
CRTS Ⅲ型板式无砟轨道浇筑与拼接技术
2021-03-22 09:43蒋继显
北方建筑 2021年1期
蒋 继 显
(中铁十六局集团路桥工程有限公司,北京 101500)
高速铁路建设领域普遍使用CRTS Ⅲ型板式无砟轨道,其应用效果易受到混凝土施工质量的影响,需通过合理的方式做好轨道板混凝土的浇筑作业。通过现场试验的途径可掌握自密实混凝土的工程性能,根据施工质量要求确定合适的配比,从而提出一套标准化的应用流程,切实提高混凝土施工质量,以便创造高品质的CRTS Ⅲ型无砟轨道。
1 项目简介
某高速铁路段起讫里程DK296+809.445 ~DK319+139.54,总长度22.354 km,沿线建设内容包含8 段路基共3.231 km(含博罗北站1 座),8 座桥梁共18.82 km,1 座隧道0.279 km,7 座涵洞186.82横延米。铁路建设使用CRTS Ⅲ型板无砟轨道,其涉及到的工序较多且工作量较大,包含制造、运输、安装、调试等,各环节的施工质量都应得到保障[1]。
2 自密实混凝土工艺性揭板试验
取24 块板,组织线下工艺性揭板试验,根据各自密实混凝土的质量情况合理调整配合比,直至得到满足质量要求的配比为止。主要内容如下。
1)2020 年7 月19 日,根据配比制作试样,组织首次灌板试验。
检测工艺:环境温度28 ℃,混凝土入模温度29℃,坍落扩展度650 mm×650 mm,扩展时间T500为3.53 s,含气量6.2%,期间未发生泌水现象。
揭板描述:表面分布较多气泡,相比之下以观察口附近较为明显,该处气泡聚集现象明显,板面局部区域起皮。
成因分析:生产所得的混凝土缺乏足够的包裹性,导致观察孔周边存在较明显的泌水现象,浆层厚度偏大。
改进措施:提高砂率,同时降低减水率和混凝土扩展度。
2)于同年7 月19 日—7 月25 日灌板5 块,从实际结果来看混凝土表面气泡依然存在,尚未满足质量要求,见图1。鉴于此,适度调整消泡剂的用量,通过此方式减少气泡量。

图1 揭板效果
3)经前述阶段的灌板试验与分析后,于7 月27 日灌注第7 块板,此时在既有基础上对消泡剂的用量作出了调整。
检测工艺:环境温度24 ℃,混凝土入模温度29℃,坍落扩展度640 mm×650 mm,扩展时间T500为3.96 s,含气量8.0%,期间未发生泌水现象。
揭板描述:相比于前期揭板效果而言,此处得到有效的改善,但局部依然可见少量气泡。
成因分析:生产所得的混凝土缺乏足够的包裹性。
改进措施:在原有基础上提高混凝土含气量;优化减水剂用量,通过此举适度减少保坍组分。
根据上述情况,经配合比调整后,于7 月27日—8 月5 日期间内再次灌注5 块板,可见此时混凝土表面气泡数量较前期大幅度减少,但松软发泡层依然存在,相比于使用要求而言依然存在差距,见图2。
4)8 月31 日,组织第13 块直线板的灌注。
检测工艺:环境温度28 ℃,混凝土入模温度29.5 ℃,坍落扩展度670 mm×660 mm,扩展时间T500为4.11 s,含气量8.0%,期间未发生泌水现象。

图2 调整后效果
揭板描述:自密实混凝土表观质量良好,密实度有所提升且满足要求,仅存在微量的工艺性气泡,未见泡沫层与浮浆,混凝土各处的色泽状态良好且分布均匀。
于8 月15 日再次灌注1 块板,但从所得结果来看,混凝土表面依然有少量气泡存在。对此进一步调整外加剂组分,以期最大限度减少气泡含量。
5)于8 月18 日组织试验,利用改进后的配比展开,灌板1 块。
检测工艺:环境温度28 ℃,混凝土入模温度28.5 ℃,坍落扩展度670 mm×670 mm,扩展时间T500为5.11 s,含气量8.0%,期间未发生泌水现象。
揭板描述:于次日揭板,发现自密实混凝土的表观质量良好,未见工艺性气泡和泡沫层,无浮浆现象,色泽较好且分布较均匀。
总体来看,8 月25 日的灌板质量最为良好,为进一步检验该配比的可行性,在8 月21 日—8 月23 日连续灌板9 块,对各自的质量情况展开多方面的分析。
揭板描述:从揭板结果来看,自密实混凝土的表观质量较为良好,各部分的密实度有所提高且均满足要求,无工艺性气泡和泡沫层,色泽均匀,达到质量要求。
3 自密实混凝土施工期间的注意事项
自2020 年7 月19 日起组织试验,直至8 月23日共完成24 块揭板试验。期间自密实混凝土的质量情况欠佳,存在工艺性气泡等问题,因此在既有配比的基础上作出持续性调整,最终制得满足质量要求的自密实混凝土。关于具体的理论配合比见表1。
1)严把材料质量关。自密实混凝土工程性能与各类原材料的质量息息相关,骨料的针片状含量应符合要求,不可选择早强水泥,粉煤灰的质量应达到《用于水泥和混凝土中的粉煤灰》GB/T 1596—2017 中的F 类I 级要求,所用的各类掺和料质量都要足够稳定。
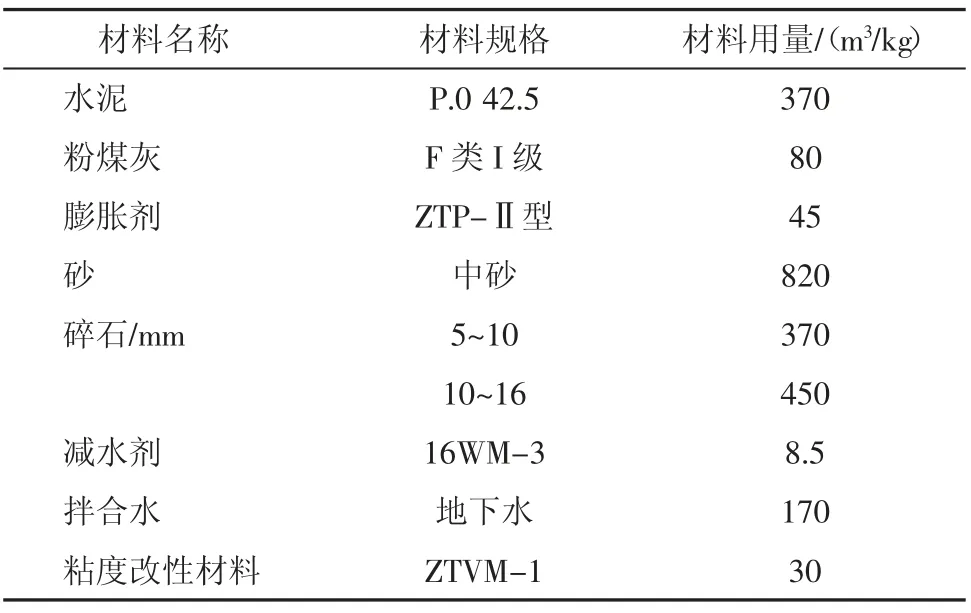
表1 自密实混凝土理论配合比
2)合理生产自密实混凝土。按照特定的配比精准称量物料,给予充分的搅拌,从而生产出高性能的自密实混凝土。拌合物应具有较好的流动性,但不可出现流动性过高的情况,否则易对拌合物的质量造成不良影响,使其发生分层、离析现象。通过对灌板试验结果的分析可知,自密实混凝土的扩展度在不同施工段的控制要求具有差异性,直线段以680 mm~700 mm 为宜,曲线段应增加至700 mm~720 mm。
3)加强对温度的控制。自密实混凝土施工效果受温度的影响较大,其对于温度较为敏感,主要考虑的是混凝土的入模温度,夏季宜<40 ℃且最为合适的是30℃,此条件下的自密实混凝土应用效果显著。此外,夏季灌注时应选择傍晚等低温时段,此时的坍落度损失相对较小,可更好地保证施工质量。
4 轨道板精调
精调步骤如图3 所示。

图3 轨道精调
1)采用自主研发改进的精调爪,四角安装就位后控制智能精调机进行第1 块轨道板的定位调整。
2)轨道板精调机器人包含测量系统与精调机两部分,通过无线数据链路连接成一套完整的系统。测量系统包括全站仪、棱镜、测量软件等部分;2台精调机器人硬件结构相同,软件不同。
通过将线路及布板参数导入精调机中,智能精调机可根据不同规格的轨道板,自动调整精调器与精调爪之间的位置,在对正后自动降下精调器,套上精调爪的螺杆,伺服电机驱动的精调器会根据轨道板误差数据精确转动螺杆,实现轨道板的高程方向、中线方向位移。精调器的动作量、速度、扭矩都根据控制器的指令设定,动作精度<0.1 mm,调整精度高于人工。完成轨道板中间的弯曲精调后,调板人员进行复测工作,保证轨道板高度与位置达到设计要求。
3)整体测量。完成轨道板精调作业后,调板人员要测量1 次所有棱镜的数据,计算存在的偏差并以此作为再次调整的参考。如果在整体测量棱镜的过程中发生了超限情况,应先考虑消除超限,再对存在超限问题的棱镜或全部棱镜进行重新测量。如果只是某1 个点需要调整或者调整量较小时,可以只重新测量该点。若出现多处调整,调板人员必须重新进行整体测量。
5 轨道板底压紧、润湿与封边
5.1 轨道板压紧
为保证施工质量,避免轨道板出现上浮问题,要及时开展轨道板压紧作业。在轨道板上安装6 个封边压紧装置,并在轨道板两头板端设置一字型端部固定装置,每一端设置1 个;再进行轨道板侧边压紧,保证压紧装置的锚杆与板边距离合理,将这个距离控制在8.5 cm~12 cm 范围内,并在纵向方向上将其与精调装置的距离控制在20 cm;最后搭接压紧装置,保证搭接长度>3 cm。
5.2 轨道板底板腔润湿
在正式开始轨道板粗铺前应该做好准备工作,充分润湿轨道板底面与底座板面。为保证灌浆作业的质量,工作人员应在施工前30 min 做好轨道板的预湿作业,保证轨道板彻底湿润但又不存在积水痕迹。若轨道板存在积水可利用强力风枪吹干,若轨道板润湿不充分则可以开展二次润湿。
5.3 轨道板封边
1)对轨道板纵向进行封边与设置排气孔,在纵向封边时要选择专用封边材料,采用∠70 mm×70 mm×5 mm 等边角钢组合作为封边材料。具体的纵向封边流程如下。
①保证灌板与专用封边材料配置合理,为每块待灌板配置2 段专用封边材料,专用封边材料的尺寸为宽10 cm,厚5 m;
②纵向封边每块轨道板底,选择尺寸合适的等边角钢,这里选择的是∠70 mm×70 mm 等边角钢,根据轨道板的长度来计算等边角钢的长度,长度为10.8 m,在角钢一侧进行打孔,孔距为5 cm,孔径为2 cm,主要是为了透气。利用螺丝来连接轨道板底部角钢与板顶位置的固定装置。根据轨道板四角位置来设置排气孔,合理选择连接材料,排气孔选择Φ2.5 cm 的圆钢管+软管连接,保证排气孔与轨道板低座板平行,并保持出浆口的灵活性,便利排水、排气[2]。
2)按照规范对轨道板横向封边。在横向封边时应选择合适的材料,采用厚度在2 mm~3 mm 的软塑性聚乙烯塑料膜,在软塑性聚乙烯塑料膜的内部按照分层的原则填充细河砂,保证轨道板板端窄缝封闭质量,同时也可以选择厚度为5 cm 的珍珠棉和无纺布作为封边材料,两者相互配合,保证横向封边效果。
5.4 线外模拟试验结论
经过线外模拟试验,获得的试验结论如下。
1)在进行轨道板粗铺时必须保证粗铺的相对精度,这样才能提高轨道板精调的效率;在充分润湿轨道板后才能进行粗铺与灌浆作业[3]。
2)在完成轨道板粗铺后方可开展轨道板精调作业,按照规范进行自线段精调与曲线段精调,处理好自线段与曲线段高程及设计高程的关系,尽可能避免灌板过程中因为板的重量而导致位移和砂浆上浮的情况出现。
3)及时安装轨道板压紧装置,避免压力过大导致轨道板的平面位置、高程与原设计值存在巨大偏差。自线段压紧需要两边同时压紧并保持对称,压紧力矩为200 N·m,而曲线段需要分边进行压紧,遵循“由低到高”的原则,压紧力矩为170 N·m。
6 结论
综上所述,高速铁路是我国交通体系的“重头戏”,我国的CRTS Ⅲ型板式无砟轨道成为推动高速铁路发展的关键,更是我国高速铁路实施“走出去”战略的重要支持。对此,应加强对CRTS Ⅲ型板式无砟轨道的质量控制,以合理的方式制得高品质的产品,从而为高速铁路发展助力。
猜你喜欢
铁路计算机应用(2022年8期)2022-09-06
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
空间科学学报(2020年6期)2020-07-21
建材发展导向(2020年6期)2020-07-13
空间科学学报(2020年6期)2020-01-08
环球时报(2019-12-05)2019-12-05
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
华东交通大学学报(2016年6期)2016-12-27
珠江水运(2016年4期)2016-04-01
