2020年2期)2020-06-24
数学物理学报(2018年6期)2019-01-28
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年9期)2017-11-27
