分离机主轴加工工艺与钻孔专用夹具设计
2021-04-01 09:42李小龙胡二乐
南方农机 2021年4期
李小龙,胡二乐
(1.运城职业技术学院机电工程系,山西 运城 044000;2.内蒙古纳顺装备工程(集团)有限公司,内蒙古呼 呼和浩特 010050)
随着智能制造技术的不断发展,传统机械加工行业面临着极大挑战,传统机械行业必须进行由粗加工向精加工和超精加工的转变,工艺规程的发展也应朝着智能制造方向靠拢,轴类零件作为机械设备中的关键零件,其加工精度直接影响设备的正常运行。由于分离机主轴零件具有轴类零件的大部分结构特性和技术特点,其工艺路线和钻孔夹具对轴类零件的加工具有通用性[1]。因此,文章以分离机主轴为研究对象,重点分析了该零件的技术要求、关键尺寸与几何公差、加工工艺路线制定以及钻孔专用夹具的设计,文章所提出的工艺流程和设计的钻孔夹具极大提高了零件的加工效率和精度,对轴类零件的加工具有一定的参考价值。
1 分离机主轴零件的技术要求
分离机主轴零件具有轴类零件的大部分特点,包含轴肩、中心孔、螺纹、退刀槽、越程槽、锥度等结构特点,如图1所示。该零件毛坯选用φ80mm×745mm 的圆棒料,材料为钢35CrMo,属于中合金调质结构钢,其中Cr含量为0.8%~1.1%,Mo 含量为0.15%~0.25%,具有良好的静力强度、冲击韧性和较高的疲劳强度,其化学成分如表1 所示,因此需根据其力学性能进行热处理工序安排与加工方案制订。
该零件属于车钻复合零件,总体尺寸为φ75mm×741mm,其中零件主要加工要素如下:车削锥面、M24x1.5LH-6H 内螺纹;φmm 外圆、φmm 外圆、φmm 外圆;钻削φ9mm 深8mm 盲孔和φ5mm 的通孔,要求两孔位置垂直;磨削锥面并进行光整加工,保证表面粗糙度为Ra0.4um,外圆跳动0.015mm;磨φmm 外圆、φ mm 外圆、φmm 外圆,保证外圆表面粗糙度为Ra0.8um,保证同轴度要求0.015mm。该零件以φmm 外圆、φmm 外圆为设计基准,在加工过程中要合理地进行基准转化,保证基准的统一性和互换性。综上所述,分离机主轴零件包含车削加工、钻削加工、磨削加工等多道工序,为了保证零件的加工质量,提高生产效率,必须对工艺进行优化研究,并设计钻孔工序的专用夹具[2]。

图1 分离机主轴零件图

表1 35CrMo 合金钢的化学成分 (单位:%)
2 分离机主轴零件加工工艺方案制订
2.1 确定加工方案及设备选用
分离机主轴零件图如图2 所示,根据表1 所示的零件技术要求和材料特性确定工艺方案:毛坯探伤检测,热处理方式为调质处理,磨削后磁力探伤检查,锥面涂色检验。根据图1 和图2 所示,零件加工方案选用车削加工,钻削加工、磨削加工等,最终确定零件的加工方案:车、钻、磨、检、热、探伤、钳。
根据确定的加工方案选择如下机床设备与刀具:
设备:普通车床(CDE6140A)、数控车床(CDK4083Si)、外圆磨床(M1332B)、立式钻床(Z5140)、磁力探伤机床。
刀具:90°车刀、45°车刀、中心钻、B5 切槽刀、φ22锥柄麻花钻、φ22.5 锥柄麻花钻、盲孔镗刀、Sandvik 系列数控车刀、φ9 直柄麻花钻、φ5 直柄麻花钻。

图2 分离机主轴零件图
2.2 拟定工艺路线
由于零件外圆、内孔的加工精度和表面粗糙度不同,加工方法也不同,根据零件的技术要求分析,参照机械制造工艺手册的规定,按照先加工基准,然后先粗后精、先面后孔的工艺基本原则,制订主轴零件的工艺路线[3]。主轴加工工艺路线如表2 所示。
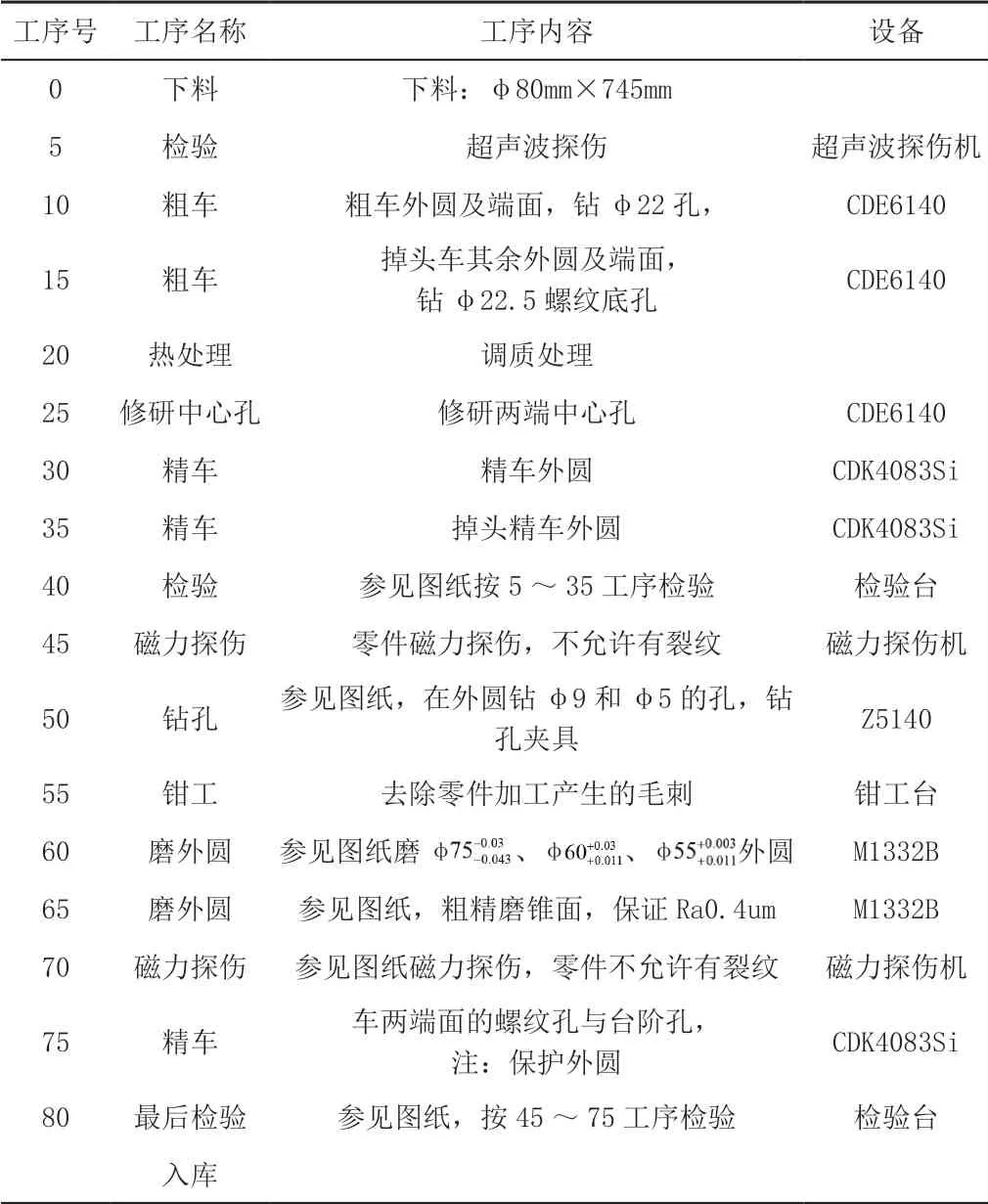
表2 主轴加工工艺路线
2.3 关键尺寸及几何公差加工
2.3.1 锥面加工
零件锥面的表面粗糙度为Ra0.4um,加工采用粗车→精车→粗磨削→精磨削的加工方法,通过两次磨削达到零件表面粗糙度要求。同时,精磨削锥面必须安排在所有磨削工艺的最后,80 工序精车端面螺纹时要保护锥面,防止表面磕碰或划伤。
2.3.2 M24x1.5-LH-6H 螺纹加工
主轴两端的M24x1.5 螺纹,是连接其他零件的主要部分,必须严格保证其6H 的精度。同时,零件需要磨外圆,保留中心孔结构,因此在粗车和精车加工工序中不能进行螺纹的加工,磨削加工完成后再进行螺纹的加工,这样可以保证零件加工过程中基准的一致性,从而满足零件的几何公差要求。在加工螺纹的过程中,为了保证螺纹的精度和表面质量,需要反复加工螺纹3 次,进刀量逐级减少,第1次进刀量0.8mm,最后1 次进刀量≤0.3mm,应用此加工方法加工出的螺纹可以满足图纸要求6H 精度和表面质量。
2.3.3 φ9 和φ5 孔加工
主轴零件φ9 孔为盲孔,φ5 孔为通孔,φ9 孔加工过程中,由于麻花钻钻削过程中,钻头刀刃区域产生高温,为了保护刀具和保证加工质量,需要开启冷却液,同时注意及时排屑,防止刀具断裂[4]。
3 钻孔夹具设计
钻孔夹具是用于钻床上的钻、扩、铰孔的机床夹具,包括定位装置、夹紧装置、导向机构和夹具体等部分。该零件属于大批量生产,为了提高生产效率,保证加工质量,提高企业产能,笔者利用企业现有的夹具配件设计装配了一套快速装卸的钻孔夹具,如图3 所示。该钻孔夹具结构简单,可以快速装夹零件,具有良好的通用性。钻孔夹具由12 部分构成,其中包括V 型块、滑动衬套、T 型螺栓、垫片、六角螺母、钻模板、平口螺钉、可换钻套为夹具的导向机构、快速夹钳机构、内六角螺钉、支撑板和夹紧压头,通过这几部分的配合完成主轴的定位夹紧过程。

图3 钻孔夹具结构图
3.1 定位与夹具方案
根据六点定位原理,保证零件准确定位的准则,必须限定零件6 个方向的自由度,即x、y、z轴方向的移动和三个轴线方向的旋转[5]。设计的主轴钻孔夹具采用夹紧压头和V 型块限制零件的6 个自由度,如图4、图5 所示。通过螺母的旋转调节夹紧压头与主轴外表面的贴合点、V型块的结构,限制零件沿轴向移动,即可限定轴向移动和转动,满足了定位要求,避免了主轴零件重复定位而引起的定位干涉[6]。

图4 夹紧压头

图5 V 型块
夹紧装置采用快速夹钳机构能快速安装夹紧零件外圆,通过扳手的转动夹紧压头6 与主轴零件。调整扳手的角度控制夹紧力大小,通过加工实验,该定位夹紧机构可以满足主轴加工需要,极大提高了生产效率,缩短了加工周期。快速夹钳机构如图6 所示。

图6 快速夹钳机构
3.2 零件钻孔过程
分离机主轴加工过程中,将主轴放置在V 型块上,通过定位靠板限制零件沿轴向方向的自由度,调整快速夹钳机构的夹紧压头,对主轴进行快速夹紧,最终通过钻套钻孔,保证了零件的定位准确性和安装方便性。
钻孔夹具具有良好的通用性,可以根据不同的零件调整导向机构和夹具机构的位置,以方便不同零件孔的位置加工。
4 结束语
笔者针对分离机主轴零件的结构特点,分析了零件技术要求和关键尺寸,制订了合理的零件加工工艺路线方案,还根据零件两个孔的加工方案,设计了一套钻孔专用夹具。通过企业的生产实践验证了该零件工艺路线的正确性和所设计的钻孔夹具的有效性、可靠性,满足了设计要求和工艺要求,所设计的钻孔夹具可以被运用于不同类型的轴类零件钻孔生产,为轴类零件的加工提供了参考。
猜你喜欢
大电机技术(2022年2期)2022-06-05
科学大众·教师版(2021年6期)2021-10-04
汽车与驾驶维修(维修版)(2021年7期)2021-08-27
柴油机设计与制造(2020年2期)2020-07-04
当代陕西(2019年24期)2020-01-18
汽车实用技术(2019年21期)2019-11-22
科技风(2019年8期)2019-10-21
汽车实用技术(2019年7期)2019-04-18
新课程·小学(2017年4期)2017-06-26
科学与财富(2016年34期)2017-03-23