
卷烟引燃倾向检测模型分析
2021-05-26 10:21蒋佳磊陈晓水赵路灿汤晓东彭钰涵宣润泉洪梨梨朱书秀许高燕
烟草科技 2021年5期
蒋佳磊,陈晓水,赵路灿,汤晓东,林 垦,彭钰涵,宣润泉,洪梨梨,朱书秀,许高燕
浙江中烟工业有限责任公司技术中心,杭州市西湖区科海路118号 310024
被点燃的卷烟如果随意丢弃可能会引燃其周围基质,从而引起火灾[1]。一些国家或地区相继立法强制要求卷烟应具有防火安全性能(阻燃性能),这类卷烟通常称之为低引燃倾向[Lower Ignition Propensity(LIP)或 Reduced Ignition Propensity(RIP)]卷烟[2]。目前LIP卷烟主要通过使用含阻燃条卷烟纸来降低卷烟引燃倾向[3-5]。基于美国材料与测试协会(American Society for Testing and Materials,ASTM)提出的ASTM E2187[6],2010年 国际标准化组织(International Standard Organization,ISO)制定了ISO 12863方法[7]用于评价卷烟的引燃倾向。该方法的测试原理为卷烟在基质上阴燃产生足够热量以维持烟丝柱燃烧的可能性。其检测过程是先将点燃的卷烟在空气中阴燃15 mm(含5 mm的点燃长度),再转移到10层专用的Whatman 2号滤纸表面继续阴燃,重复测定40支卷烟后计算全长燃烧百分比(Percent of Full Length Burn,P-FLB),若不超过25%[8],则判定合格。阻燃条的作用主要是降低卷烟纸的透气度,从而减少燃烧锥的氧气供应。潘曦等[9]的研究表明,无阻燃条卷烟很难在滤纸表面熄灭,且P-FLB均超过90%;另一方面,实际检测过程中LIP卷烟在前15 mm内发生熄灭的情况较为少见。GB/T 22838.11[10]与ASTM E2187[6]均指出卷烟须满足水平自由燃烧熄灭测试(Free Air Self Extinguish,FASE)要求,且通常熄灭率(P-FASE)≤10%,即LIP卷烟的熄灭主要发生在滤纸表面。因此,LIP卷烟的熄灭过程是阻燃条降低氧气供应和卷烟-滤纸接触传热综合作用的结果。故LIP卷烟的熄灭过程可能存在两种结果:因阻燃条造成的氧气不足而熄灭和因热量损失过多不足以维持阴燃而熄灭,从而造成熄灭位置不仅可能发生在阻燃区域,也可能发生在间隔区域。有研究发现LIP卷烟的熄灭位置基本上位于阻燃条区域内,且发生在前端,阻燃条区域仅有少部分被点燃[9]。由于实际生产过程中LIP卷烟阻燃条的位置是随机分布的,因此LIP卷烟在滤纸表面的熄灭位置也同样具有随机性。
目前国内还没有LIP卷烟相关的技术规范或检测标准,相关研究的起步也相对较晚,且主要侧重于LIP卷烟感官品质[11-13]、卷烟纸的阻燃性能[3-4,14-16]和相关法律法规[2,17-18]的研究,虽然偶有对方法的思考[9,19],但鲜有涉及相关原理的探索。同时,不少研究表明ISO 12863方法测试结果的稳定性不足[20],检测数据的重复性较差(P-FLB有10%~20%的标准偏差[21]),其原理的可靠性值得探讨。基于此,通过理论计算和实验验证探讨了传热和阻燃条位置对测试结果的综合影响,并提出了一些可能的解决思路,旨在为ISO 12863标准方法的修订或未来国内标准的制定提供必要的依据。
1 材料与方法
1.1 材料与仪器
A、B和C 3种不同规格LIP卷烟,阻燃区/间隔区宽度分别为6 mm/13 mm、6 mm/15 mm和6 mm/18 mm(浙江中烟工业有限责任公司提供);Whatman 2号滤纸(厦门精诚行科技有限公司代购)。
IP10卷烟引燃倾向检测仪(德国伯格瓦特KC公司);PT100恒温恒湿箱(德国Binder公司);SC7000红外热像仪(美国FLIR Systems公司);TPS 2500S导热系数仪(瑞典Hot Disk公司);STA449F3同步热分析质谱仪(德国Netzsch公司);XS204型电子天平[感量0.000 1 g,梅特勒托利多仪器(上海)有限公司];电子数显卡尺(感量0.01 mm,上海量具刃具厂);LIP卷烟阻燃条位置测定装置(自制)。
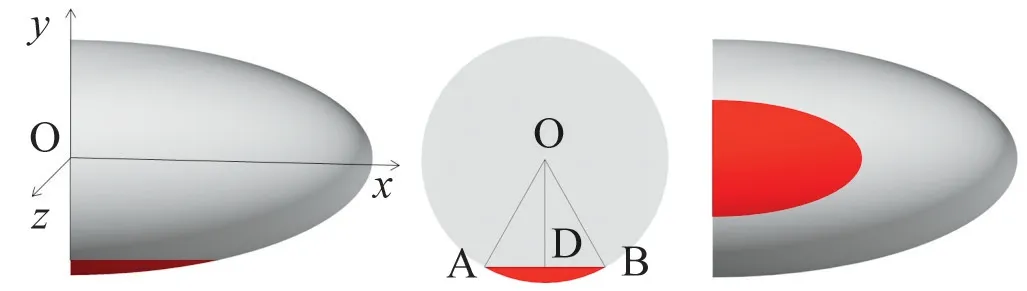
图1 燃烧锥与滤纸接触模型三视图(左:主视图;中:左视图;右:仰视图)Fig.1 Contact model between burning cone and filter paper(left:main side view;middle:frontal view;right:bottom view)
1.2 方法
1.2.1 有效接触面积计算
理论上,圆柱形的卷烟与滤纸表面的接触属于线接触,即两者间的传热方式不属于热传导,而是近距离的热辐射。但由于卷烟本身在圆度和平直度上并非完美,卷烟燃烧过程中也会加热滤纸,使滤纸发生微小的弯曲形变,因此实际上两者间的接触为面接触。一些研究[9,19,22]显示卷烟与滤纸的间距对测试结果有明显影响:当卷烟与滤纸的间距在0~0.5 mm时,P-FLB基本不变;而当卷烟与滤纸的间距超过0.5 mm时,P-FLB迅速增大,卷烟与滤纸间的传热效率显著下降。若设该间距为δmm,则δmm间距以内的区域可以认为是有效接触面积。若设燃烧锥为半椭球型,并建立坐标系(如图1,左),得到燃烧锥表面方程:x=acosφ;y=bsinφcosθ;z=bsinφsinθ(其中a为燃烧锥长度;b=c,为卷烟半径;OD=b-δ)。图1中红色区域即为有接触面。
1.2.2 热通量计算
当卷烟在空气中阴燃时,燃烧锥的放热包含两部分:与空气的自然对流和热辐射。若设自然对流系数为α,燃烧锥的热发射率为ε,黑体辐射常数为C0,燃烧锥表面积为S,有效接触面积为s,燃烧锥与测试柜四周间的角系数γ=1,测试柜面积为A且S远小于A,热对流通量为qd,热辐射通量为qf,热传导通量为qc,总热通量为qz,则[23]:

式中:T1为燃烧锥表面温度,K;T2为环境温度,K。
当卷烟在滤纸表面阴燃时,燃烧锥的放热包含3部分:与空气的自然对流、热辐射和与滤纸表面的热传导,即:

燃烧锥与滤纸间的热传导通量qc’无法直接计算,引入Comsol Multiphysics软件,采用固体传热模块建模求解qc’的大小。一些建模过程中需要的物性参数和获取方法见表1。
表1 建模中的物性参数Tab.1 Parameters and material properties in the model
1.2.3 燃烧锥弯曲问题的发现与解决
实际检测过程中发现,卷烟在滤纸表面阴燃时,燃烧锥的上部燃烧得比下部快,燃烧线以倾斜的方式向前推进,并伴随着燃烧锥逐步向上弯曲的过程,如图2。燃烧锥向上弯曲引起燃烧锥下部与滤纸间产生了一定空间,从而降低了热传导有效接触面积,也增强了氧气的扩散,为卷烟的持续燃烧起到了促进作用,然而却在一定程度上违背了引燃倾向测试方法的初衷。因此,本研究中计算了弯曲角度的大小,并提出了一种可能的解决方案。
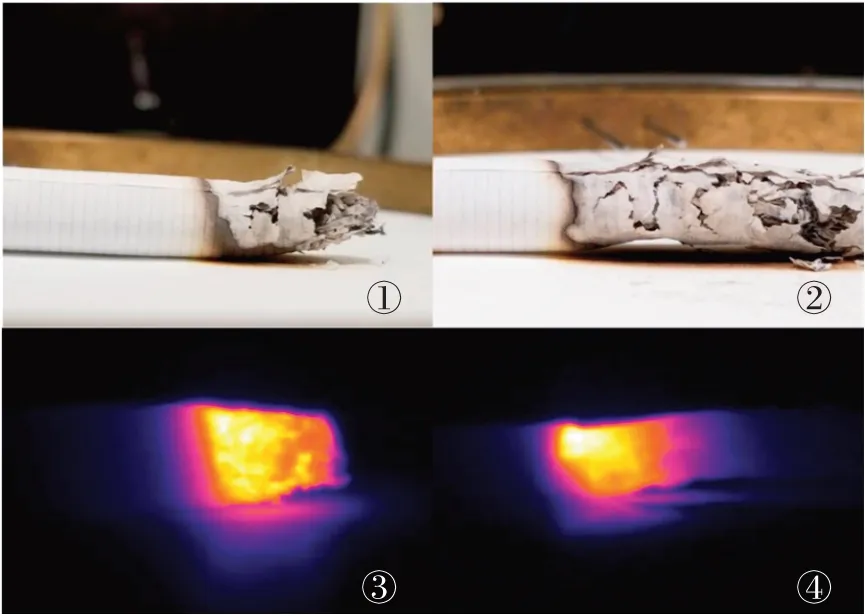
图2 燃烧锥弯曲现象(③、④分别为①、②对应的热成像图)Fig.2 Upward bending phenomenon of burning cone
1.3 数据处理
采用matlab 7.11并结合Excel 2007对研究过程中的一些参数进行运算;采用Comsol Multiphysics软件(5.4版)中的固体传热模块对卷烟与滤纸表面的接触传热进行三维瞬态建模,通过网格法插值拟合绘制温度场分布图,并计算燃烧锥热传导通量。
2 结果与讨论
2.1 有效接触面积
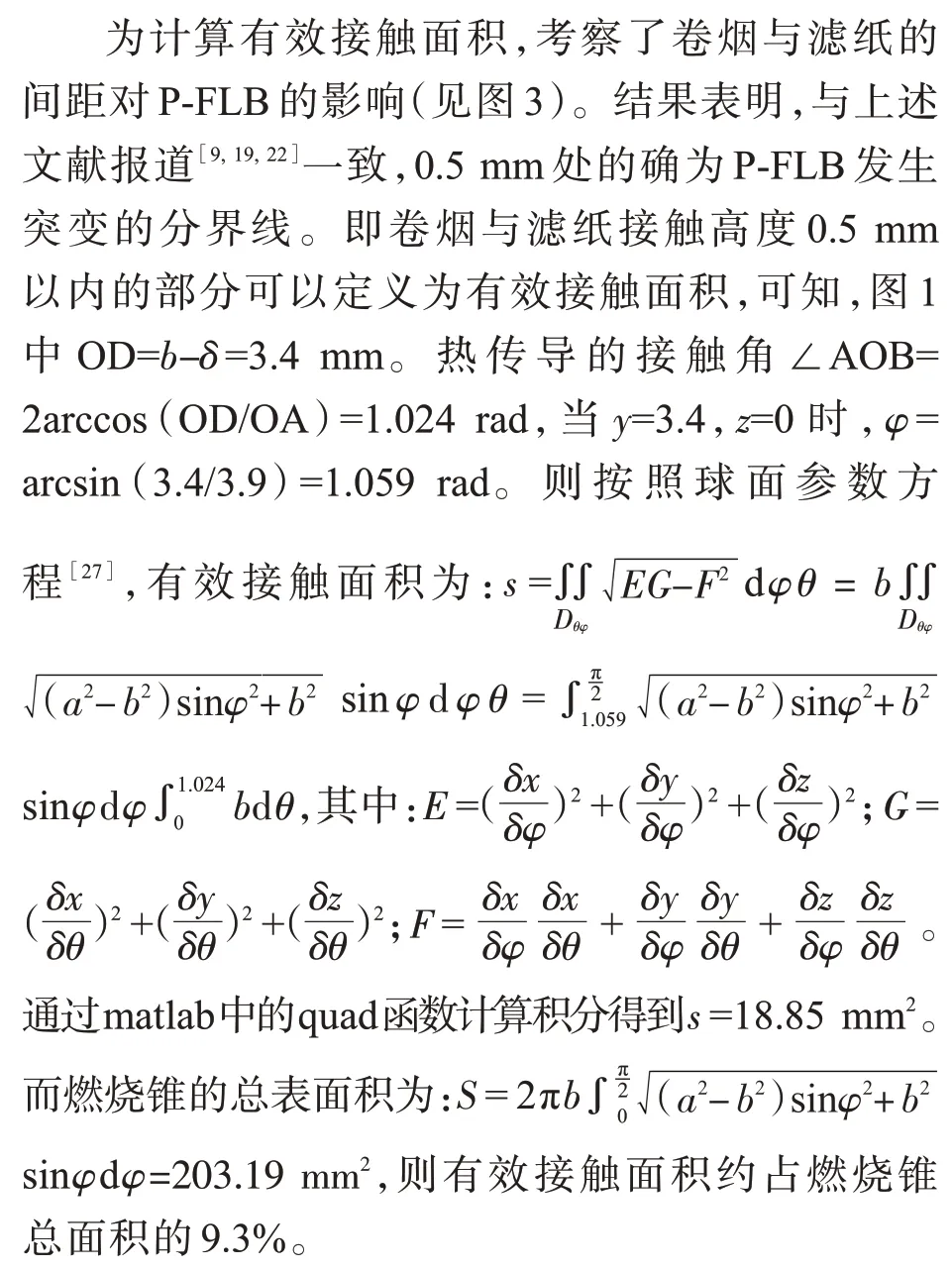
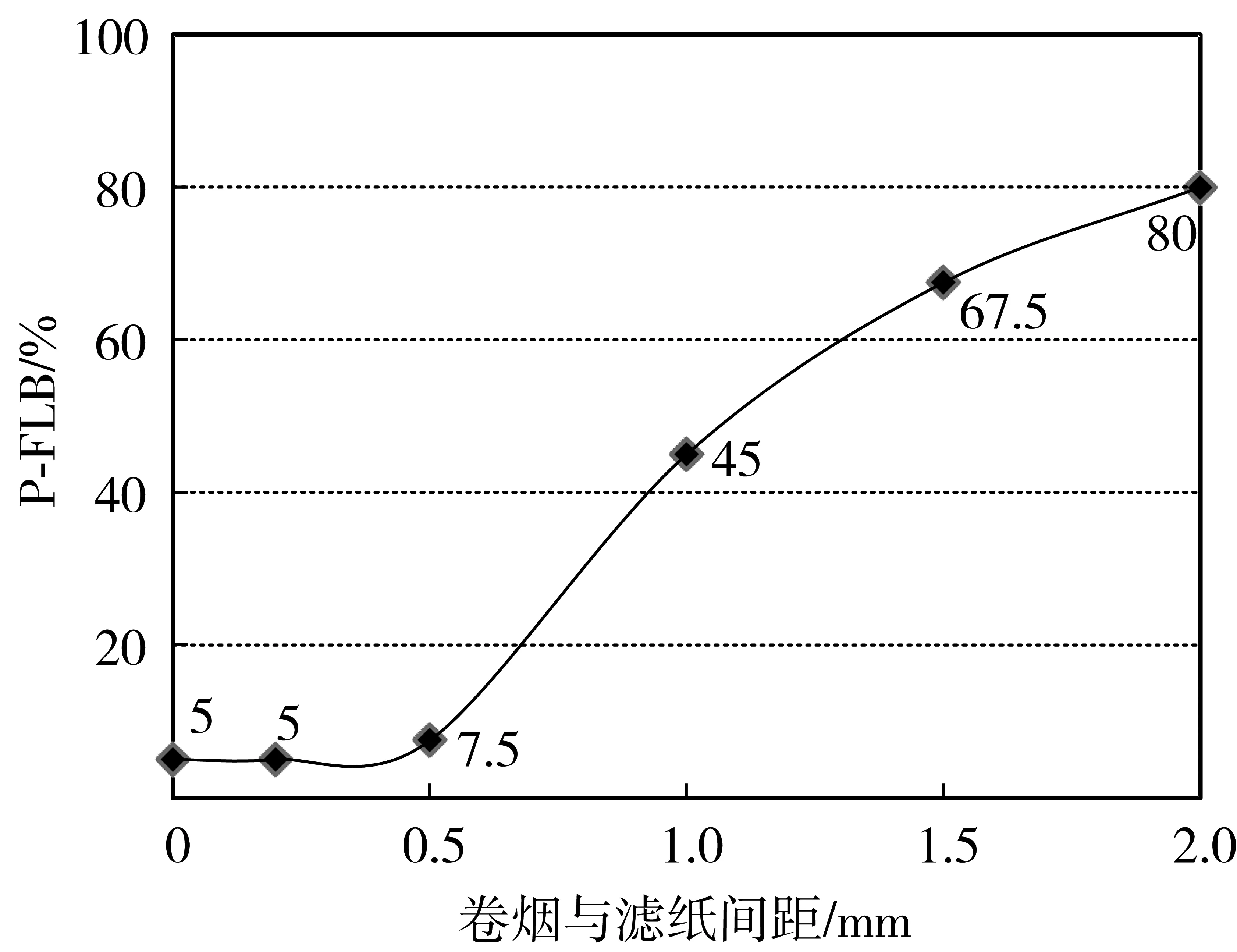
图3 卷烟与滤纸间距对P-FLB的影响Fig.3 Influence of space between cigarette and filter paper on P-FLB
2.2 传热过程和阻燃条位置对检测结果影响
2.2.1 传热过程对检测结果影响
卷烟在空气中阴燃时:

可见,当卷烟从空气中转移到滤纸表面阴燃时,热辐射和热对流虽有所减小,但变化不大。卷烟对滤纸的热传导通量qc’无法直接求解,引入Comsol Multiphysics软件中的固体传热模块建模求解qc’。
采用Comsol Multiphysics中的固体传热模块对卷烟与滤纸表面的接触传热进行三维瞬态建模,利用AutoCAD 2014完成几何模型的构建,通过网格法插值拟合绘制温度场分布图(见图4),并计算燃烧锥qc’。结果表明,滤纸径向加热仅发生在宽度约10 mm的范围内,且温度梯度不大,而法向加热则明显梯度较大,20 s左右传热即能穿透10层滤纸,这些模拟结果与实验中观察到的现象基本吻合。
由图5可知,随着在滤纸表面阴燃长度的增加,qc’逐渐下降,当燃烧锥与滤纸接触的瞬间,由于燃烧锥与滤纸间温差大,热通量达到最大,qc’=3.54 W;在前0.3 mm内,滤纸被快速加热,qc’急剧变小;在0.3~1.3 mm内,处于过渡阶段,滤纸达到一定温度,qc’进一步下降;1.3 mm后,滤纸热量收支趋于平衡,qc’下降缓慢并趋于稳定。通过图5中的瞬时qc’对阴燃时间积分后求平均,可以得到不同时间段内的平均qc’,具体见表2。
由表2可知,与在空气中阴燃相比,当燃烧锥与滤纸刚接触时,qc’最大,Δqz达到263.08%;随着阴燃时间的增加,Δqz逐渐下降,在4.6、9.2、20.0 s时Δqz分别为62.61%、46.15%、33.08%,这个阶段若燃烧锥附近有阻燃条,燃烧锥内部获得的氧气减少,燃烧锥温度进一步下降,则卷烟熄灭的可能性很大;而之后,Δqz相对较小,到6 mm处下降到16.92%,与在空气中相比,总热通量的差异已经不太大,因此6 mm之后可能因阻燃条位置的随机性出现而造成相同趋势的随机性熄灭。虽然卷烟燃烧锥表面温度并不恒定,但随着在滤纸表面阴燃的持续进行,温度会逐渐降低并最终导致卷烟熄灭,从整体趋势上看qc’会进一步下降,且在实际情况下6 mm后Δqz会更小,也进一步增大了熄灭的随机性。因此,理论计算表明,与传统意义上认为的LIP卷烟会因阻燃条的随机出现而发生相同趋势的随机熄灭现象不同,LIP卷烟在滤纸表面初始阴燃期间传热量大,熄灭可能性高,而达到6 mm后则存在一定的随机性。
2.2.2 阻燃条位置对检测结果影响
考察了A、B、C 3种LIP卷烟在滤纸表面前6 mm阴燃范围内熄灭的占比(p1),结果见表3。若设前6 mm内含≥3 mm的阻燃条为存在有效阻燃条的条件,则A、B、C存在有效阻燃条的概率(p2)分别为15.78%、14.29%、12.50%,表明虽然3种卷烟的阻燃区/间隔区宽度比值各不相同,但p1均接近于一半,远大于p2,且约为后者的3倍。表明LIP卷烟确实在滤纸表面起始阴燃期间前6 mm内更容易发生熄灭,热通量计算结果也与实际相符。
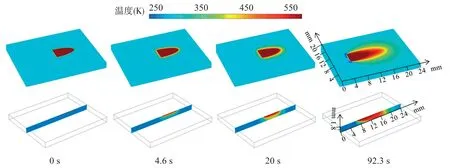
图4 温度场分布表面图(上)和切面图(下)Fig.4 Surface figure(up)and sectional cross(down)of temperature field distribution
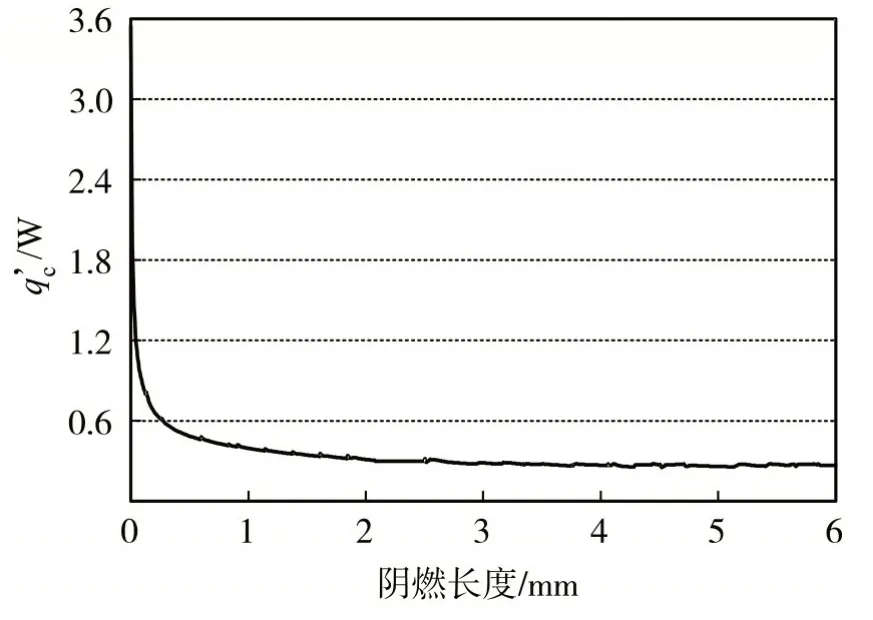
图5 q c’随滤纸表面阴燃长度的变化Fig.5 Variation of q c’with smoldering lengthon filter paper
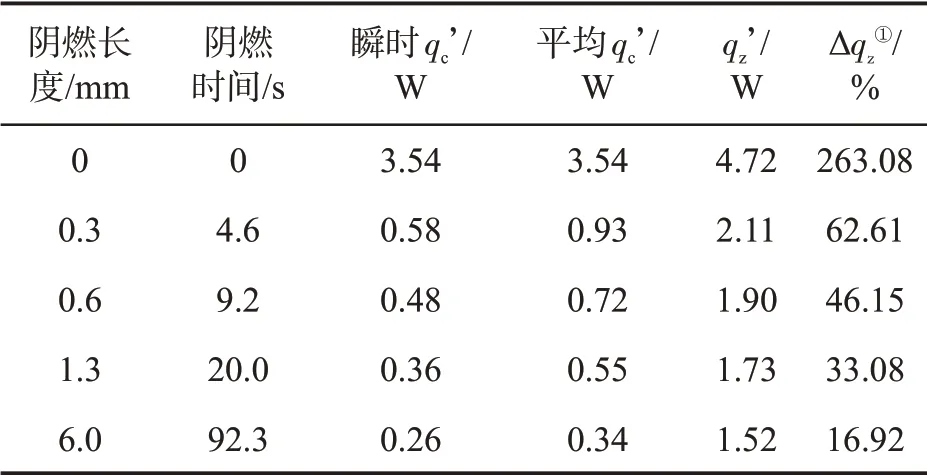
表2 模拟计算出的热通量Tab.2 Heat flux of simulating results
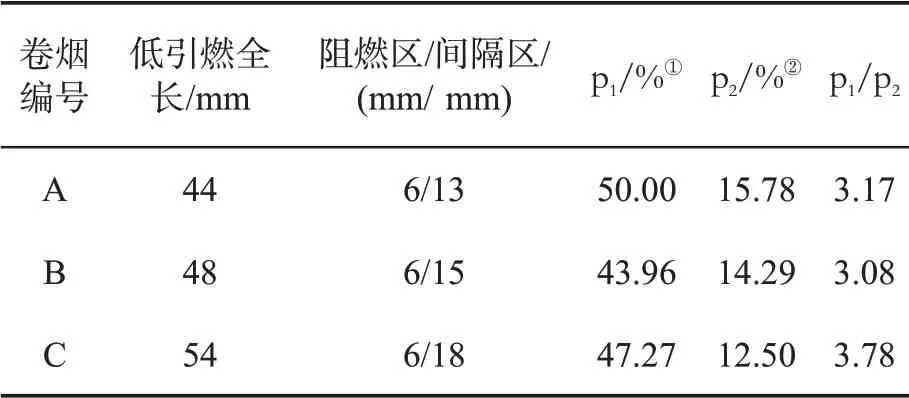
表3 前6 mm内熄灭位置占比Tab.3 Proportion of extinguishment position within the first 6 mm
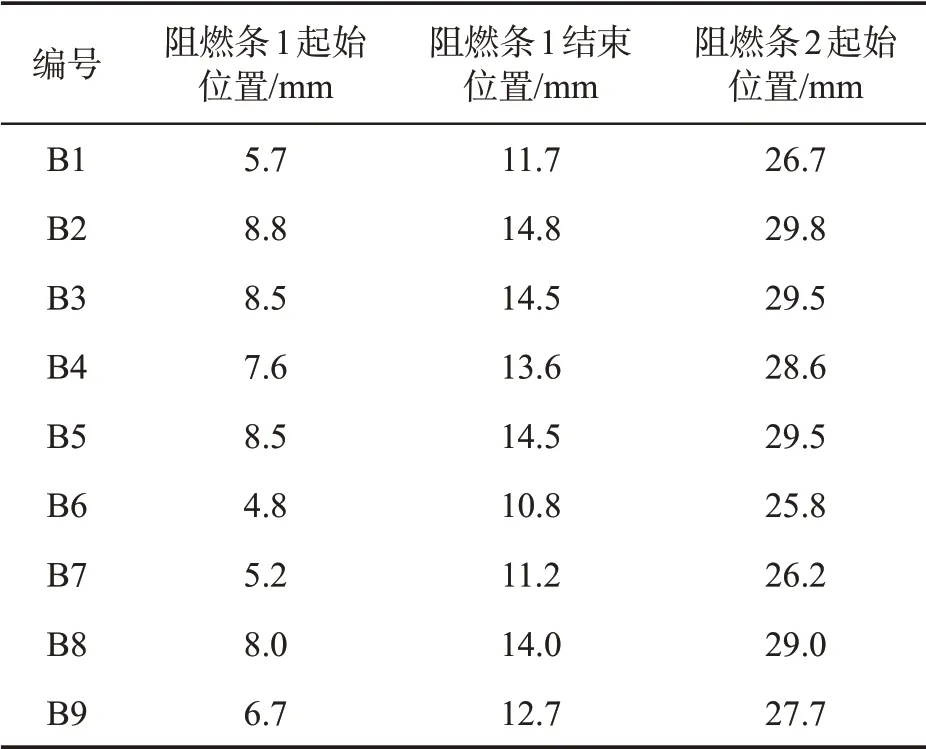
表4 发生FLB行为卷烟的阻燃条位置Tab.4 Burn-retardant band position of tobacco occurred FLB behavior
通过300支卷烟B的IP测试发现(见表4),有9支卷烟发生FLB行为,且这些卷烟在前15 mm内均有一个完整的阻燃条。由阻燃条2的位置可知,这9支卷烟在15~21 mm内均不含阻燃条。而前15 mm内没有完整阻燃条的卷烟没有一支发生FLB行为,不完整的阻燃条有两种情况:0~6 mm内和后9~15 mm内有一定长度的阻燃条,两种情况均导致在15~21 mm内存在部分阻燃条,即卷烟在滤纸表面前6 mm阴燃范围内存在阻燃条。结合热通量研究结果,表明燃烧锥与滤纸接触的前6 mm内,由于传热量大,熄灭的概率高,若该区域内含有部分阻燃条,则一般不会发生FLB行为,且熄灭容易发生在该区域内,而发生FLB行为的LIP卷烟一般在该区域内不含阻燃条,因此,为保证LIP卷烟更容易通过IP测试,可以在卷接工艺上作一定的控制,保证15~21 mm内存在大部分阻燃条。
2.3 燃烧锥弯曲问题
2.3.1 燃烧锥弯曲的成因
卷烟在滤纸表面阴燃时,燃烧锥下部与滤纸接触,热量散失比上部更快,导致阴燃变慢;另一方面,由于燃烧锥下部的燃烧延迟或不完全燃烧,而燃烧锥上部阴燃后形成的烟灰塌缩,使燃烧锥周围产生了向上的作用力,从而导致燃烧锥逐渐向上弯曲。维持卷烟燃烧的氧气主要通过两条途径提供:卷烟燃烧锥表面空气对流和通过卷烟纸的空气扩散。当进行引燃倾向测试时,由于测试柜阻挡了空气的水平运动,因此限制了第一条途径,氧气主要通过燃烧线附近的卷烟纸扩散进入燃烧锥内部。此时,由于燃烧锥下部与滤纸接触,造成燃烧线的推进是由上半部先开始逐步向下半部推进,这与卷烟在空气中自由阴燃的情况明显不同。同时,由于燃烧锥向上弯曲后在燃烧锥下部与滤纸间产生的空间降低了热传导有效接触面积,增强了燃烧线下部氧气的扩散,为卷烟的持续燃烧起到了促进作用,这可能是造成ISO 12863方法测试结果稳定性不足的一个原因,也在一定程度上违背了引燃倾向测试方法的初衷。
2.3.2 弯曲角度计算
燃烧锥向上弯曲的角度β由于大小和位置的关系很难测定,通过几何分析发现,β实际上等于燃烧线倾斜的角度α(如图6),因此,可以通过测定倾斜角α获得弯曲角β。研究发现,随着阴燃的持续进行,燃烧锥向上弯曲的角度逐渐增大,当发生FLB行为时达到最大。β越大,表明燃烧线上下两侧燃烧速度差越大,因此可以通过计算LIP卷烟在滤纸表面熄灭时,燃烧线上下两侧长度的差值BC来计算α,即α=arctan[(BE-AD)/AC]。通过检测A、B和C 3种不同规格的LIP卷烟发现,BC的最大长度均在3 mm以内,对于阻燃效果较好的卷烟BC往往更小,而对于阻燃效果不太理想的卷烟BC往往更大。对于一般直径为7.8 mm的卷烟,α≤arctan(3/7.8)=0.367 rad=21.04°,若设BC的均值为1.5 mm,则α=arctan(1.5/7.8)=0.190 rad=10.89°,实际有效接触面积:

则比原接触面积减少了(18.85-16.95)/18.85=10.07%。燃烧锥与滤纸接触位置作为主要的传热区域,其传热面积减少了约1/10,势必对卷烟引燃倾向的检测结果产生一定的影响。
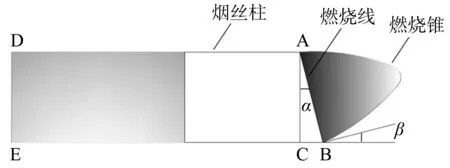
图6 燃烧锥弯曲示意图Fig.6 Schematic diagram of bended burning cone
2.3.3 燃烧锥弯曲问题的解决
为解决上述问题,设计了一种方法:当卷烟由空气中转移到滤纸表面后开始计时,当持续阴燃达到某一时间T时,将卷烟沿轴向逆时针旋转180度,继续在滤纸表面阴燃,当阴燃时间达到2T时,再次将卷烟沿轴向逆时针旋转180度,并如此反复。时间T的控制原则为保证弯曲角度稳定在一个较小的范围内,以减小接触面积的变化,另一方面旋转卷烟会对阴燃过程产生不必要的干扰,因此在满足稳定接触面积的前提下,旋转次数应尽可能少。
一支发生FLB的卷烟B低引燃全长为48 mm,其在滤纸表面阴燃总长度为33 mm,则总用时为33/0.065=507.7 s。假设倾斜角α随时间线性增大,当发生FLB行为时,由2.3.2节可知,α达到最大时为0.367 rad,则dα/dt=0.367/507.7=0.000 72 rad/s。通过matlab编程可以计算不同时间t时的接触面积st,见图7(调整前)。表5计算了不同k(旋转次数)与T、αmax(T时刻倾斜角)和Δsmax(T时刻接触面积下降占比)之间的关系。对Δsmax和k作折线图发现随着k的增大,斜率绝对值逐渐减小,即当k=1时,Δsmax下降最快(见图8),而此时αmaxαmax(0.183 rad)与Δsmax(9.64%)仍然均较大,且阴燃长度已经过半,很多卷烟实际无法阴燃到该位置,故不能达到减小Δsmax的目的。当k=2,αmax与Δsmax进一步降低,且与k=3相比已经差异不大,综合考虑取k=2,得到调整后曲线,见图7(调整后)。该方法通过每隔169.2 s旋转一次卷烟,保证Δsmax稳定在6.23%以内,有效解决了卷烟在滤纸表面阴燃过程中燃烧锥弯曲过大的问题。
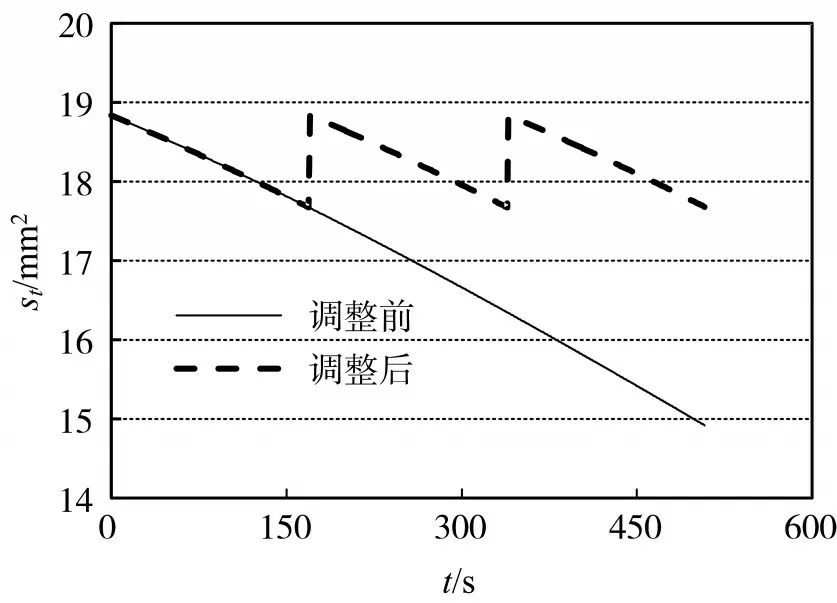
图7 接触面积随时间的变化Fig.7 Variation of contact area with time
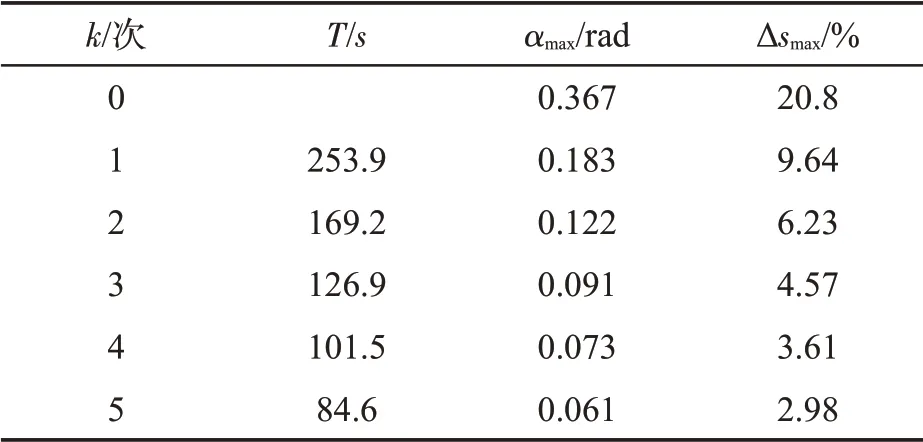
表5 k(旋转次数)与T、αmax和Δs max之间的关系①Tab.5 Relationships between rotation number k and T,αmax,Δs max
对于具有不同低引燃全长的LIP卷烟A(44 mm)和C(54 mm),按照上述方法得到两者k分别取2和3,此时T分别为148.7 s和150.0 s,Δsmax分别为6.23%和4.57%。而由上文可知,LIP卷烟更容易在滤纸表面起始阴燃期间内熄灭,故检测过程中实际需要的旋转次数会有所降低。另外倾斜角α的变化其实是非线性的,前期传热量大,导致燃烧锥上下侧阴燃速度差也较大,dα/dt相对较大,因此可以在前期适当降低时间间隔T,而在后期则适当延长。
目前大多数出口LIP卷烟阻燃条的阻燃效果均十分显著,P-FLB基本<10%,且集中在P-FLB=0附近[9,28],因此无法通过P-FLB指标验证旋转调整操作对测试结果的影响。参考文献[9]的方法并作一定的改进,采用卷烟在滤纸表面阴燃长度比例作为评价指标,表面的阴燃长度比例越大表明,LIP卷烟引燃能力越强。比较了3种LIP卷烟调整前后的差异,结果见表6。由表6可知,虽然从PFLB来看调整前后没有变化,但从阴燃长度比例来看调整后均小于调整前,且牌号B和牌号C两款卷烟差异显著,表明燃烧锥向上弯曲的现象在一定程度上改变了ISO 12863检测标准的初衷,使检测到的卷烟引燃能力比实际大。
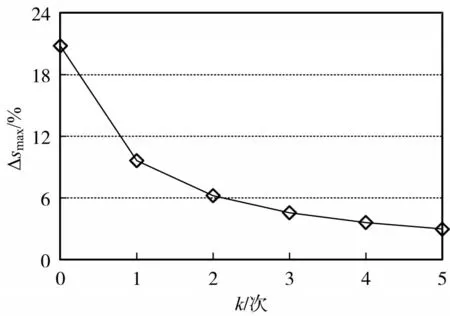
图8 Δs max随k的变化Fig.8 Variation ofΔs max with k

表6 调整前后滤纸表面阴燃长度比例和P-FLB差异Tab.6 Differences between smoldering length ratio of filter paper and P-FLB beforeand after adjustment (%)
3 结论
①卷烟在滤纸表面阴燃时,燃烧锥与滤纸接触的前6 mm内,由于传热量大,熄灭的概率高,若该区域内含有部分阻燃条,则一般不会发生FLB行为,且熄灭容易发生在该区域内,而发生FLB行为的LIP卷烟一般在该区域内不含阻燃条,因此,为保证LIP卷烟更容易通过IP测试,可以在卷接工艺上作一定的控制,保证在15~21 mm内拥有大部分阻燃条;②卷烟阴燃时,由于燃烧锥向上弯曲后在燃烧锥下部与滤纸间产生的空间会为卷烟的持续燃烧起到促进作用,使检测到的卷烟引燃能力比实际大,这可能是造成ISO 12863方法测试结果稳定性不足的一个原因,而通过每隔一定时间将卷烟迅速旋转180度可以有效缓解这一问题。
猜你喜欢
农业灾害研究(2022年1期)2022-05-07
中国科技信息(2016年19期)2016-10-25
化工进展(2015年6期)2015-11-13
应用化工(2014年12期)2014-08-16
汽车零部件(2014年2期)2014-03-11
中国质量与标准导报(2014年10期)2014-02-28
中国海洋大学学报(自然科学版)(2014年12期)2014-02-28
大学化学(2013年2期)2013-02-13
中国烟草学报(2012年4期)2012-04-09
中国烟草学报(2012年4期)2012-04-09
