
基于改进图像阈值分割算法的纱线疵点检测
2021-04-06 10:33李东洁
纺织学报 2021年3期
李东洁, 郭 帅, 杨 柳
(1. 哈尔滨理工大学 自动化学院, 黑龙江 哈尔滨 150080; 2. 哈尔滨理工大学 切削加工及制造智能化技术教育部重点实验室, 黑龙江 哈尔滨 150080)
随着物质文化水平的提高,人们对纺织品的质量要求也在逐步提高[1]。纱线作为纺织品最基本的原料,其疵点准确、高效的检测在纱线及纺织品生产中具有重要的意义,因此,要提高纱线的质量首先需要改进目前纱线的检测方法[2]。
传统的纱线检测的方法主要包括基于电容传感器的纱线检测方法与人工观察法。基于电容传感器的方法是使纱线在电容极板间匀速运动,从而引起极板间电荷量的变化,根据极板间的电荷量可以计算出纱线的直径[3]。徐国香[4]采用Uster条干仪进行纱线分析,由于使用的设备是基于电容极板,所以检测要求环境的温度和湿度是恒定的。盛国俊[5]通过电容传感器检测纱线段的缺陷总个数,并对其进行评级。此类检测方法具有检测精度好、检测速度快和实时性好等优点,但由于设备维护成本高以及环境要求苛刻,无法大规模使用。人工观察法是将纱线段人工选出后进行放大投影分级,在早期纱线生产中使用,但此方法对纱线疵点的判断完全由人的主观因素决定,并且投影放大的是小部分样本,无法实现实时监测。
针对目前上述纱线检测方法存在的问题,使用图像处理的方法可以更快速、更准确地实现纱线疵点的检测。数字图像处理使用相机采集纱线图像,利用算法对图像进行处理,从而得出纱线质量的相关信息。Ozkaya等[6]对不同光照条件下的纱线均匀度进行了分析,实验得到了使用不同算法对纱线处理速度的影响结果。Guhu等[7]对纱线的毛羽缺陷进行了分析,并且对纱线图像实时采集的有效性进行了分析。章国红等[8]利用数字图像处理实现了纱线图像的校正。Fabijansko等[9]利用数字图像处理证明了算法的普适性。Vladimir等[10]对纱线检测算法进行了改进。数字图像处理的优点是可以有效地提高检测精度和加快疵点判断速度;但在采集纱线图像时,图像中容易存在噪声、抖动、偶然的亮点等外界干扰因素,传统滤波与阈值分割算法无法达到最佳分割效果,严重影响了后续纱线图像的处理以及疵点的判断,因此,纱线图像处理算法的通用性和准确性显得尤为重要。
本文根据纱线疵点检测对图像处理的要求,对双边滤波算法和阈值分割算法进行改进,并利用改进的算法对常见纱线疵点进行判断,改进的算法在保证处理稳定性的前提下,提升了处理效果和处理速度。对于纱线疵点判断精度方面,使用亚像素对纱线直径进行计算,从而使疵点判断准确率得到有效提高。
1 纱线图像采集系统硬件结构
1.1 纱线图像采集系统
纱线图像采集系统由表面有黑纸板的操作平台、纱架、纱轮、导纱钩、工业相机和计算机组成。纱线通过纱架和纱轮在操作平台上匀速运动,由安装在操作平台顶部的摄像头采集图像(采集时纱线方向与图像行向一致。相机的采集帧率为30帧/s,采集到的图像之间会有8个行像素点的重合),并将采集到的图像传输到计算机进行处理。
1.2 相机选取及标定
由于纱线尺寸在0.1~0.3 mm范围内,因此,采用径向畸变系数为k1、k2、k3和去中心化畸变系数为p1、p2的高分辨率工业CCD相机采集纱线图像。在纱线图像采集平台上放置黑色纸板,是为了减少纱线图像获取时外界其他颜色的干扰,从而获得高质量的原始图像。对于相机的标定,本文采用了文献[11]中的标定方法和MatLab辅助工具来改善图像的失真。所采用的相机内部参数如表1所示。通过摄像机标定校准镜头并改善相机畸变现象。
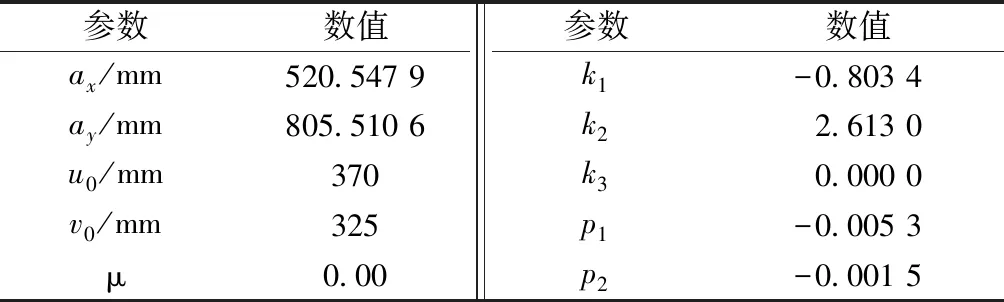
表1 CCD相机内部参数Tab.1 Internal parameters of CCD camera
1.3 纱线疵点检测过程
采集到纱线图像后,首先对其进行灰度处理以减少数据处理量,然后利用改进的双边滤波对灰度图像去噪,再通过改进的Otsu阈值分割将图像进一步处理为二值图像。最后用数学形态学方法对毛刺和其他残纱进行处理,得到了可用于疵点判定的图像,即可对整幅图像进行检测确定是否存在疵点。
2 纱线图像处理算法及改进
2.1 纱线图像灰度处理
由于彩色图像数据量很大,对系统的处理时间有很大的影响,因此,通常需要对相机采集的纱线图像进行灰度化处理,以减少后续处理的数据量。
由于人眼对不同颜色的敏感度不同,本方案基于人眼对颜色敏感度的算法进行模拟,并对不同的通道赋予不同的权值,见下式:
H=0.299R+0.587G+0.114B
(1)
式中:H为灰度值;R、G、B分别代表红色、绿色、蓝色通道信号强度值。利用该公式进行灰度变换后,大大减少了图像处理的运算量。纱线原始图像如图1所示,处理后的纱线灰度图像如图2所示。
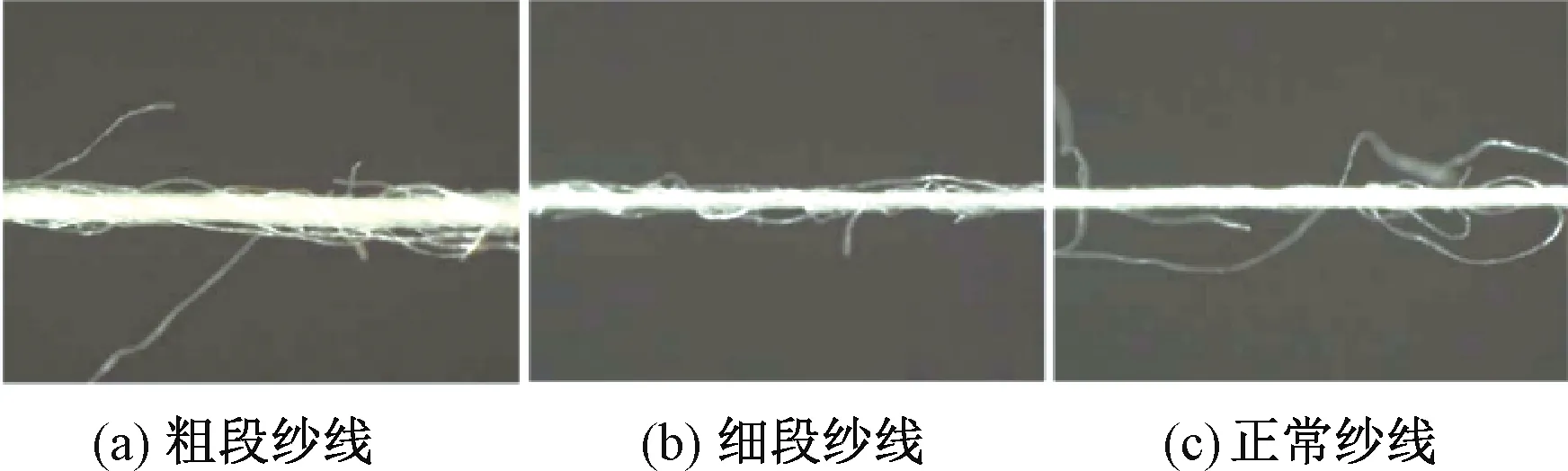
图1 采集到的纱线图像Fig.1 Collected yarn image.(a) Coarse yarn; (b) Fine yarn; (c) Normal yarn

图2 纱线灰度图像处理图Fig.2 Gray image processing of yarn.(a) Coarse yarn; (b) Fine yarn; (c) Normal yarn
2.2 双边滤波改进
在图像采集过程中,存在一些不可控的外界环境因素,使采集到的图像含有噪声。这些噪声会使采集到的图像模糊,影响后续图像处理以及疵点的判断,因此,需要对灰度变换后的图像进行滤波,尽可能多地去掉噪声点。由于本系统检测的是纱线疵点,对去噪算法的要求是尽量保留图像的边缘,使纱线的边缘区域更加平滑。传统滤波方法仅考虑了像素空间的几何距离,双边滤波是一种考虑图像空间相似性的非线性滤波方法,具有良好的边缘保持效果。由于双边滤波是基于高斯滤波的,距离处理的纱线像素点较远的纱线灰度值不影响纱线边缘的灰度值[12],因此,双边滤波输出像素的灰度值取决于周围像素的灰度值,其灰度值计算公式为
(2)
式中:g(i,j)代表输出点的像素灰度值;f(k,l)代表输入点的像素灰度值;ω(i,j,k,l)取决于空间核和值域核的乘积,计算公式为
(3)
传统双边滤波的权值是根据像素的空间位置信息和像素的灰度值信息来更新,更新速度比较慢且效果不是很理想。为了缩短双边滤波的处理时间以及增强滤波效果,采用正态分布99.7%的面积在平均值左右3个标准差的范围内的函数性质,并通过改进双边滤波空间标准差σd的选择可以增加处理精度,标准差σd选择为滤波模板的半径r的三分之一。
对于灰度标准差σr的计算,记录滤波窗口像素的灰度值,利用样本的概率分布函数法得到滤波窗口噪声的标准差σn,其计算方法如式(4)所示。σn和σr之间的线性关系是σr=2σn。
(4)
式中:H和W为图像g的长和宽;D=(1,-2,1),是与拉普拉斯滤波器相关的高斯滤波器的参数。
实验中使用帕德逼近对输出函数ω(i,j,k,l)进行逼近,其中需要在函数范围{βi,αi}中取2n个参数,Ω(i,j)是以像素点f(i,j)为中心的窗口,采样间隔为T。逼近后的输出函数如式(5)所示。逼近效果图证实改进效果的准确性,逼近效果图如图3所示。
(5)

图3 范围核逼近曲线Fig.3 Range kernel approximation curve
采用改进的滤波算法对纱线图像进行滤波后的效果如图4所示。
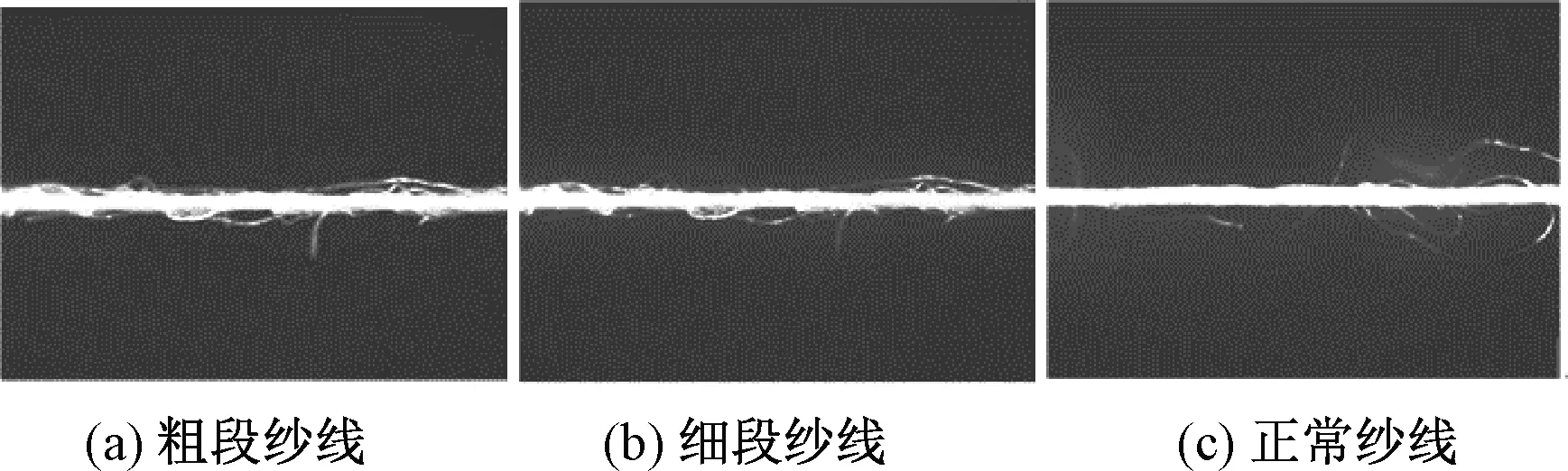
图4 纱线滤波后图像Fig.4 Yarn image after filtering.(a) Coarse yarn; (b) Fine yarn; (c) Normal yarn
2.3 阈值分割算法改进
为了能够有效地凸显纱线条干所在的区域以及消除噪声点的干扰,对Otsu阈值分割算法进行改进,从而对纱线图像进阈值分割。
Otsu阈值分割是灰度自适应阈值分割算法,Otsu方法将图像分为2部分:前景和背景。通过阈值区分前景与背景,当类间方差最大时,得到最佳分割阈值[13],类间方差最大,也意味着错误率最小。但是此方法的缺点是需要计算每个阈值的类间方差,导致计算量过大[14]。
针对算法选择最佳阈值时间过长的缺点,对阈值分割算法进行改进。将图像分为4个区域:A代表纱线图像区域;B代表背景区域;C代表纱线边缘区域;D代表噪声区域。s和t为区域的边界,L为图像中最大像素点灰度值。
改进的阈值分割算法通过迭代阈值搜索图像子区域进行图像分割,首先通过子区域的计算得到最佳分割阈值,计算公式为
(6)
式中:uAi和uAj代表纱线图像区域的中心平均值;uBi和uBj代表背景和边缘区域的中心平均值;uOi和uOj代表图像总中心平均值;Pij为像素点出现在灰度值i和局部平均灰度值j之间的概率密度函数。
根据最佳分割阈值将图像分为2类,计算2类的灰度均值。然后在第1次迭代时根据2个灰度均值将图像分成3个区域:前景F、背景B、待处理区T。其中T是存在于前景灰度均值与背景灰度均值之间的像素区域。此时的图像分布I为
I=F[1]∪B[1]∪T[1]
(7)
在第2次迭代及后续迭代时只针对T区域,选择新的最佳分割阈值将T区域再次分为前景和背景2个区域,通过前景和背景的灰度均值再次进行区域划分得到新的F、B、T。
以此类推,在第N次迭代时,图像变为2类,即:
F=F[1]∪F[2]∪…F[n+1]
(8)
B=B[1]∪B[2]∪…B[n+1]
(9)
使用改进后的阈值分割算法对纱线图像进行处理,结果如图5所示。
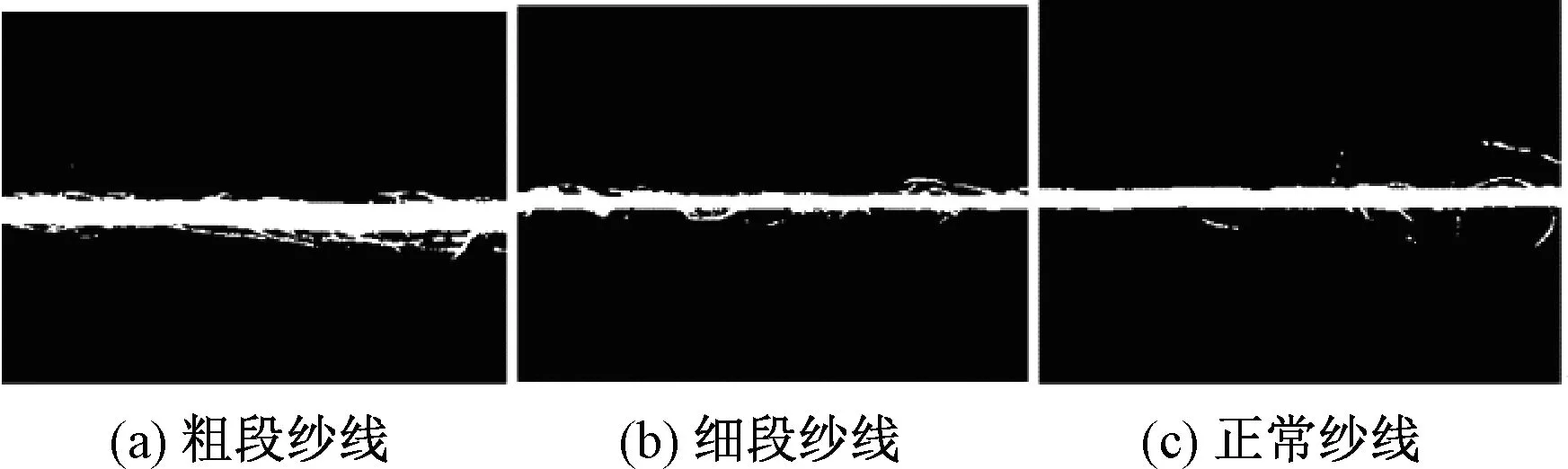
图5 纱线二值图像处理图Fig.5 Yarn binary image processing diagram.(a) Coarse yarn; (b) Fine yarn; (c) Normal yarn
改进的阈值分割算法节约了大量运行时间,保证了处理效果,平均运算速度提升了20%以上。
2.4 数学形态学处理
考虑到纱线的形状,采用方形算子对腐蚀和膨胀后的图像细节进行处理。通过膨胀和腐蚀的闭合操作,可以将纱线图像中断裂的纤维连接起来,并且不改变纱线的边缘信息[15]。然后使用腐蚀操作,可以将图像中纱线的总体大小变为原始大小,并且去除纱线残纱,如图6所示。处理后的纱线适用于后续纱线疵点的判定。
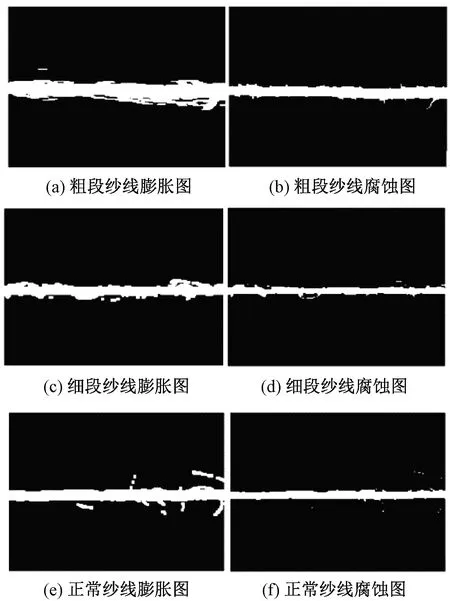
图6 纱线数学形态学处理图Fig.6 Yarn mathematical morphology processing diagram.(a)Expansion diagram of coarse yarn; (b) Corrosion diagram of coarse yarn; (c)Expansion diagram of fine yarn; (d) Corrosion diagram of fine yarn; (e)Expansion diagram of normal yarn; (f) Corrosion diagram of normal yarn
3 纱线疵点判定算法
3.1 纱线疵点判定
针对处理好的纱线图像,考虑纱线判断准确性的要求,本文设计了基于图像的亚像素进行纱线疵点判断的方法。通过亚像素点的检测计算来判断纱线是否具有疵点,可以很好地避免之前未去除掉的偶然光亮点的影响,具体步骤如下。
首先对处理完毕的图像进行亚像素角点检测,得到纱线边缘的亚像素点信息;通过亚像素点信息计算,得到精确的纱线直径信息。亚像素点角点采集如图7所示。
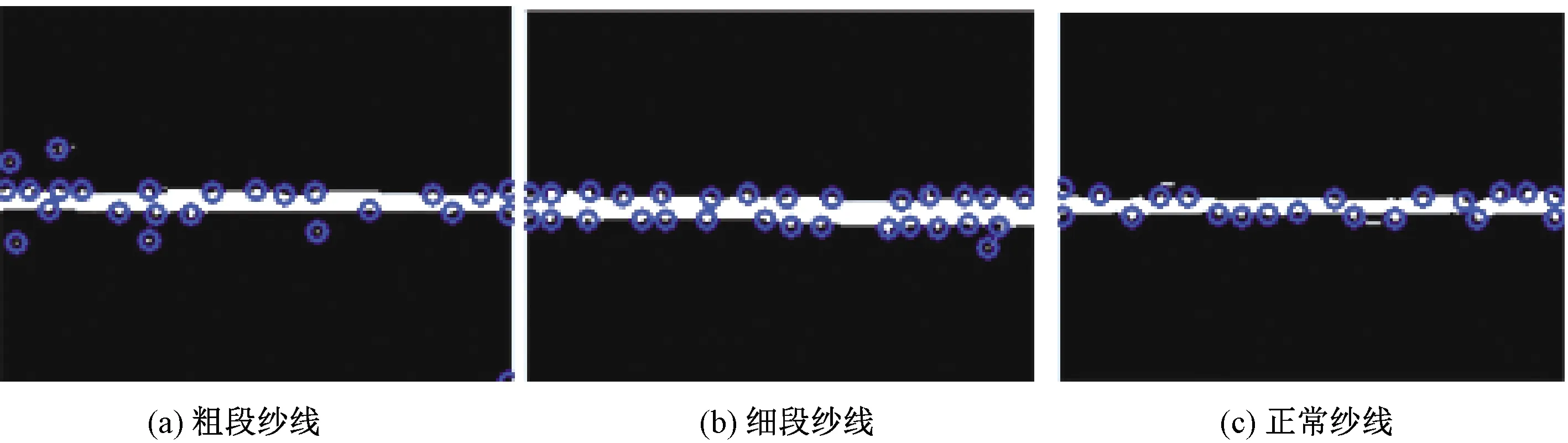
图7 亚像素边缘检测Fig.7 Subpixel edge detection.(a) Coarse yarn; (b) Fine yarn; (c) Normal yarn
其次,通过亚像素点角点检测已经得知纱线的边缘位置,从纱线边缘开始采集像素点个数;记录列像素点的位置信息,设置变量p为1,o为当前的行像素点位置;如果像素点搜索完毕,则进行下一步,如果没有,则继续收集纱线的列像素灰度值;列像素点搜索完毕后,判断搜索的p列像素点的列像素点中第o个列像素点的灰度值是否大于阈值,如果大于阈值,执行下一步操作,如果没有,变量o的值+1。继续判断列像素点灰度值是否大于阈值,当灰度值大于阈值后,从p列的o像素点记录连续列像素点的个数,判断处理后的纱线图像列中连续列像素点个数是否大于列像素点个数的四十分之一。若是,变量p的值+1并输出纱线疵点类型;若否,输出细节,变量p的值+1,变量o重新赋值为纱线边缘值。
最后,由于纱线疵点中细节是一段长度为4 mm以上且直径是此纱线型号标准直径50%~80%的疵点,粗节是一段长度为4 mm以上且直径超过此型号标准纱线直径50%的疵点,短粗节是一段直径急剧增加的纱线,直径为1~4 mm,因此,对于纱线直径的计算需要统计符合条件的连续列像素点个数,通过符合条件的列像素点个数与像素点所代表的实际尺寸的乘积计算纱线直径。然后判断符合条件的连续列像素点位置的灰度值连续的行像素点个数是否达到采集到的纱线图像行像素点个数的三十分之一。若是,输出纱线直径;若否,变量p的值+1并搜索下一列像素点个数是否符合条件。定义直径偏差率为该类型检测直径与正常纱线平均直径的偏差,本文对3种线密度的纱线进行了检测。各种型号的纱线实测结果如图8所示。

图8 纱线检测结果Fig.8 Yarn detection results.(a) 14.6 tex yarn;(b) 18.2 tex yarn;(c) 27.8 tex yarn
3.2 结果与讨论
为了验证本文方法的有效性。将本文算法与Otsu检测方法[16]、FCM方法[17]以及USTER检测法结果进行对比,检测结果如图9所示。采用传统方法和亚像素方法对14.6 tex纱线疵点进行检测的结果如表2所示。
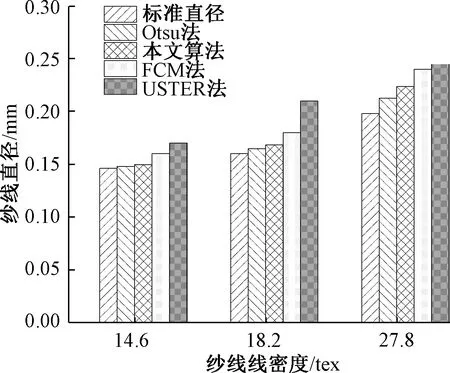
图9 纱线直径对比图Fig.9 Comparison of yarn diameter
本文设计的基于改进图像阈值分割的纱线疵点检测系统主要用于纱线疵点的判断。比较表2数据发现,该系统图像平均处理时间提高了20%,实时性好,可以满足低速纱线检测的要求。此外,采用亚像素方法计算纱线直径,对于14.6 tex的纱线边缘平均定位精度可达0.12像素,纱线疵点的偏差率降低了1.4%以上,结果如表2所示。在实际的纱线检测过程中,较高的检测精度将使工业应用生产成本降低。
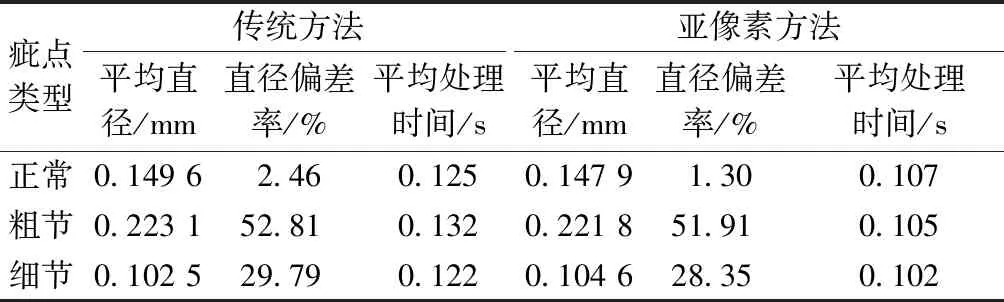
表2 样本测试结果Tab.2 Sample test results
4 纱线疵点检测系统界面设计
针对纱线疵点的实时检测,设计了纱线检测控制界面,如图10所示。

图10 纱线控制界面Fig.10 Yarn control interface. (a)Yarn qualification drawing interface; (b)Yarn unqualification drawing interface
在控制系统界面中对粗纱、细纱和普通纱进行了结果输出。由于粗、细纱属于不合格纱,因此在人机交互界面输出显示为不合格纱。在人机交互界面上有用来显示整个检测系统的电源状态、运动控制状态、急停触发状态、伺服启用、运动状态是否正常的标志,并且在人机界面上还可以调节纱线生产速度和系统亮度。
5 结束语
本文提出了基于改进阈值分割图像的纱线检测方法,该方法在搭建的纱线图像采集系统上,结合改进的双边滤波算法、改进的Otus阈值分割算法和数学形态学处理方法,实现了纱线图像的快速处理和准确识别。使用基于亚像素点个数的纱线疵点判断方法,实现了对于粗节、细节、正常纱线的识别,并且在识别效率上提高了20%。该方法针对存在偶然亮点的图像具有很好的抗干扰能力,为纱线疵点检测系统提供了一种较为有效的处理方案。
猜你喜欢
兵器装备工程学报(2022年8期)2022-09-13
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年1期)2022-07-12
北京航空航天大学学报(2022年6期)2022-07-02
纺织学报(2022年2期)2022-03-18
纺织科学研究(2021年6期)2021-07-15
集装箱化(2021年1期)2021-04-12
现代电子技术(2021年1期)2021-01-17
中国信息技术教育(2020年2期)2020-02-02
现代电子技术(2018年18期)2018-09-12
