海德汉测头循环功能在模具制造中的应用
2021-05-31 01:19徐家亮
中阿科技论坛(中英文) 2021年5期
徐家亮
(台州科技职业学院,浙江 台州 318020)
随着我国制造业水平的不断提高,对制造精度的要求也在不断提高。我国塑料工业随着经济的发展迅速成长,而塑料工业的发展是离不开塑料模具制造的[1],可以说模具质量的好坏直接影响塑料制品的精度。为了提高模具精度,目前高档数控机床上已普遍装配测头等检测元件,海德汉系统是著名的高档数控系统,其在五轴联动、力矩电机、电主轴、检测元件等方面都处于世界先进行列。
1 循环功能的运用
1.1 海德汉系统
海德汉TNC 640数控系统是海德汉开发出的第一款实现铣削、车削复合加工的数控系统,在五轴高速加工领域,如航空航天、模具制造和医疗等行业得到较为广泛的应用。
海德汉系统的固定循环编程功能具有较好的人机对话方式,可直观地通过系统显示器图形对话框完成程序编制。程序基本固化成基本格式,即由Q参数来填写,方便灵活。
测头循环功能是海德汉系统的循环功能中的一个模块。使用其他数控系统的测头功能需要编写宏程序来实现[2],这就对操作人员的能力有较高要求;而用海德汉系统的测头循环功能,只要将Q参数相关数据填入循环中就能实现,这就大大降低了对操作者的要求。
1.2 使用探测循环(结合机床面板,实现测头功能)
若要退出探测表,按下结束软键。
2 自动测量和补偿工件不对正量的循环
(1)采用循环400、401和402,用参数Q307基本旋转的默认设置定义测量结果是否需用已知角a进行修正(参见图1)。因此,可以测量工件的相对任意一条直线1的基本旋转,并建立相对实际0 °方向2的参考[3]。

图1 不对正量测量
如果测针南极的当前坐标小于第二安全高度坐标(由循环定义),TNC会沿探测轴使测头退至第二安全高度处,然后再定位至加工面上的第一起始位置。如果探针南极的当前坐标大于安全高度的坐标(由循环定义),TNC先将刀具移至加工面上的第一个探测点处,然后沿探测轴将测头退至测量高度处。
图2中各Q参数含义如下:

图2 不对正测量各Q参数示意图
Q263:第一个测量点的第一轴坐标(绝对值),沿加工面参考轴的第一触点坐标。
Q264:第一个测量点的第二轴坐标(绝对值),沿加工面辅助轴的第一触点坐标。
Q265:第二个测量点的第一轴坐标(绝对值),沿加工面参考轴的第二触点坐标。
Q266:第二个测量点的第二轴坐标(绝对值),沿加工面辅助轴的第二触点坐标。
Q272:测量轴(1=第一个轴/2=第二个轴),需测量的加工面中的轴(1:参考轴=测量轴;2:辅助轴=测量轴)。
Q267:移动方向(测头接近工件的方向),-1表示负运动方向,+1表示正方向运动。
Q261:测量轴方向的测量高度(绝对值),进行测量的沿测头轴的球头中心(=触点)坐标值。
Q320:Set-up clearance(增量值),测量点与球头间的附加距离。
Q320:累加至探测表中的SET_UP。
Q260:Clearance height(绝对值),刀具与工件(夹具)之间不发生碰撞沿探测轴的坐标值。
Q301:移动到接近高度(0/1),定义测头在两测量点间的运动方式(0:在测量高度位置的两测量点间运动;1:两测量点间在第二安全高度处运动)。
循环401是针对两孔的不对正量测量,循环402是针对两凸台的不对正量测量,情况和400类似,这里就不赘述了,它们的主要功能是减少人为操作,通过循环换算得到更精确的实际工件摆放位置。
(2)用旋转轴补偿的基本旋转循环403。探测循环403通过测量直线上的两个点决定工件的不对正量。TNC通过旋转A、B或C轴补偿所确定的不对正量。工件可以被夹持在回转工作台的任意位置处,如图3所示。
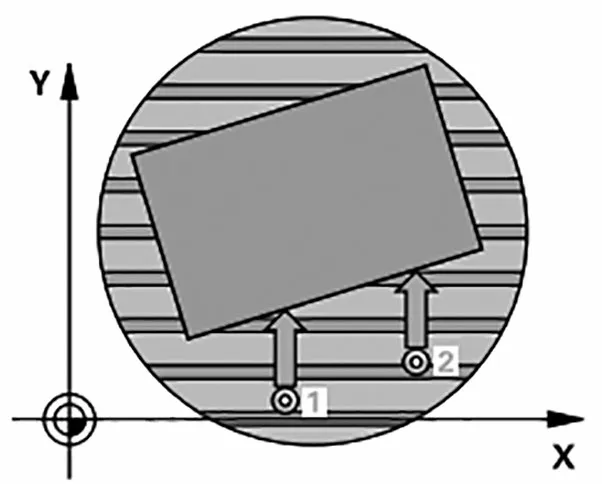
图3 旋转补偿示意图
Q263:第一个测量点的第一轴坐标。
Q264:第一个测量点的第二轴坐标。
Q265:第二个测量点的第一轴坐标。
Q266:第二个测量点的第二轴坐标。
说明:通过Q263与Q264两点确定一条直线,再计算出与线性轴的误差计算出旋转角度,Q265与Q266同理。
Q272:测量轴(1/2/3,1=参考轴),1:基本轴=测量轴;2:辅助轴=测量轴;3:探测轴=测量轴。

图4 旋转补偿Q参数示意图
Q267:移动方向1(+1=+/-1=-),测头接近工件的方向,-1表示负运动方向,+1表示正方向运动。
Q261:测量轴方向的测量高度(绝对值)。
Q320:Set-up clearance(增量值),测量点与球头间的附加距离。
Q260:Clearance height(绝对值),刀具与工件(夹具)之间不发生碰撞沿探测轴的坐标值。
3 自动设置原点
3.1 自动设置槽原点
以原点在槽中心为例(循环408,DIN/ISO:G408),如图5所示。

图5 槽设置原点
(1)根据定位规则,TNC用快移速度使测头运动至探测点1位置。TNC用循环中数据和探测表中SET_UP列的安全高度数据计算探测点位置。
(2)测头运动到输入的测量高度处并用探测进给速率(F列)执行第一次探测。
(3)测头沿平行轴在测量高度或在第二安全高度运动至下一个起点2和探测第二触点。
(4)TNC再将测头移回第二安全高度,并处理由循环参数Q303和Q305确定的原点,并将实际值保存在以下Q参数中:
Q166:被测槽宽实际值;
Q157:中心线的实际值。
(5)根据需要,TNC继续沿测头轴通过另一次探测测量原点。
3.2 设置槽原点步骤及程序,如图6所示
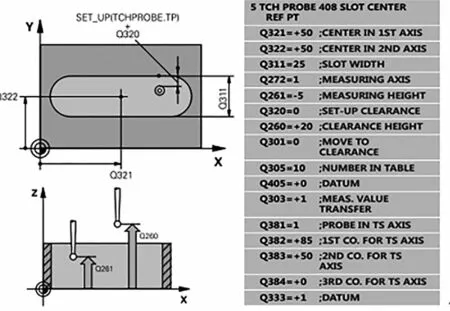
图6 槽原点步骤及程序
Q321:中心的第一轴坐标(绝对值),沿加工面参考轴的槽中心。
Q322:中心的第二轴坐标(绝对值),槽的中心在加工面辅助轴上。
Q311:槽宽度(增量值),即槽宽,与其在加工面上的位置无关。
Q272:测量轴(1=第一个轴/2=第二个轴),需测量的加工面中的轴(1:参考轴=测量轴;2:辅助轴=测量轴)。
Q261:测量轴方向的测量高度,进行测量的沿测头轴的球头中心坐标值。
Q320:测量头与球头间的附加距离。
Q260:刀具与工件(夹具)之间不发生碰撞沿探测轴的坐标值。
Q301:移动到接近高度,定义测头在两测量点间的运动方式(0:在测量高度位置的两测量点间运动;1:两测量点间在第二高度处运动)。
Q305:寄存器地址段号。
Q405:新原点(绝对值),TNC设置计算的槽中心的测量轴坐标。
只要将以上参数的数值输入到各参数中,就能编制出相应程序。
程序如下:
Q321=50;槽中心1的坐标。
Q322=50;槽中心2的坐标。
Q311=20;槽的宽度。
Q272=1;参考轴是测量轴。
Q261=-5;进行测量的沿测头轴的球头高度。
Q320=0;测量头与球头间的附加距离。
Q260=20;安全高度。
Q301=0;在测量高度位置的两测量点间运动。
Q305=10;输入表中的号码,TNC用于保存槽中心的坐标。
Q405=0;cnc设置计算的槽中心的测量轴坐标,默认为0。
图7 测头工作图
由于其他测量等功能同以上类似,只是循环参数不一样而已,使用方法完全相同,这里就不再赘述了。
4 结语
海德汉系统的循环功能在找正、测量、补偿等方面都具有很强大的功能,熟练掌握测量循环功能能够提高安装效率,进而提高塑料模具的精度。
猜你喜欢
航空学报(2022年5期)2022-07-04
计量学报(2020年7期)2020-08-07
模具制造(2019年10期)2020-01-06
意林·少年版(2019年19期)2019-11-13
制造技术与机床(2019年9期)2019-09-10
科普童话·百科探秘(2019年4期)2019-05-24
汽车实用技术(2019年7期)2019-04-18
自动化与仪表(2019年2期)2019-03-06
数字通信世界(2019年1期)2019-02-14
制造技术与机床(2017年9期)2017-11-27